
Fターム[4E090DA09]の内容
プレス機械の駆動及びプレスライン (3,037) | 加熱、冷却 (184) | プレス機の特定部材に設けたもの (63) | 加圧部材に設けたもの (55)
Fターム[4E090DA09]に分類される特許
41 - 55 / 55
連続プレス装置
【課題】成型時に被加工物に欠陥を発生させずに長尺状の製品を製造可能な連続プレス装置。
【解決手段】下面が平坦に形成された上部熱盤と、上部熱盤の下面と対向するよう設けられ、上面が平坦に形成された下部熱盤を有し、上部及び下部熱盤には、第1の領域と、第1の領域から熱盤の面方向に離れている第2の領域とが定められており、両熱盤の第1の領域に隣接する部分を第1の温度に加熱する第1の加熱手段と、第2の領域に隣接する部分を第1の温度より高い第2の温度に加熱する第2の加熱手段と、上部及び下部熱盤の少なくとも一方を駆動して両熱盤間に配置された被加工物を押圧する押圧手段と、第1の領域から該第2の領域に向う搬送方向に、両熱盤によって熱圧締される被加工物を搬送する、被加工物搬送手段と、を有する。
(もっと読む)
熱プレス装置と熱プレス方法と熱プレスによるパターン転写方法

【課題】平プレス装置を用いて熱プレスをする際に、加熱時や冷却時に被プレス体を動かすことなく、必要時に加熱部と冷却部が分離するようにして、加熱加圧の後、短時間で冷却部を冷やすことができるようにする。
【解決手段】挟み込み部分6側から一方のプレス面7と冷却部8と冷却部8に離接可能な加熱部9とがこの順で配されて、一方のプレス面7と対向する他方のプレス面11との間で被プレス体12を挟み込みし、一方のプレス面7を、冷却部8と一体となった加熱部9からその冷却部8を介する熱伝導により加熱し、冷却部8からの加熱部9の分離により加熱部9から冷却部8への熱伝導を不能とした。
(もっと読む)
積層成形装置および積層成形方法
【課題】中間積層品から均一な厚さの積層成形品を成形することができる積層成形装置および積層成形方法を提供する。
【解決手段】積層材A1と被積層材A2とを積層して中間積層品A3とするラミネータ1と、中間積層品A3を所定の温度で加圧してその表面を平坦に成形する平坦化プレス2と、搬送手段3とを備え、平坦化プレス2は、固定盤20および可動盤21と、固定盤20に対して可動盤21を近接・遠退可能に移動させる圧締手段22と、固定盤20に対して可動盤21をその対向面と直交する方向に直線移動させるよう案内する直動手段23とを備え、直動手段23は、複数のボールスプライン軸24と、可動盤21の角隅部に設けられ各ボールスプライン軸24にそれぞれ挿通されるボールスプライン筒25とを備えている。
(もっと読む)
熱プレス用クッション材
【課題】多重織クロス層又は表面層を構成する繊維が、端面から脱離することを防止する熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材1は、ゴム組成物からなる3層のゴム層4、2層の多重織クロス層5、及び、繊維部材からなる2層の表面層6が積層した積層部2と、積層部2の端面7を覆う被覆材3と、から構成される。被覆材3は、耐熱性及び弾性を有する材料で構成される。積層部2の端面7に被覆材3が形成されていることにより、多重織クロス層5又は表面層6を構成する繊維がほつれ等により端面7から脱離するのを防止することができる。
(もっと読む)
積層成形装置の制御方法
【課題】操作性が極めて容易であり生産効率を向上させ得る積層成形装置の制御方法を提供する。
【解決手段】被積層材14と積層材15とを加熱すると共に加圧して、被積層材14の表面に積層材15を積層成形するラミネータ2と、相対向して近接・遠退可能に設けられた熱盤9,10を備え、前記ラミネータ2で積層された積層品16を前記熱盤9,10間において加熱すると共に圧締して2次加工するプレス機3とを備えた積層成形装置1の制御方法であって、前記ラミネータ2及び前記プレス機3の一方における圧締の時間は、前記ラミネータ2及び前記プレス機3の他方における圧締終了時点を規定する時間設定に基づいた値を設定値とするタイマAによって制御される。
(もっと読む)
熱プレス用耐熱クッションシート材および熱プレス成形方法
【課題】 高温下でのプレス機への焼付き現象が起きず、プレス作業性を向上させることができる熱プレス用耐熱クッションシート材を提供する。
【解決手段】 無機繊維不織布シートからなるクッション基材の全面を、自己発塵を防止し得る無機繊維不織布シートの表被材により被包して実質的に無機物のみから構成されることを特徴とする。
(もっと読む)
熱可塑性樹脂の真空成形方法及びその装置
【課題】 酸化防止剤を用いなくても樹脂成形体の酸化劣化を防ぐことができ、かつ熱可塑性樹脂の成形及び固化に際して、予備的に樹脂成形及び固化に適する温度を正確に決めることができる。
【解決手段】 熱可塑性樹脂固形材料を成形型51に供給して一対の熱プレス体12a,12bの間に配置し、真空状態で熱プレス体12a,12bにより成形型51を保持して成形型内の材料を加熱することにより溶融させた後仮成形する。次いで真空状態のまま熱プレス体12a,12bから仮成形体の入った成形型51を取り出して別の一対の熱プレス体13a,13bの間に移動し、真空状態のまま一対の熱プレス体13a,13bにより仮成形体を熱圧成形して樹脂成形体にする。
(もっと読む)
プレス装置
【課題】
製品をプレスするプレス装置であって、製品をその中に導入する際に支持機構で製品を支持可能であると共にこの支持機構に対する製品の位置ずれが起きにくいような、プレス装置を提供することである。
【解決手段】
プレス装置システムが、熱板間で製品を支持する支持機構を備え、製品はプレス装置の外部から水平方向に送られて前記支持機構上に配置されるようになっており、支持機構は、製品がその上に載置される一対の無端ベルトと、一対の無端ベルトのそれぞれが該製品の送り方向に進退可能となるように無端ベルトが渡されるプーリとを有する構成として、上記問題を解決した。
(もっと読む)
プレスロール装置およびプレス方法
【課題】ウェブ幅方向の厚みばらつきを是正できるプレスロール装置を提供する。
【解決手段】非水電解液二次電池用電極の製造過程で金属製ウェブ上に活物質を塗布して乾燥させたものを互いに平行配置された2つのプレスロール12,14間を連続的に通過させてプレスするプレスロール装置10において、前記プレス工程の進行中に発生する前記プレスロール12,14の局所的熱膨張変形を補正するための予熱ロール50,52を設けたことを特徴とする。
(もっと読む)
燃料電池セパレータの横型多段プレス装置
【課題】 従来の燃料電池セパレータの多段プレス装置が、脱着装置も含めて大掛りな構造になることを改善し、プレス装置本体の高さを抑えコンパクトな構成にすることができる燃料電池セパレータの横型多段プレス装置を提供することを目的とする。
【解決手段】 凹凸部を有する成形面27が形成された対向面20,22,24が縦方向に設けられた加熱成形板21,23,25が水平方向に少なくとも三以上並設され、加熱成形板21,23,25に対して水平方向に加圧を行う加圧機構15と、加熱成形板21,23,25の成形面27に対して燃料電池セパレータ用樹脂板Pを位置決めする樹脂板位置決め機構とが設けられている。
(もっと読む)
プレス成形装置
【課題】 電動サーボプレスを用いて高速且つ高精度に熱転写プレス成型を行う。
【解決手段】 プレス成形装置1は、プレス成形するためのスタンパと、スタンパを加熱および冷却するための温度調節プレートと、スタンパを移動させるサーボモータ11、11と、サーボモータ11、11を駆動するコントローラ17とを備える。コントローラ17は、位置制御によりスタンパを熱可塑性の加工対象物2の表面に接触する直前の位置までサーボモータ11、11により移動させ、その後、スタンパが温度調節パネルによって加工対象物2が熱変形可能な温度まで加熱されている場合に、加圧力制御によりサーボモータ11、11を駆動してスタンパを加工対象物2に押し付けてプレス成型をする。
(もっと読む)
加熱装置
【課題】 加熱効率及び成形型の温度均一性がいずれも良好な加熱装置を、単純な形状の反射板を使用して提供する。
【解決手段】 赤外線ランプヒータ1は赤外線を放射する。固定治具2は、赤外線ランプヒータ1をひとつずつ個別に保持する。内側面が平滑な円筒形状である透明石英管3の側面には金メッキ7が施されており、当該円筒形状の内側に複数配置される赤外線ランプヒータ1から放射される赤外線を当該円筒形状の中心軸の方向へ反射する。成形型は透明石英管3の内側における当該中心軸上の位置に配置される。同一形状である固定治具2を積み重ねたことによって、透明石英管3内での当該中心軸に平行な向きにおける赤外線ランプヒータ1の配置が等間隔にされている。
(もっと読む)
真空プレス硬化装置および方法
【解決課題】短時間で真空状態を作りながら、確実に均一な厚みでプレス硬化処理することが可能な、軽量小型の真空プレス硬化装置を提供することを目的とする。
【解決手段】下固定枠と上移動枠とを当接させることによって
真空あるいはガス雰囲気チェンバを形成し、該チェンバ中の受台上に配した被加工品に対して加熱加工処理をする真空プレス硬化装置であって、サーボ機構およびサーボ機構制御装置を用いて、該プレス板を下降させてプレス板を受台上に設置した被加工品に当接させ、受台の上面に対してプレス板の下面を平行に維持しつつ、該プレス板駆動装置によってプレス板を下降させて受台の上面に設置した被加工品をプレス硬化処理する、真空プレス硬化装置。
(もっと読む)
樹脂成形システムおよび樹脂成形方法
【課題】 大掛りなプレス装置を用いずに、複数の樹脂成形品を各加熱成形板間で同時に加熱加圧成形することができる樹脂成形システムおよび樹脂成形方法を提供する。
【解決手段】 少なくとも3枚以上重ねられた加熱成形板14の各加熱成形板14間において複数の樹脂成形品S2を同時に成形する樹脂成形システム11において、加熱成形板14間において複数の樹脂成形品S2を同時に成形する樹脂成形プレス装置12と、重ねられた状態の加熱成形板14を樹脂成形プレス装置12の外部で開閉する成形板開閉装置13と、樹脂成形プレス装置12と成形板開閉装置13との間で、重ねられた状態の加熱成形板14を移動させる移動装置15を設ける。
(もっと読む)
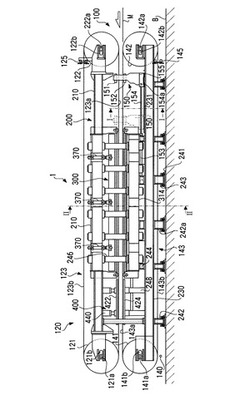
プレス装置システム
【課題】
大重量の製品を加工可能且つ小型のプレス装置システムを提供することである。
【解決手段】
プレス装置システムが、鉛直方向に並べられた少なくとも2つの熱板と、熱板を互いに近づけて熱板間に挿置された製品をプレスする熱板駆動手段とを備えたプレス装置と、製品が載置されるローダアーム手段と、ローダアーム手段上に製品が載置された状態で熱板間に製品を挿置し且つローダアームをプレス装置から退避させるように水平移動させるローダアーム駆動手段と、を備えたローダと、を有し、プレス装置は、ローダによって熱板間に挿置されている製品をローダアーム手段から離すように持ち上げ、製品が離れたローダアーム手段をプレス装置内から退避するようローダアーム駆動手段によって駆動した後、製品を降下させて製品を熱板上に載置する製品切換アーム手段をさらに有する。
(もっと読む)
41 - 55 / 55
[ Back to top ]