
Fターム[4E087DB15]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 非機械加工 (382) | 熱的操作 (285) | 加熱 (102)
Fターム[4E087DB15]に分類される特許
1 - 20 / 102
強度、延性及びエネルギー吸収能に優れた高強度鋼材とその製造方法
【課題】建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高価な合金元素を添加しないで、製造設備に過大な負荷をかけることなく現有の製造ラインを用いて、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材及びその製造方法を提供する。
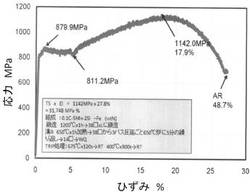
【解決手段】質量%で、0.05〜0.20%のC、1.0〜3.5%のSi、4.5〜5.5%のMn、0.001〜0.080%のAl、0.030%以下のP、0.020%以下のS、0.010%以下のN、0.045%以下のNbを含有し、残部がFe及び不可避不純物からなり、引張強さが1100MPa以上、伸びが25%以上、かつ引張強さと伸びとの積(TS×El)が30000MPa・%以上とした鋼材で、短時間焼鈍処理により、フェライトとオーステナイトとの生成比率を制御した2相組織を有する。
(もっと読む)
通電加熱方法、通電加熱用電極および通電加熱装置

【課題】より簡易な構成で、ワーク全体を均等な温度で加熱することができる通電加熱方法、通電加熱用電極および通電加熱装置を提供する。
【解決手段】通電加熱装置1を用いた通電加熱方法は、略柱状のワーク10に対する通電加熱方法であって、通電開始時において、ワーク10を冷却するための部材であるヒートシンク6を、ワーク10の側面(外側面10bあるいは内側面10h)の、該側面(外側面10bあるいは内側面10h)の端から所定の範囲の部位として設定する側面端部(外側面端部10dあるいは内側面端部10f)に接触させるとともに、ワーク10に通電するための電極チップ5を、ワーク10の端面10aと側面(外側面10bあるいは内側面10h)の境界部であるエッジ部(外エッジ部10cあるいは内エッジ部10e)に対して帯状に接触させる。
(もっと読む)
大きな軸受け座を備えたねじ山付きスピンドルの製作方法
【課題】大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供する。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材の高強度化させる部分について、1000℃以上、前記加熱処理工程における加熱温度以下とし、かつ、前記被加工材の低強度化させる部分について、AC3点以上、950℃以下として、熱間鍛造を行い、当該熱間鍛造により当該低強度化させる部分の相当歪量を0.2以上とする熱間鍛造工程と、800℃から600℃までの平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下とし、かつ、前記低強度化させる部分について、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
高強度・高靭性非調質熱間鍛造部品およびその製造方法
【課題】高い降伏強度および靭性を有する非調質熱間鍛造部品およびその製造方法を提供する。
【解決手段】C:0.20〜0.80質量%、Si:0.50質量%以下、Mn:0.40〜1.00質量%、P:0.050質量%以下、S:0.050質量%以下、V:0.20〜0.80質量%、Nb:0.02〜0.30質量%、N:0.0100質量%以下を含有し、残部がFeおよび不可避的不純物である組成からなり、旧オーステナイト粒のGf粒度番号が6以上であるフェライト−パーライト組織からなり、フェライトおよびパーライト中の直径:10nm以下の(V、Nb)C析出物の個数密度が5000個/μm2以上であることを特徴とする。
(もっと読む)
マグネシウム合金部材、エアコン用圧縮機及びマグネシウム合金部材の製造方法
【課題】自動車エアコン用圧縮機の機構部品に適用可能な機械的強度及び高温での疲労強度を出現できる、マグネシウム合金部材及びマグネシウム合金部材の製造方法を提供し、更に、必要な機械的強度及び高温での疲労強度を備えたマグネシウム合金を機構部品に使用したエアコン用圧縮機を提供する。
【解決手段】質量%で、カルシウムCaを0.3〜10%、アルミニウムAlを0.2〜15%、マンガンMnを0.05〜1.5%含有し、カルシウムCa/アルミニウムAlの質量比が0.6〜1.7であり、残部がマグネシウムMg及び不可避不純物からなるマグネシウム合金の鋳造素材を、250〜500℃で塑性加工(押出し加工)してマグネシウム合金部材を形成する。これにより、マグネシウム合金部材において、室温における0.2%耐力が300MPa以上、150℃における疲労強度が100MPa以上を出現でき、自動車エアコン用圧縮機の機構部品をマグネシウム合金部材で形成して、圧縮機の重量を軽減できる。
(もっと読む)
塑性加工用アルミニウム合金鋳塊の製造方法、及びアルミニウム合金塑性加工品の製造方法、アルミニウム合金塑性加工品
【課題】強度が向上し、再結晶粒の発生しにくい塑性加工用アルミニウム合金鋳塊の製造方法を提供する。
【解決手段】Mgを0.8wt%〜1.2wt%、Siを0.7wt%〜1.0wt%、Cuを0.3wt%〜0.6wt%、Mnを0.14wt%〜0.3wt%、Crを0.14wt%〜0.3wt%、Feを0.5wt%以下、Tiを0.01wt%〜0.15wt%、Bを0.0001wt%〜0.03wt%含有し、残部をAlと不可避的不純物とし、晶出物の平均粒径が8μm以下、デンドライト二次アーム間隔が40μm以下、かつ、結晶粒径が300μm以下の組織を有するように塑性加工用アルミニウム合金鋳塊を鋳造して製造する際、連続鋳造した後に470℃で均質化処理を施す。
(もっと読む)
鉄筋端部の加工方法及び装置
【課題】 鉄筋の端部に目的とする拡径部及びネック部を成形することができる鉄筋端部の加工方法を提供することにある。
【解決手段】 型鍛造可能な温度より常に低い温度の箇所を取り外し可能にクランプ5で保持した鉄筋10の型鍛造可能に加熱された被加工部分を含む端部を、開閉可能に複数に分割される金型6のキャビティ60の鉄筋の外径より若干大きな内径の小径部61から鉄筋10の被加工部分を拡径する大径部62に挿入した状態で鉄筋10に対して金型6を位置決めした後に、ダイス7で大径部62内の鉄筋10の端面を押圧してこの鉄筋10の被加工部分をキャビティ60の大径部62、小径部61と大径部62の間の段部と小径部61の間の境がR状に形成されたR部63及び小径部61の内壁に押し付けて鉄筋10の端部に拡径部を成形するとともにこの拡径部を形成する段部であるネック部と鉄筋10の境をR状に成形する。
(もっと読む)
鍛造用ダイホルダ
【課題】温間鍛造または熱間鍛造する際に、ダイホルダを介して金型を効率よく加熱することができる抵抗加熱体を備えた鍛造用ダイホルダを提供すること。
【解決手段】ダイホルダ1は、温間鍛造、または、熱間鍛造するための鍛造用プレスPに用いられる金型4を保持するものである。ダイホルダ1は、抵抗加熱体5が挿入される加熱体設置孔22a,32aと、温度センサ6が挿入されるセンサ設置穴22b,32bと、前記金型4の裏面4d,4dを支持するホルダ22,32のホルダ面22e,32eの両端部に配置され、前記金型4の側面4a,4bを両側から挟むように支持するガイド部23,33と、を有する。加熱体設置孔22a,32aは、ホルダ面22e,32eに対向する位置で、前記金型4の側面4a,4bに沿って形成されている。
(もっと読む)
ローラ鍛造方法
【課題】表層流れが発生するのを防止すること
【解決手段】
ワーク軸心Yを中心に回転する円筒形状のワーク4に、ワーク軸心Yと直交するローラ軸心Xを中心に回転可能なローラ2を、ワーク4のワーク表層面41aに当接させ、ワーク4を拡径変形させるローラ鍛造方法において、ワーク4のワーク表層面41aの変形抵抗を、ワーク底面41bよりも大きくする。
(もっと読む)
ビレットヒータおよびビレットヒータにおける被加熱物の強制排出方法
【課題】加熱が完了したビレットを強制排出する際のタイムラグを短くすることができるビレットヒータを提供する。
【解決手段】ビレット60を搬送速度可変の送りローラ16により、誘導加熱コイルユニット12による加熱領域に連続的に搬送するビレットヒータ10であって、センサ20と、誘導加熱コイルユニット12とセンサ20との間に設けられた挟持部を有する挟持手段24と、挟持手段24をビレット60の搬送方向に移動させる強制排出手段40と、ビレット60の先端がセンサ20に達した時点で低速搬送に移行させ、低速搬送時間が所定時間に達した時点で高速搬送に移行させると共に、前記低速搬送への移行に従って挟持手段24によりビレット60を挟持して、強制排出手段40により前記加熱領域から強制排出させる制御手段52を有することを特徴とする。
(もっと読む)
小径棒材の部分加熱ヘッディング加工方法及び加工装置
【課題】マグネシウム合金の棒状素材全体を加熱する工程を削減し熱影響を少なくした鍛造加工を実現する。
【解決手段】加熱したヘッディングパンチ11の成型部12をマグネシウム合金の棒状素材90の塑性変形部位に接触させて伝熱により棒状素材90を加熱する工程と、加熱された塑性変形部位をヘッディングパンチ11で押圧して塑性変形させる工程により、棒状素材90の全体や下型ダイス32を加熱せずに鍛造加工を行う。また、同工程を利用した加工装置によって連続した鍛造加工を行う。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】板状の鋼製の素材を圧造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】所定の厚さ、横幅及び高さの板状の鋼製の素材2aの横幅方向の一端に、圧造により水平断面が楕円形状に厚さ方向に膨出して高さ方向に楕円柱状となる突起部付膨出柱状部4aを形成し、前記膨出柱状部4aに軸心を貫通してヒンジ用ピンを挿入する軸孔10を特殊なダイス72とパンチ71とを用いて形成するのであり、前記ダイス72は前記素材2aの前記膨出柱状部4aの外周から隙間をあけて所定の隙間容積72bを有するようにして、前記軸孔10の高さを前記軸孔10の直径の2倍以上に形成でき、十分な強度がありながら、製造費用の低減を図るようにした製造方法である。
(もっと読む)
樹脂成形金型の製造方法
【課題】 大型の樹脂製品の成形に使用される、Ni−Al−Cu系時効硬化型鋼からなり、鏡面性に優れた樹脂成形金型の製造方法の提供。
【解決手段】 鋼塊を温度T1に加熱してからビレットに分塊鍛造する分塊鍛造工程と、分塊鍛造工程に引き続いて、ビレットを温度T2に加熱して保持するソーキング工程と、1050℃以下の温度T3に加熱してから鍛造する低温仕上鍛造工程と、を含む。ここで、ソーキング工程と低温仕上鍛造工程との間に、500℃以上であって少なくとも温度T3よりも低い温度T4でガウジングを行う熱間ガウジング工程を更に含む。
(もっと読む)
クランクシャフトの製造方法
【課題】さらなるクランクシャフトの軽量化を図るためにプロジェクション溶接を採用した溶接方法を採用しつつ、必要な接合強度を確実に確保できるクランクシャフトの製造方法を提供する。
【解決手段】カウンターウェイト5の接合面6aから突設される2箇所の突起部7・7と、隣り合う突起部7・7の間に形成される溝部8と、クランクアーム4の接合面6bから突設される3箇所の突起部9・9・9と、隣り合う突起部9・9・9の間に形成される2箇所の溝部10・10と、を形成しておき、突起部7・7を溝部10・10に圧入するとともに、最も外側に形成される二つの外壁部9a・9b以外の突起部9である内壁部9cを、溝部8に据え込みつつ、各部材4・5をプロジェクション溶接する工程と、その後、外壁部9a・9bを、それぞれが隣接する突起部7・7に向けて押圧して、各部材4・5をかしめる工程と、を備える。
(もっと読む)
鍛造品の製造方法
【課題】限界据込み率の更なる改善することができる鍛造技術を提供することを課題とする。
【解決手段】図(a)に示すように、丸棒を鋸で切断することで、所定の長さの鍛造用素材41を準備する。準備した素材41に、(b)に示すように、ショット粒42を、高速で衝突させる。この処理を第1のショットブラスト処理という。(c)に示すように、ショット後の素材43を、焼鈍炉44に入れ、焼鈍温度まで加熱し、所定時間保持することで、焼鈍処理を実施する。
【効果】焼鈍前にショットブラスト処理を施さない場合に比較して、本発明によれば限界据込み率を大幅に向上させることができる。
(もっと読む)
ワーク加熱装置及び潤滑剤塗布システム
【課題】ワークを迅速に加熱することが可能なワーク加熱装置及び潤滑剤塗布システムを提供する。
【解決手段】本発明のワーク加熱装置10は、隙間を空けて横並びに配置された1対のベルトコンベア21,21を有し、隙間を跨いだ状態で1対のベルトコンベア21,21上にワーク90を載置して搬送する。そして、ベルトコンベア21,21による搬送経路の途中の温水噴出部30においては、ワーク90に対して上下両方向から温水をかけて加熱し、エアー吹付部35においては、ワーク90に対して上下両方向からエアーを吹き付けて乾燥させる。
(もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 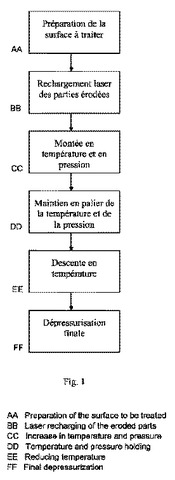 (もっと読む)
(もっと読む)
耐食性及び加工性に優れた高強度Al合金鍛造材及びその製造方法
【課題】鍛造材の表層部に粗大な結晶粒が存在せず、所定の硬さ以上である、耐食性及び加工性に優れた高強度Al合金鍛造材を提供すること。
【解決手段】質量基準で、Mg:0.6〜1.2%、Si:0.4〜1.3%、Cu:0.03〜0.8%、Fe:0.04〜0.5%、及びTi:0.005〜0.10%を含有し、残部がAl及び不可避的不純物である合金組成のAl合金からなる鍛造材において、その任意の断面におけるビッカース硬さが110HV10以上で、且つその表層部における平均結晶粒径が150μm以下であり、金属間化合物の最大粒径が5μm未満となるように構成した。
(もっと読む)
冷間加工用鋼材およびその製造方法ならびに冷間加工部品
【課題】冷間加工性に優れると共に、冷間加工によって部品とした後、使用環境の温度が増加するような雰囲気での使用において、強度特性が低下しにくい耐時効軟化性に優れた冷間加工用鋼材およびその製造方法、ならびにその冷間加工用鋼材を用いた冷間加工部品を提供する。
【解決手段】冷間加工用鋼材は、C:0.03〜0.06質量%、Si:0.01〜0.06質量%、Mn:0.4〜1質量%、P:0.05質量%以下、S:0.005〜0.05質量%、Al:0.005〜0.03質量%、N:0.008〜0.015質量%、残部はFe及び不可避的不純物からなる成分組成を有し、固溶C量が0.01〜0.02質量%、かつ、固溶N量が0.008〜0.015質量%であり、組織中のセメンタイト相分率が2%以下(0%を含む)で残部がフェライト相であり、前記フェライト相の平均結晶粒径が20〜100μmであることを特徴とする。
(もっと読む)
1 - 20 / 102
[ Back to top ]