
Fターム[4E093TA04]の内容
鋳型又は中子及びその造型方法 (3,688) | 特殊形状体鋳物用鋳型 (69) | 環状体(環、輪状体)鋳造用鋳型 (21)
Fターム[4E093TA04]に分類される特許
1 - 20 / 21
マスターモデルの製作方法
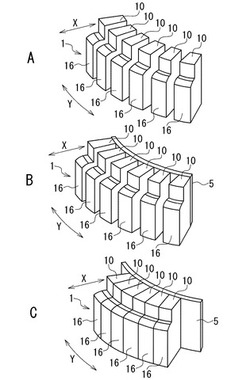
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
中空インゴット製品

【課題】大口径ケーシングまたはパイプの製造に用いられるような中空インゴットの鋳造に関し、より費用効果の高い中空インゴットの製造方法である中空インゴットの半連続鋳造方法を提供する。
【解決手段】冷媒用の環状空間を形成するよう配置した内パイプ300および外パイプ200を有する鋳型中心810と外鋳型820とからなる鋳型を提供するステップと、環状空間400に冷媒を循環させるステップと、原材料を鋳型に供給するステップと、原材料を加熱して溶融材料を生成するステップと、鋳型中心を外鋳型に対して徐々に下方へ移動させるステップと、溶融材料を凝固させて中空インゴットを形成するステップと、を含みより費用効果の高い中空インゴットの半連続鋳造装置、および中空インゴットの半連続鋳造方法ならびに中空インゴット製品の提供が可能となる。
(もっと読む)
ボアを含む金属製インゴットを製造する方法並びに関連のインゴット及び成形装置
本方法において、インゴット型2と、コア4と、底部27とによって画定された成形キャビティ3Aを含む型1が、溶融金属をその上部にて導入する手段9を含む真空鋳造エンクロージャー5の内側に配置されている。真空鋳造エンクロージャー5の中に導入された溶融鋼を受け入れるのに適しているとともに、成形キャビティ3A内に溶融金属を再分配するのに適している、溶融金属を受け入れて分配する手段11A、11’が、成形キャビティ3Aの上部に配置されている。溶融金属は、受け入れて分配する手段11A、11’の上に溶融金属を注ぐために真空下で溶融鋼の第1の噴流50を形成するように、かつ、真空下で溶融鋼の少なくとも1つの第2の噴流52を形成するようにエンクロージャー5の中に導入され、第2の噴流52は、成形キャビティ3Aに溶融金属を満たすように、受け入れて分配する手段11A、11’で始まるとともに成形キャビティ3Aで終わる。  (もっと読む)
(もっと読む)
金型
【課題】本発明の課題は、注入時の溶融金属などに対する加圧圧力が高くなる場合であっても、加工取り代の増加を回避しつつ、金型のキャビティの隅に応力が集中するのを防止することにある。
【解決手段】
本発明に係る金型1は、キャビティ部11を備える。キャビティ部11は、側面121、底面122および隅面113を有する。隅面は、側面の下端から底面の側端まで延びている。また、この隅面は、断面視において側面の仮想延長面および底面の仮想延長面よりも内側に位置する。また、この隅面は、断面視において斜下外方向に向かって窪むように円弧状に湾曲する複数の湾曲面131,132が側面の下端から底面の側端に向かって段状に配置されることにより形成されている。
(もっと読む)
車輪用軸受装置およびそのハウジングの鋳造方法
【課題】 鋳造品であるハウジングを、鋳造時に生じる寸法誤差が小さく、かつ安価に鋳造できる車輪用軸受装置を提供する。
【解決手段】 転がり軸受と、この転がり軸受の外輪が内周に嵌合した環状の車輪取付用ハウジングとを備える。ハウジング7は、砂型からなる鋳型40で鋳造された鋳造品である。鋳型40におけるハウジング7の最終の製品状態で機械加工されない箇所に対向する面を、シェル鋳型でできた外殻42dで覆って鋳造する。
(もっと読む)
フランジ部付き鋳造部品及びその鋳造に用いる金型
【課題】金型故障の増加、金型制作費の増加を抑えつつ、フランジ部の外周側エッジに面取り形状を追加する。
【解決手段】フランジ部10は、フランジ部端面10aに接続する傾斜面13aを有する隆起部13をフランジ部外周面上に有し、隆起部13のフランジ部端面10a側の端を始端S、始端Sの反対側の端を終端E、始端Sと終端Eの間で最も隆起した部分を最隆起部Pとしたとき、始端Sと最隆起部Pとのフランジ部厚さ方向の距離L1が、鋳造後にフランジ部端面10aに対して行われるフライス加工の切削深さ以上である。
(もっと読む)
リング状部品の鋳造装置
【課題】製品へのドロスの巻き込みを防止しつつ全体をコンパクトな構造とすることができるリング状部品の鋳造装置を提供する。
【解決手段】有底筒状の外枠1と、外枠1内に同心円状に配置される径の異なる複数のモールド枠2A〜2Eとを有し、これらモールド枠2A〜2E相互間のリング状の間隙部がリング状部品を鋳造するための製品型部5〜9とされる鋳造装置であって、外枠1と最外周位置のモールド枠2Eとの間のリング状空間は、注湯された金属溶湯Mを一時貯留する湯溜まり部11とされ、外枠1の内底部には、湯溜まり部11と製品型部5〜9とを連通させ、湯溜まり部11に注湯された金属溶湯Mを製品型部5〜9に案内する湯道部4が設けられている。
(もっと読む)
電磁クラッチ用磁性体部材の製造方法
【課題】電磁クラッチの磁気回路を構成する磁性体部材を鉄系金属の鋳造によって成形する電磁クラッチ用磁性体部材の製造方法において、ひけ巣の発生を抑制する。
【解決手段】溶かした鉄系金属を1600℃以上、1650℃以下の温度で鋳型に流し込む工程を備える。磁性体部材は、例えば、電磁コイル17の発生する電磁吸引力によりアーマチャ23を吸着するロータ11や、電磁コイル17を収納するハウジング16である。
(もっと読む)
重力鋳造法及びそれに使用する重力鋳造用金型、重力鋳造用金型により鋳造された空気入りタイヤ
【課題】鋳物製品面の鋳出し不良を防止し、鋳物製品の品質を向上させた重力鋳造法,重力鋳造用金型、重力鋳造用金型により鋳造された空気入りタイヤを提供する。
【解決手段】この発明では、溶融金属Wを充填後に迅速に充填圧力を掛けて溶融金属Wが石膏型1のプロファイル面1xの隅々まで廻るように、押湯部7の開口部には、加圧流体Qを噴出させる噴射ノズル等の加圧手段11が蓋状の密閉プレート12に取付け、この加圧手段11は、制御装置15に接続された流量調整バルブ12aを備えた配管12bを介してポンプ等の加圧流体供給源Pに接続されている。この実施形態では、前記給湯口部4a,4bまたは給湯口部4a,4b近傍の鋳造金型に、充填された溶湯を、他の溶湯に比較して優先的に冷却する冷却手段13が設けてあり、また前記給湯口部4a,4b及び湯道部5の溶湯凝固状態を検出する温度センサ等の検出手段14を設け、この検出手段14の検出値に基づき、制御装置15を介して押湯部7の押湯表面を加圧する加圧手段11を作動させるようにしている。
(もっと読む)
鋳型装置、鋳造品、鋳型製造方法、および鋳造方法
【課題】環状のキャビティの内周を画定する筒状の内型と、そのキャビティの外周を型が閉まった状態で画定する外周画定面を周方向に半分ずつ有する一対の外型とを備え、そのキャビティの周方向に180°対向した位置にサイドゲート方式を採用した鋳型装置等に関し、堰から遠いところから堰に向けて徐々に溶湯が凝固していく指向性凝固を実現しやすい。
【解決手段】一対の外型13が、分割面13aに設けられ、型閉めされた状態でキャビティCRの周方向に180°対向した位置からキャビティCRにそれぞれつながる2つの堰形成空間131を有し、型作製時の外周画定面137の輪郭がキャビティCRの、分割面13aに沿った径方向Yに長軸を有する楕円である。
(もっと読む)
ブレーキディスクロータおよびブレーキディスクロータの製造方法
【課題】ブレーキ鳴きを抑制すること。
【解決手段】堰102の数を調整することによって、ブレーキディスクロータ120における固有振動数との一致性を回避し、共振により発生するブレーキ鳴きを抑制する。具体的には、ブレーキディスクロータ120の直径節の次数を取得し、取得した直径節の次数に応じて鋳型に溶湯を注入するための堰の数が決定された鋳造装置100を用いて、ブレーキディスクロータ120を鋳造して製造するブレーキディスクロータ120を製造する。
(もっと読む)
鋳造方法
【課題】ガスタービンエンジンの冷却薄壁部材の鋳造方法が提供される。
【解決手段】冷却部材150を鋳造する方法は、犠牲模型180を成形することを含む。模型180を通過する複数の孔185を形成する。これらの孔185を埋めることを含むシェル200、210を模型180上に形成する。シェル210から模型180を破壊的に除去する。金属材料150をシェル210内に鋳造する。金属材料150からシェル210を破壊的に除去する。複数の群の孔185が存在してもよい。個々の群の孔は、平行な軸線を有する。異なる群の孔は、他の群の孔の軸線と平行な軸線を有してもよいし、平行でない軸線を有してもよい。燃焼器の熱シールドでは、例示的な厚みTは有利には、0.08インチ(2.0mm)未満である。より広くは、厚みは、0.12インチ(3.0mm)または0.10インチ(2.5mm)未満である。
(もっと読む)
井桁形状の鋳造品の鋳造方法、井桁形状の鋳造品の鋳造金型、及び、井桁形状の鋳造品
【課題】サスペンションメンバ等の井桁形状鋳造品の鋳造方法に関し、製品品質の向上を可能とし、かつ、ダイカストマシンの設備仕様のダウンサイズにより、コストダウンを可能とする技術を提案する。
【解決手段】井桁形状のキャビティ3の上下方向の二つの縦辺を形成する縦辺構成部3L・3Rのうち、いずれか一方の縦辺構成部3の略中央部に位置する湯道12の出口箇所15から溶湯4を注ぎ込み、該溶湯4を、井桁形状のキャビティ3内で一側方向に巡回させ、再び前記出口箇所15に到達させ、前記出口箇所15から注がれる溶湯4と合流させることとする、井桁形状の鋳造品の鋳造方法とする。
(もっと読む)
セラミックコアを配置した鋳造用消失性模型、およびこれを用いた鋳物の製造方法
【課題】 本発明は、内胴、外胴、リブとが一体に成形される新規な鋳造用消失性模型、および、これによる内胴と外胴との精密な間隙を精度良く形成できる鋳物の製造方法の提供を目的とする。
【解決手段】 本発明は、略筒形の内胴と、内胴の片端を内挿する略筒形の外胴と、外胴と内胴とを連結する複数のリブとが、ワックスにより一体に成形されてなり、隣接するリブ間に形成される内胴の軸方向に沿って貫通するリブ間空隙部に相当する個所には、リブ間空隙部に対応する形状であって周方向に分割された形状を有する鋳造中子となるセラミックコアを配置した鋳造用消失性模型である。および、これを用いた内胴、外胴、リブとが一体に鋳造成形される鋳物の製造方法である。
(もっと読む)
ガスタービン燃焼器用スワラーおよびその製造方法
【課題】 本発明は、内胴、固定翼、外胴、リブとが一体に鋳造成形される新規なガスタービン燃焼器用スワラーおよびその製造方法の提供を目的とする。
【解決手段】 本発明は、リブ間空隙部をリブ間空隙部に対応する形状であって周方向に分割された形状を有する鋳造中子となるセラミックコアを略筒形に各々配列させた消失性模型を用いて鋳型を形成して鋳造する製造方法により、内胴、固定翼、外胴、外胴と内胴とを連結する複数のリブおよび隣接リブ間に形成される内胴の軸方向に沿って貫通するリブ間空隙部とが一体に鋳造成形されるガスタービン燃焼器用スワラーを得る。
(もっと読む)
パイプの砂型鋳造方法
【課題】 品質不良率を低くし、強度に優れ、外観に美しく、高圧気体の輸送に使用しても安全なパイプの砂型鋳造方法の提供。
【解決手段】 砂型鑄造用の外鋳型を製作し、型穴内に凹み槽を設け、中子を外鋳型の型穴内に設置する;外鋳型の左右両側の開口部にそれぞれ中鋳型を挿入する;外鋳型の鋳込み口から鋳込み溶湯を注入する(例:アルミ溶湯);溶湯の成型を待って中鋳型及び外鋳型を分離し、さらに鋳物内の中子を砕き、一体成型の十字管を形成する、という手順を含む。
(もっと読む)
二輪車用ホイールの鋳造金型
【課題】二輪車用ホイールのシャフト挿通孔の一方の開口端部に鋳造欠陥が生じにくいような二輪車用ホイールの鋳造金型を提供する。
【解決手段】上型1、下型2、横型3、4及び型内に配置される中子5を有する二輪車用ホイールの鋳造金型である。本金型においては、二輪車用ホイールのシャフト挿通孔の一方の開口端部を形成するために中子5の一部に設けられた、上型1に設けられた押湯部7の型内側開口部付近に突出する凸状部9に、上方に向かって水平断面径が減少して行くような略円錐形状の外形を有し、その先端部が押湯部7に挿入されるキャップ部材10が装着されている。
(もっと読む)
管状成形体の製造方法および金型
【課題】 管状成形体製造のための作業性を向上し得る製造方法および金型の提供。
【解決手段】 雄型42の凸部84の外側面84bと雌型41の凹部54,55の内側面68a,69aとの間に形成される隙間81に、管状成形体1が所望の軸方向長さを有するよう隙間81の軸方向に長さ変更用金型45,46,47を装着し、隙間81に発泡性合成樹脂を充填することで管状成形体1を製造する。
(もっと読む)
鋳型
【課題】鋳型において、キャビティ内での溶湯への巻き込み空気量を減少させると共に鋳込み時間の短縮化を図る。
【解決手段】鋳型1は、外周面2aを有する中子2と、内周面4aを有すると共に中子2を全周に渡って囲む外周型4とを備え、外周面2aと内周面4aとによりキャビティ6が形成される。キャビティ6に溶湯を導く湯路は、キャビティ6に開放する出口14e,15eを有する第1,第2堰14,15と、第1,第2堰14,15に溶湯を導く主湯路とからなる。第1,第2堰14,15の出口14e,15eでの溶湯の流出方向A1,A2は、該流出方向A1,A2に平行に延びる出口14e,15eの仮想の延長部17,18が外周面2aと交差しない方向である。
(もっと読む)
自動車用ナックルおよびその製造方法
【課題】 軽量、かつ低コストでベアリングの支持を可能にする自動車用ナックルおよびその製造方法を提供することを課題とする。
【解決手段】 車輪を回転支持するボールベアリング8を支持するベアリング支持部2と、このベアリング支持部2とサスペンションとを連結するナックルアーム4とを有する自動車用ナックル1であって、ベアリング支持部2に、母材と異なる材質からなるベアリングブッシュ25をインサート成形して設ける。
(もっと読む)
1 - 20 / 21
[ Back to top ]