
Fターム[4E087DB18]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 非機械加工 (382) | 表面処理 (44)
Fターム[4E087DB18]の下位に属するFターム
脱スケール (8)
Fターム[4E087DB18]に分類される特許
1 - 20 / 36
潤滑被膜形成方法及び潤滑処理方法
【課題】被加工材と潤滑被膜の密着性を向上させる。
【解決手段】被加工材1に潤滑剤溜まり2を形成する表面処理工程と、表面処理した被加工材1の表面に水系2層塗布型の潤滑被膜5を形成する潤滑被膜形成工程とを有する。
(もっと読む)
剣先部材の製造方法および剣先部材含有回転釜

【課題】高い強度をもち剣先形状を長期にわたり維持でき、縫い品質を安定化させるのに有利な剣先を有する剣先部材の製造方法および回転釜を提供することができる。
【解決手段】剣先部材の製造方法は、先端部が基端部よりも幅狭な剣先素材部62をもつ金属素材6を用意する準備工程と、金属素材6のうち少なくとも剣先素材部62をこれの厚み方向に鍛造プレス成形することにより、剣先素材部62を形成する肉材料を剣先素材部62の延びる方向に流動させて鍛造成形流動部64を形成する鍛造プレス成形工程と、金属素材6のうち少なくとも鍛造成形流動部64を打ち抜き成形し、鍛造剣先部と本体とをもつ剣先部材を形成する打ち抜き工程とを順に実施する。
(もっと読む)
パワートレイン製品の製造方法
【課題】インラインで防錆処理を行っても、異物の残留等の問題を生じないパワートレイン製品の製造方法を提供する。
【解決手段】棒状の素材10を鍛造し未加工ベース20とする鍛造工程と、前記未加工ベース20に焼ならし、焼戻しを施す焼ならし焼戻し工程と、前記焼ならし、焼戻しを施した未加工ベース20の外形を切削し外形加工ベース30を得る外形切削工程と、前記外形を切削した外形加工ベース30に表面処理を施す表面処理工程と、前記表面処理を施した外形加工ベース30の内形を切削し、製品ベース40を得る内形切削工程と、前記内形を切削した製品ベース40に機能部品を組付ける部品組付工程を順に備えることを特徴とするパワートレイン製品の製造方法。
(もっと読む)
パーキングポールブランク及びその製造方法
【課題】高い材料歩留まりで、材料組織の結晶粒の粗大化が防止され、嵌合爪におけるファイバーフローが連続したパーキングポールブランクと、該パーキングポールブランクを製造する製造方法を得る。
【解決手段】パーキングポールブランクの製造方法は、丸棒素材Wを所定長さの切断素材10に切断する切断工程(S2の1)と、切断素材10の端面を成形する端面成形工程(S2の2)と、中央扁平部42の側面に張出扁平部44が形成された張出素材20を形成するための、軸方向に圧縮する縦圧縮工程(S3の1〜S3の3)と、略中央において曲げられた屈曲素材30を形成するための、曲げる曲げ工程(S4の1〜S4の2)と、 屈曲素材30を扁平な所定形状のパーキングポールブランク40に形成するための、張出方向に対して垂直な方向に圧縮する横圧縮工程(S6)と、を有している。
(もっと読む)
鍛造品の製造方法
【課題】限界据込み率の更なる改善することができる鍛造技術を提供することを課題とする。
【解決手段】図(a)に示すように、丸棒を鋸で切断することで、所定の長さの鍛造用素材41を準備する。準備した素材41に、(b)に示すように、ショット粒42を、高速で衝突させる。この処理を第1のショットブラスト処理という。(c)に示すように、ショット後の素材43を、焼鈍炉44に入れ、焼鈍温度まで加熱し、所定時間保持することで、焼鈍処理を実施する。
【効果】焼鈍前にショットブラスト処理を施さない場合に比較して、本発明によれば限界据込み率を大幅に向上させることができる。
(もっと読む)
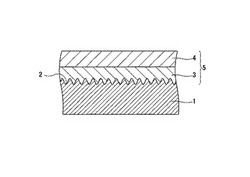
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 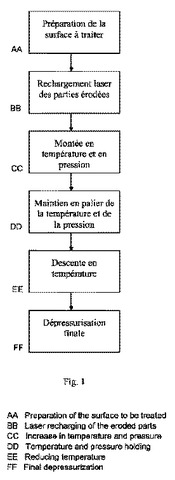 (もっと読む)
(もっと読む)
クランクシャフトの製造方法及びクランクシャフト
【課題】高強度鋼材を用いながら、加工精度を向上させた高強度クランクシャフトの製造方法を提供する。また、高強度鋼材を用いながら、鍛造荷重を低減することにより生産コストの増加を抑えた高強度クランクシャフトを提供する。
【解決手段】少なくともMo及びVを含み、Mo+V≧0.2wt%以上を含有する高強度鋼材を用いた高強度クランクシャフトの製造方法において、高強度鋼材を鍛造する鍛造工程と、鍛造工程の後、高強度鋼材を加工し、第1の温度においてN2ガスまたは大気中で高強度鋼材の加工歪を開放する歪開放処理工程と、歪開放処理工程後、第2の温度においてNH3ガス中で窒化処理を行い炭窒化物を析出させる窒化処理工程とを行う。
(もっと読む)
工作物を加熱成形する方法及び放熱を減少する手段
【課題】公知の方法の欠点を克服する工作物の新しい変形方法を提示する。
【解決手段】金属又は金属化合物から成る工作物又は原材料を、鍛造又は圧延のような体積変形により1000℃以上の温度で高温成形する方法において、最初の段階において工作物の表面が、酸化物相、添加剤、接着剤又は結合剤から成る被覆手段で少なくとも部分的に覆われ、被覆が硬化され、それから後続段階において、変形温度まで工作物又は原材料の十分な加熱による加熱が行われ、それから工作物又は原材料が成形手段の所へ搬送され、成形手段により成形体又は圧延製品に加工されるか又は鍛造されるか又は圧延される。
(もっと読む)
吸入管及びその製造方法
【課題】フィルターの位置ずれによる変形や外れのない、品質が安定し、生産性が高く、安価な吸入管及びその製造方法を提供することを目的とする。
【解決手段】鍛造工法によって不純物を除去するフィルター106を一体に成型した吸入管105を形成したもので、フィルター106を組付けるための工数を削減し、フィルター106の位置ずれによる変形や外れのない、品質が安定し、生産性が高く、安価な吸入管及びその製造方法を提供することができる。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 真空浸炭焼入れし、かつ1回以上のズブ焼入れを繰り返して結晶粒を微細化した優れた衝撃強度、曲げ強度の浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.20%以下、Cr:0.3〜3.0%、Cu:0.30%以下、Al:0.001〜0.10%、N:0.01%未満、Ti:0.05%未満、B:0.001〜0.005%を含有し、ただし、TiおよびNは3.4N[%]<Ti[%]の関係を有し、さらにNb:0.02〜0.50%、V:0.02〜0.50%のいずれか1種もしくは2種を含有し、残部Feおよび不可避不純物からなる鋼を用い、機械加工もしくは鍛造によって部品形状に成形した後、真空浸炭焼入れを行い、その後に1回以上のズブ焼入れを行い、焼戻して浸炭部品を製造する。
(もっと読む)
ベアリング外輪素形材の製造方法
【課題】 軸受鋼などのシームレス鋼管から冷間鍛造により、歩留の向上と生産性の向上と製造コストの低減を行ってベアリンク外輪素形材を製造方法する。
【解決手段】 軸受鋼からなる外径aおよび内径bのシームレス鋼管1を、中心軸に対して垂直に、所定の幅cで突切切断して複数の切断リングを同時に製造し、次いで、切断リング2にショットブラストを施して切断リング2の内径面22に残る環状型のバリを除去した後、切断リング2の外径面21および内径面22を所定の径に旋削して表面の脱炭層および表面キズを除去して、旋削リング3とし、さらにショットブラストし、さらに潤滑処理としてリン酸塩処理あるいは一液潤滑処理を施して、冷間鍛造前のブランク4とし、次いで、冷間鍛造前のブランク4の外径面41をダイ5で拘束しながら内径面42をパンチ6およびエジェクター7間で、冷間しごき成形してベアリング外輪素形材8とする。
(もっと読む)
機械部品洗浄装置
【課題】圧造後の機械部品に付着した余分なオイルを有効に除去できると共に、洗浄後の部品の表面に防錆剤及び洗浄されたオイルが薄く付着して製品の錆の発生を防止できる機械部品洗浄装置を提供する。
【解決手段】パーツホーマー7により圧造される各種機械部品Pを洗浄する機械部品洗浄装置であって、洗浄水CWを溜めたプール1と、始端側がプール1内の低位置、終端側がプール1内の水面WLから出る高位置となるように設置され、始端部上に供給された被洗浄部品Pを終端部まで搬送する間にプール1内の洗浄水CWで被洗浄部品Pを洗浄する搬送洗浄用コンベヤ2と、このコンベヤ2で搬送されて水面WLから上がってくる被洗浄部品Pに清浄な洗浄水CWを噴射するシャワー3と、プール1の水面WLに浮遊する油を含む上水をポンプ3cで吸引排出するフロート型オイルスキマー4とを備えてなること。
(もっと読む)
リンクアームの製造方法とその製造に使用されるプレス用金型
【課題】 熱間鍛造によるリンクアーム製造方法は、素材の無駄が多く不経済であり、作業に時間がかかり生産性が悪い。
【解決手段】 本発明の製造方法は、アルミ素材を焼鈍する焼鈍工程と、そのアルミ素材を完成後のリンクアーム形状に近い形状にプレス成型する一次プレス工程と、一次プレス成型品をリンクアームの形状に仕上げる二次プレス工程と、二次プレス成型品の硬度を高める熱処理工程と、二次プレス成型品に軸孔をあける孔を貫通するようにした。必要に応じて、焼鈍処理後にボンデ処理してから一次プレスすることも、一次プレス成型品を二次プレス前に焼鈍処理することも、二次プレス成型品を孔あけ処理の前又は後に切削加工することもできる。アルミ素材は断面形状小判型のアルミ素材を使用することも、丸棒状のアルミ線材を切断したアルミ素材を使用することもできる。
(もっと読む)
鍛造加工用の金属材料の表面処理方法及び表面処理システム、並びに、鍛造品の製造方法
【課題】短時間で金属材料を表面処理することができる表面処理方法を提供する。
【解決手段】鍛造加工用の金属材料を表面処理する方法であって、非酸化雰囲気中で金属材料を加熱する焼き鈍し工程と、焼き鈍し工程後の金属材料の表面に潤滑被膜を形成する被膜形成工程を備えている。この表面処理方法によれば、非酸化雰囲気中で金属材料を焼き鈍しするので、焼き鈍し工程で金属材料の表面に酸化膜が形成されない。したがって、焼き鈍し工程後に酸化膜を除去する必要がない。このため、短時間で金属材料の表面処理を行うことができる。
(もっと読む)
オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法
【課題】オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法の提供。
【解決手段】オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法は、順番に原料準備ステップ、頭部成型ステップ、尾部成型ステップ、ネジヤマ成型ステップを含む。該原料準備ステップでは、オーステナイト300シリーズの未加工品を準備し、該未加工品には先ず冷間鍛造作業を行い、該未加工品の外径を15%以上縮小し、棒体を形成し、成型後の該棒体外径は加工時に必要とする外径と同等で、この時、該棒体の耐強度は元の未加工品の数値の少なくとも1/2以上増加している。該棒体はさらに頭部成型ステップ、尾部成型ステップ、ネジヤマ成型ステップを経るが、成型過程ではすべて冷間鍛造工法を利用するため、高強度で防サビ性能が高く、製造コストが低廉な嵌合部品を成型することができ、物件へのねじ込みを達成し、しかも螺設後の使用の安全性をも備える。
(もっと読む)
歯車成形用金型および同歯車成形用金型を備えた押出し成形装置
【課題】歯車の押出し加工において、歯車の強度や耐久性の確保、および歯底部分での耐摩耗性の確保を図ることができる歯車成形用金型を提供する。
【解決手段】歯車成形用金型100は、円筒状に形成されたコンテナ110と円柱状に形成されたマンドレル120とを備えている。コンテナ120の貫通孔112の内周面下部には、目的とする歯車の歯より小さい歯を成形する予備成形歯117と、同目的とする歯車の歯を成形する仕上げ成形歯118とから構成される成形歯116が形成されている。予備成形歯117の歯先の厚さ117bは、前記目的とする歯車の歯先からの丈が予備成形歯117の突出量117a(歯丈)に等しい位置(歯面)での歯溝の幅に等しい厚さに形成されている。仕上げ成形歯118の歯先の厚さ118bは、同仕上げ成形歯118の歯先が成形しようとする前記目的とする歯車の歯底における歯溝の幅に等しい厚さに形成されている。
(もっと読む)
Zr又はZr合金製段付軸状部品の製造法及び該製造法で得られた燃料棒端栓
【課題】 Zr又はZr合金の取り扱いが容易な常温域で冷間鍛造して、段付軸状に成形し、材料の歩留まりを向上することで材料費の低減を目的とする。
【解決手段】 Zr又はZr合金からなる軸状素材を所定の段付軸状部品に成形する成形工程を含むZr又はZr合金製段付軸状部品の製造法であって、
前記成形工程は、
前記軸状素材の表面に酸化膜を形成する酸化膜形成工程と、
前記酸化膜が形成された前記軸状素材を所定の成形型を用いて前記段付軸状形状に成形する冷間鍛造工程と、
を含むものである。
(もっと読む)
円錐ころ軸受
【課題】耐摩耗性及び耐焼付き性に優れ、高速回転条件や異物混入潤滑環境下のような厳しい条件で使用されても長寿命な円錐ころ軸受を提供する。
【解決手段】円錐ころ軸受の転動体3は、ケイ素及びマンガンを含有する鋼で構成されており、該鋼中のケイ素の含有量が0.4質量%以上、マンガンの含有量が0.4質量%以上であり、且つ、ケイ素の含有量とマンガンの含有量との和が1質量%以上である。そして、窒化処理又は浸炭窒化処理,焼入れ,焼戻しが順次施されている。このようにして製造された転動体3は、表面から深さ0.01mmまでの表層部に、最大径が1μm以下のSi−Mn系窒化物が析出しており、その量は面積率で1%以上10%以下である。また、表層部におけるSi−Mn系窒化物の量の最小値と最大値の比、又は、表層部における窒素濃度の最小値と最大値の比が、0.9以上である。
(もっと読む)
エンボスソケットの製造方法
【課題】ソケットユニットにエンボス構造を作り出し、かつソケットの変形や損害を起こさないエンボスソケットの製造方法の提供。
【解決手段】本発明の『エンボスソケットの製造方法』は先ずソケットの連接孔に心棒を挿入し、それからエンボスステップを行い、ソケットの両側にそれぞれ標示エリアをエンボスし、それが完成してから心棒を引き出す。エンボスの動作はソケットに大きな力を施すので、心棒がソケットの連接孔に挿入されたら、ソケットが受けるエンボスの力は有効に心棒に伝え、心棒の反作用力はソケットに字形がエンボスされても変形して壊れることのない効果が得られ、このように、本発明はソケットユニットに直接エンボス動作を行うことができ、ソケットの変形破損の問題が起こらなくなる。
(もっと読む)
リングギヤ及びリングギヤの製造方法
【課題】
精度よく加工されたリングギヤ及び精度良くリングギヤを製造するリングギヤの製造方法を提供するものである。
【解決手段】
傘歯状のリングギヤ1であって、該リングギヤ1は、歯2と、該歯2に設けられた平坦面3とを備え、前記平坦面3は、前記歯2のピッチ円錐線A1と前記リングギヤ1の中心軸Z1との交点O1を通り前記中心軸Z1と直交する直線K1から軸方向に所定距離H1離間した位置に形成されている。
(もっと読む)
1 - 20 / 36
[ Back to top ]