
Fターム[4E089EE04]の内容
Fターム[4E089EE04]に分類される特許
1 - 20 / 24
プレス装置
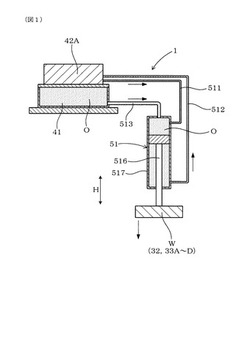
【課題】極めて簡単な装置上の工夫によって、可動型の下降速度を向上させることができ、プレス加工に要するタクトを短縮することができるプレス装置を提供すること。
【解決手段】プレス装置1は、固定型31と、固定型31に対して昇降する可動型32と、可動型32を油圧力によって昇降させる昇降シリンダー51と、昇降シリンダー51を動作させるポンプ42と、作動油Oを貯留するタンク41とを備えている。昇降シリンダー51のヘッド側ポートには、タンク41内の作動油Oをポンプ42を経由させずに流出させるバイパス配管513が接続されている。昇降シリンダー51は、バイパス配管513から流入する作動油Oによって、可動型32の自重Wを受けてピストンロッド516を下方へストロークさせるよう構成されている。
(もっと読む)
機械プレスのプレス荷重制御装置

【課題】機械プレスにおいて、プレス荷重指令に沿ってプレス荷重を高応答に可変制御可能にする。
【解決手段】機械プレスのスライド内に設けたシリンダ−ピストン機構の油圧室24の圧力(シリンダ力)を、プレス荷重指令に対応するシリンダ力指令に応じて、電動サーボモータ3により駆動される油圧ポンプ/モータ2により高応答に可変制御可能にする。これにより、過負荷が発生するようにダイハイト量を小さめに設定しても過負荷が発生する手前でプレス荷重を制限することができ、ダイハイト量を厳密に調整する手間を省くことができる。また、下死点近傍における加圧時間を長くすることができるとともに、加圧終了時にブレークスルー現象の発生を抑制することができ、更に過負荷が生じないため圧油がリリーフされることがなく、プレス動作が中断することがない。
(もっと読む)
プレス成形システムおよびプレス成形システムの制御方法
【課題】 省エネルギー化を図りつつ各プレスユニットの制御を高精度に行うことのできるプレス成形システムおよびプレス成形システムの制御方法を提供する。
【解決手段】 プレス成形システム1は、複数のプレスユニット2が配設され共通の搬送機構4により前記プレスユニット2に対してプレス成形材Pの搬入が行われるプレス成形システム1において、各プレスユニット2は、昇圧制御工程B、加圧保持制御工程C、および降圧制御工程Dを少なくとも有し、昇圧制御工程Bの時間よりも加圧保持制御工程Cの時間の方が長く設けられ、各プレスユニット2にはそれぞれサーボモータ20により回転駆動されるポンプ21が備えられている。
(もっと読む)
プレス装置およびプレス方法
【課題】 ポンプから加圧用シリンダに作動油を供給して3分間以上の加圧工程により成形材を加圧するプレス装置およびプレス方法において、油圧回路を複雑化することなく加圧時の省エネルギー化を図りつつ、低圧領域の加圧制御も良好に行うことのできるプレス装置またはプレス方法を提供する。
【解決手段】 ポンプ21から加圧用シリンダ14に作動油を供給してポンプから加圧用シリンダに作動油を供給して3分間以上の加圧工程Hにより成形材Pを加圧するプレス装置11において、サーボモータ20またはインバータ制御モータにより回転数を制御可能かつ吐出量を変更可能なポンプ21が設けられ、前記ポンプ21を制御して設定油圧2MPa以下の低圧領域の加圧工程B,Dを含む加圧工程Hにより成形材Pを加圧する。
(もっと読む)
クランクプレス
【課題】簡単な機構で必要なクラッチトルクを安定して精度よく求め、クラッチに過剰とならない適正な流体圧を付与できるようにすることである。
【解決手段】ひずみ検出装置31で検出される両側のサイドフレーム2のひずみを荷重計アンプ33で実プレス荷重に変換し、この実プレス荷重に対応するクラッチトルクを得るのに必要な流体圧の下限値を求めて、求めた流体圧の下限値に所定の余裕代を持たせて、コントローラ34からエア圧レギュレータ23に指示する流体圧の設定値を決定することにより、サイドフレーム2のひずみから、簡単な機構で必要なクラッチトルクを安定して精度よく求め、クラッチ14に過剰とならない適正な流体圧を付与できるようにした。
(もっと読む)
押出プレス装置
【課題】押出プレス装置を作動させる可変容積形ポンプにパイロット圧力を供給するパイロットポンプ及びパイロットポンプを駆動する電動機を消費するエネルギーの少ない状態で運転して無駄な電力を削減し、もってエネルギー消費量の少ない押出プレス装置を提供する。
【解決手段】パイロット圧力が負荷されるレギュレータ等の吐出量制御手段12を備えた可変容積形ポンプ10を有し、予め定めた速度設定値に基づいて吐出量制御手段12に速度信号を出力して可変容積形ポンプ10の傾転により供給する圧油量を変化させ、各動作工程の速度が制御される金属の押出プレス装置に、吐出量制御手段12に供給するパイロット圧の油量を、前記速度設定値を切り替えるときに最大となり、該切り替えた速度設定値となったときに最小となるよう制御するパイロット圧力の供給手段30を設けた。
(もっと読む)
液圧プレスおよび液圧プレスの制御方法
【課題】加圧速度を向上するとともに省エネルギー化ができる液圧プレスおよび液圧プレスの制御方法を提供する。
【解決手段】複数本の加圧シリンダCC,CR,CLで構成され、シリンダ制御ブロック20は、作動油が供給されている切替元加圧シリンダCC内の油圧Pcが設定圧力P1を超えた時に、加圧能力が高くなる組合せである切替先加圧シリンダCR,CLへ作動油の供給先を切り替える液圧プレスである。成形工程中に加圧能力モードを変更することができる。成形工程の初期においてワークの成形にかかる最大負荷を下回る加圧能力モードで運転することができ、加圧速度が速くなる。成形時間が短くなり、熱間加工において成形中のワークの温度低下による変形抵抗の増大を防止することができる。
(もっと読む)
油圧曲げプレス機の省エネ方法
本発明は、上側クランプ(11)の上下運動を提供するピストン(30)と、前記ピストン(30)を動かす少なくとも1個の原動機(50)と、ピストン(30)の高速の上下運動中に事前充填を提供する充填弁(70)とを含む曲げプレス機(100)であって、前記原動機(50)から受け取った運動をピストン(30)に伝達する可変循環形の定容量ポンプ(40)を少なくとも1個備える曲げプレス機(100)に関する。 (もっと読む)
金属成形機等の加工機を液圧により作動させるための装置及びこのような金属成形機を作動させるための方法
本発明は、金属成形機(72〜77)等の加工機を液圧により作動させるための装置及び方法と、前記金属成形機を作動させるための装置の制御方法及び使用とに関する。加工機は、水等の加圧された流体を用いる少なくとも2つの圧力ジェネレータ(1,2)によって駆動され、圧力ジェネレータは、圧力をかけられた異なる流体、例えば作動液を用いて可変ポンプ(31〜33)によって作動させられる。 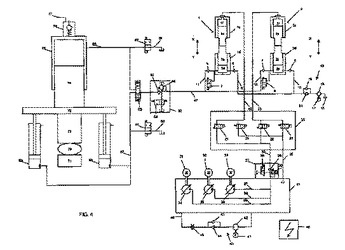 (もっと読む)
(もっと読む)
縦型ホットプレス装置
【課題】板材や熱板の自重等に因ることなく、加熱圧着後の被処理体ひいては各板材を均一の厚さに成形し得る縦型ホットプレス装置を提供する。
【解決手段】縦型ホットプレス装置1は、被処理体Wの上側及び下側の少なくとも一方の側に配置され、上下方向に移動可能な押圧盤13と、押圧盤13の押圧面13aに対して互いに異なる複数の位置に配置され、その押圧盤13を介して被処理体Wを上下方向に押圧する押圧シリンダ16L,16Rと、押圧シリンダ16L,16Rによる押圧下での押圧盤13の基準位置に対する上下方向の位置ずれ量を検出する押圧シリンダ用リニアエンコーダ41L,41R(位置ずれ量検出手段)と、検出される押圧盤13の位置ずれ量が設定範囲内に収まるように押圧シリンダ16L,16Rを個別に駆動制御する制御基板60及び電磁切換弁53L,53R(シリンダ制御手段)とを備える。
(もっと読む)
縦型コールドプレス装置
【課題】常温状態での押圧による被処理体を均一の厚さに成形することで、完成品としての積層合板を均一の厚さに成形し得る縦型コールドプレス装置を提供する。
【解決手段】縦型コールドプレス装置1は、被処理体Wの上側及び下側の少なくとも一方の側に配置され、上下方向に移動可能な押圧盤13と、押圧盤13の押圧面13aに対して互いに異なる複数の位置に配置され、その押圧盤13を介して被処理体Wを上下方向に押圧する押圧シリンダ16L,16Rと、押圧シリンダ16L,16Rによる押圧下での押圧盤13の基準位置に対する上下方向の位置ずれ量を検出する押圧シリンダ用リニアエンコーダ41L,41R(位置ずれ量検出手段)と、検出される押圧盤13の位置ずれ量が設定範囲内に収まるように押圧シリンダ16L,16Rを個別に駆動制御する制御基板60及び電磁切換弁53L,53R(シリンダ制御手段)とを備える。
(もっと読む)
鍛造プレス
【課題】シャットハイト調整機構をコンパクト化した鍛造プレスを提供する。
【解決手段】シャットハイト調整機構として、リストピン3におけるコンロッド2と連結されるコンロッド連結部とスライド4と連結されるスライド連結部の中心を互いに偏心させており、リストピン3を回転させるリストピン駆動装置6を備えている。リストピン駆動装置6は、リストピン3に取付けられたウォームホイール5に噛み合うウォーム軸7と、ウォーム軸7の一端に接続され、ウォーム軸7を軸方向に往復動させる油圧モータ8と、ウォーム軸7の他端に接続されたピストン15およびピストン15が油密に挿入されたシリンダ16からなる油圧シリンダ17とを備えており、油圧シリンダ17と油圧源18の間にはリリーフ弁20が介装されており、リリーフ弁20はプレス負荷が過大値のとき開弁するように設定されている。
(もっと読む)
プレス装置
【課題】複数のプレスユニットを制御・運転する油圧制御ユニットを低コストで構成できるとともに、省エネが実現でき運転コストも低減可能なプレス装置を提供する。
【解決手段】複数のプレスユニット2を一の油圧制御ユニット4で制御・運転するプレス装置1であって、前記プレスユニット2はサーボバルブ3を有し、前記油圧制御ユニット4は圧油を吐出するポンプ9と圧油を蓄圧するアキュムレータ6を有し、前記プレスユニット2及び前記油圧制御ユニット4のいずれかのユニットは前記複数のプレスユニット2の各々へ前記ポンプ9の圧油又は前記アキュムレータ6の圧油を択一的に選択して供給する切換弁5を有する。
(もっと読む)
トランスファプレスのプレス圧補正装置及び補正方法
【課題】メインスライドの中央部へのプレス反力の影響を抑えた上で該中央部に十分なプレス圧を付加可能とするトランスファプレスのプレス圧補正装置及び補正方法を提供する。
【解決手段】各サブスライド8a,8b,8cにおける上型11a,11b,11cを支持する下部(下壁32)の外周と、メインスライド7における各サブスライド8a,8b,8cの上部(上壁31)を支持する支持壁25の下方に延びて前記各サブスライド8a,8b,8cの外周を囲む外周壁23の下端との間に、それぞれ複数の油圧シリンダ40を配設し、該各油圧シリンダ40を介して、前記各サブスライド8a,8b,8cの下部を前記メインスライド7の外周壁23に支持する。
(もっと読む)
油圧プレス装置
【課題】油圧シリンダの荷重精度、ならびに停止位置の精度および繰り返し精度を向上させることができる油圧プレス装置を提供する。
【解決手段】プレス装置本体に設置された第1の油圧シリンダとしての大型油圧シリンダ1のヘッド側に接続される第1の油圧配管P1に設けられる該大型油圧シリンダ1の送り動作のための第1の圧力機構A1と、該第1の油圧配管P1の途中から分岐した分岐油圧配管P1aに連結される第2の油圧シリンダとしての小型油圧シリンダ2と、該小型油圧シリンダ2のロッド2aに連結されるサーボシリンダ3と、前記大型油圧シリンダ1のロッド側に接続される第2の油圧配管P2に設けられる該大型油圧シリンダ1の送り動作のための第2の圧力機構A2と、前記大型油圧シリンダ1の動作を制御する制御手段Bとを備えている。
(もっと読む)
熱プレス装置の制御方法
【課題】成形時間の短縮と成形の高精度化が可能な熱プレス装置の制御方法を提供する。
【解決手段】成形材料13を固定盤4及び可動盤7の対向面間に配置し、成形材料13を賦型部材6を介して圧締・賦型成形し、閉ループ制御で可動盤7を駆動する駆動手段2を備えた熱プレス装置1の制御方法であって、制御装置3は、成形材料13が賦型部材6に接触したことを、駆動手段2の負荷力が所定値に到達したことで検出し、そのときの可動盤7と固定盤4との距離を接触位置として記憶するとともに圧締を開始させ、それ以降の賦型成形では、前記接触位置に第1所定距離を加算した目標位置まで可動盤7を固定盤4に高速で接近させ、前記目標位置から低速でさらに接近させ、成形材料13が賦型部材6に接触したことを、駆動手段2の負荷力が所定値に到達したことで検出し、そのときの可動盤7と固定盤4との距離を接触位置として更新記憶するとともに圧締を開始させる。
(もっと読む)
油圧式ダイスポッティングプレス
【課題】サーボ弁を使用することなくダイスポッティングの微小な昇降を行なうことのできるダイスポッティングプレスを実現する。
【解決手段】ラム2位置を検出して位置信号を出力するラム位置検出手段5と、この位置信号により油量を制御してプレスシリンダ4を昇降させる比例電磁式方向・流量制御弁66を備えて構成する。
(もっと読む)
複数シリンダ式プレスの速度調整装置
【課題】 同一規格の複数の油圧シリンダの動作速度の同期同調を確実に行って、プレス部材の平行移動が行える複数シリンダ式プレスの速度調整装置を提供する。
【解決手段】 併置した複数のシリンダ4〜7にて可動熱盤2を同時に平行移動させる複数シリンダ式プレスの速度調整装置において、前記各シリンダ4〜7を両ロッド形式に構成するとともに、上流段と下流段に隣接するこれらシリンダ同士の圧油供給側と圧油排出側(5Aと4B、6Aと5B、7Aと6B)とを接続したことにより、複数の油圧シリンダ4〜7の動作速度を同期させて可動熱盤2を加圧方向のみならず離型方向にも確実かつ迅速に平行移動させることが可能となるばかりでなく、同一規格のシリンダを採用しても、同期動作のための隣接するシリンダ同士の圧油供給側と圧油排出側との受圧面積を容易に等しくできる。
(もっと読む)
ピストン・シリンダ機構用の制御装置および制御方法
ピストン・シリンダ機構がシリンダと、少なくとも部分的にシリンダ内に収容されてシリンダ内部空間をシリンダ軸線に沿って第1部分空間と第2部分空間に区分するピストンとを備え、第1部分空間に弁機構が連結され、流体の圧力が弁機構で設定された圧力設定値よりも低いとき弁機構は、第1部分空間内に収容されている流体が第1部分空間から流出するのを止める閉鎖位置を占め、一方圧力設定値よりも高いとき弁機構は前記流出を可能とする開放位置を占めるピストン・シリンダ機構用制御装置において、前記弁機構と第1部分空間とに連結された予圧機構が、第1部分空間の方向でピストンに作用する荷重に起因したピストン運動によって流体内に引き起こされる昇圧の減衰を準備するのに役立ち、荷重にかかわりなくこの予圧機構によって流体内で所定の予圧値への昇圧が可能である。 (もっと読む)
プレス機械
【課題】 生産効率を向上させることができるとともに省エネルギー化を図ることができるプレス機械を提供する。
【解決手段】 時間T14〜T15における駆動系の回転減速時に減速分の運動エネルギーを油圧エネルギーとして回生し、時間T12〜T13でこの油圧エネルギーを駆動系の加速に使用する。このため、プレス機械の省エネルギー化を図ることができる。また、駆動系の回転速度を加速、等速及び減速に制御することによって、加工終了後にスライド速度を加速させ加工開始までに所定の加工速度に減速することで、プレス加工の生産に適したスライドモーションを自由に設定することができる。製品加工に最適な加工速度にすることにより製品加工精度を向上させることができるとともに、サイクルタイムの短縮化により生産性を向上させることができる。また、材料供給装置や搬送装置の搬送時間能力に合わせたスライドモーションにすることができる。
(もっと読む)
1 - 20 / 24
[ Back to top ]