
Fターム[4E094AA36]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | スクィーズ(圧縮) (44) | スクィーズ、上下鋳型セット式 (21)
Fターム[4E094AA36]に分類される特許
1 - 20 / 21
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレートの両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記鋳物砂供給装置は鋳物砂タンクを備え、当該鋳物砂タンクの本体をなす胴壁が複数の通気性の仕切り板によって仕切られるとともに区画部により複数個の中空室を有する二重構造を成し、本体胴壁の下部が下細り状に形成された無枠鋳型造型機。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置

【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
鋳型造型システム
【課題】造型作業の完全自動化と造型サイクルの向上とが有利に達成され得る鋳型造型システムを提供する。
【解決手段】鋳型造型機10に設けられた圧縮盤38に、回転板58の回転により、湯口棒62の位置を変更させて、鋳型内での湯口位置を変更させる湯口位置変更装置56を設けると共に、パターンプレート移送装置16にてパターンプレート収納装置14から取り出されて、移送された新パターンプレート54と、鋳型造型機10から取り出された旧パターンプレート54とを交換するパターンプレート交換装置12を設け、更に、かかる旧パターンプレート54を、パターンプレート移送装置16にて、パターンプレート収納装置14内に移送して、収納させるように構成した。
(もっと読む)
鋳型造型装置
【課題】付帯作業を造型工程の停止をせずに効率よく行うことができる鋳型造型装置を提供する。
【解決手段】スクイズテーブル6と、スクイズテーブルに載置されて昇降される模型定盤10と、鋳物砂24が充填される造型空間を模型定盤とともに形成する鋳枠26と、スクイズテーブルとスクイズヘッド34との間に設けられ鋳枠を造型経路の所定位置に搬入して支持し該鋳枠をスクイズテーブルに受け渡す鋳枠受渡装置30と、を備えた鋳型造型装置2において、原位置に位置するスクイズテーブル6上に載置された模型定盤と鋳枠受渡装置30との間に、模型定盤上で行う冷やし金37の取付、肌砂の配置及び発熱スリーブの設置の作業のうち少なくとも1つの作業を行うことが可能な作業空間Sを設けたこと。
(もっと読む)
排気方法および抜枠造型機
【課題】 マッチプレートの加工工数やコストがかからない、マッチプレートと上下鋳枠の壁面付近の砂充填が向上する抜枠造型機を提供する。
【解決手段】 昇降可能な上スクイズボードと、昇降可能かつ上スクイズボードの対向下方に設けられた下スクイズボードと、昇降可能であるとともに側壁面に砂導入口とベントプラグを備えた上鋳枠および下鋳枠と、上鋳枠および下鋳枠の中間位置を出入移動可能に設けられ、上鋳枠および下鋳枠によって挟持されるとともに、マッチプレートを支持するマスタープレートと、上鋳枠および下鋳枠に導く鋳物砂を貯留するサンドタンクと、サンドタンクの下方部に設けられ、砂導入口から上鋳枠および下鋳枠へ圧縮空気とともに鋳物砂を導く一対の砂充填用ノズルと、を備える鋳枠無し上下鋳型を造型する枠抜造型機であり、マスタープレートは、エアー噴出孔が前記造型空間と外気とを通気可能に設けられた排気部材を取り付けられている。
(もっと読む)
抜枠鋳型造型装置及び抜枠鋳型造型方法
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うとともにガス抜き孔を形成することができる抜枠鋳型造型装置等を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15と、孔形成機構80とを備える。
(もっと読む)
同時鋳型造型方法及び抜枠鋳型造型装置
【課題】 鋳型の底面が確実に水平にすると共に抜枠が確実で、構造がシンプルな、鋳枠無しの上下鋳型を同時に造型する同時鋳型造型方法及び装置を提供する。
【解決手段】造型位置に出・入移動可能に設けられると共に上面にマッチプレートを装着した下枠と、昇降可能であると共に側壁面に鋳型砂導入孔を備えた下盛枠と、昇降可能な下スクイズボードと、によって画成される下鋳型空間と、側壁面に鋳型砂導入孔を備えた上枠と、上スクイズボードと、によって画成される上鋳型空間と、を画成する工程と、前記下鋳型空間と、前記上鋳型空間に対して同時に鋳型砂を供給する工程と、前記下スクイズボードを上昇させて鋳型砂を圧縮して上鋳型・下鋳型を同時に形成する工程と、前記上鋳型を前パターンから抜型する工程と、該下鋳型を前記パターンから抜型する工程と、前記下鋳型から前記下盛枠を抜枠する工程と、前記上鋳型から前記上枠を抜枠する工程と、を有する。
(もっと読む)
金型取付構造、金型セット及びシェルモールド造型機
【課題】シェルモールド造型機において、鋳型を変更するときの段取替作業を容易にすると共に作業時間を短縮する。また予定していない場所又はタイミングで鋳型を切り離す事故の発生を防ぐことにより、不良な鋳型の発生を防止する。
【解決手段】コイルバネ3bを使用した押ユニット3により突張ピン3aを移動金型2に向かって押し、その反力によって移動連結板7を移動押出板9に向かって押す構成とし、移動金型2、移動連結板7、移動押出ピン7a、移動返しピン7c及び押ユニット3を組み付けてなるバネ付段取セットを有する移動金型取付構造14とする。そして、シリンダ15によって移動押出板9を押したときだけ、移動押出板9によって押された移動連結板7が移動金型2に近づき、移動連結板7に取り付けた移動押出ピン7aが移動金型2のキャビティ面2aから先端7bを突き出し、鋳型をキャビティ面2aから切り離す。
(もっと読む)
鋳型造型方法及び装置
【課題】鋳物砂を鋳枠内に均一に充填でき、模型表面や鋳枠内面の摩耗による修繕費を減
少させ、マッチプレートの変形・破損を防止し、手作業を省略化する鋳型造型方法を提供
する。
【解決手段】マッチプレート21の両面に上下鋳枠を重合して重合鋳枠20とし、重合鋳
枠の上鋳枠23に鋳物砂18を充填し、砂押え部材54を重合鋳枠に向かって前進させて
、砂押え部材を上鋳枠の内周に嵌入して充填された鋳物砂と当接させるとともに、弾性部
材52の撥力で前方に付勢された上鋳枠支持部材50を前記重合鋳枠に向かって前進させ
て上鋳枠と当接させ、砂押え部材が鋳物砂と当接し、上鋳枠支持部材が上鋳枠と当接した
状態で重合鋳枠を反転させ、反転された重合鋳枠の下鋳枠19に鋳物砂を充填し、スクイ
ズ部材68を下鋳枠の内周に嵌入させて下鋳枠及び上鋳枠に充填された鋳物砂をスクイズ
させること。
(もっと読む)
鋳型造型機
【課題】1台で、鋳型サイズが複数の鋳型を造型することができ、従って鋳型のサイズに対して鋳物製品が占める製品占有率が低いときであっても、鋳物砂を必要以上に枠内に装填せずとも良い鋳型造型機を提供する。
【解決手段】鋳型造型機1は、互いに重ね合わせ可能な複数の枠3,4,5を備える組枠2と、組枠2のうち単数の枠を造型位置11に設定する単数枠設定位置と、組枠2のうち複数の枠3,4,5を重ね合わせた状態で造型位置11に設定する複数枠設定位置とに切り替え可能な枠移動機構7と、単数枠設定位置に設定されている単数の枠の内部に収容されている鋳物砂89を加圧して単数枠使用鋳型を造型することと、複数枠設定位置に設定されている複数の枠3,4,5のうち内側の枠の内部に収容されている鋳物砂89を加圧して複数枠使用鋳型を造型することとが可能な鋳物砂加圧機構8とを備えている。
(もっと読む)
型枠なし鋳型を作るための機械
【課題】 型枠なし鋳型を製造するための成形機(1)を提供する。
【解決手段】 この成形機(1)は下型型枠(3)と上型型枠(2)、前記下型型枠(3)と組合された下型圧搾板(6)、及び前記上型型枠(2)内に挿入された上型圧搾板(5)を含み、これら全てが水平と垂直位置の間で回転されるように配置され、かつ下型型枠(3)と上型型枠(2)が互いに向けてかつ互いから離れるように相対的に移動可能であるように配置されている。下型型枠(3)、上型型枠(2)、下型圧搾板(6)、及び上型圧搾板(5)が案内棒(7)の共通組合せによりそれらが相対的に運動するように案内され、それによりこれらの要素のための整合工程が著しく容易化される。
(もっと読む)
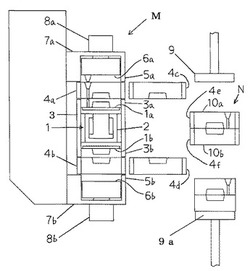
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレート1の両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠4a、4bの開口部の外側に設けられると共に鋳枠4a、4b内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠4a、4b内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレート1は、一対の模型板1a、1bを有するとともにスクイズ手段2を内蔵している。
(もっと読む)
空気使用の砂導入装置並びに鋳型造型方法及び鋳型造型装置
簡単に製作することができ、しかも、所望の圧力を有する圧縮空気を容易に噴出することができ、その上、定期的な保守管理を不要にする、空気を使用する砂導入装置の本体の胴壁の二重構造を構成する通気性の仕切り板を備える砂導入装置を提供する。圧力タンク構造を成す本体14の胴壁が通気性の仕切り板10・11によって仕切られて中空室12・13を有する二重構造を成し、仕切り板からの圧縮空気の噴出により鋳物砂を流動化させた状態にして鋳型造型空間に空気により鋳物砂を導入する空気使用の砂導入装置4において、前記仕切り板を樹脂または金属の多孔質体によって構成している。 (もっと読む)
マッチプレート造型機
上鋳枠と下鋳枠とをマッチプレートから同時に抜型する造型方法を開示する。この方法においては、上鋳枠と下鋳枠とによってマッチプレートを狭持し、上鋳枠及び下鋳枠におけるマッチプレートの反対側に位置する開口にマッチプレートに対向してそれぞれ上スクイズ部材及び下スクイズ部材を挿入して上部造型空間と下部造型空間とをそれぞれ規定する。この規定された上部造型空間と下部造型空間に鋳物砂を充填し、上及び下スクイズ部材をそれぞれマッチプレートへ向けて駆動して、上及び下鋳型造型空間内の鋳物砂をそれぞれスクイズすることにより、上及び下鋳型を同時に造型する。この造型された上及び下鋳型を包含する上及び下鋳枠を同時にマッチプレートから強制的に速度ゼロから押し離す。 (もっと読む)
造型機
マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定できる造型機が開示される。上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。
(もっと読む)
造型機
マッチプレート造型機の油圧ユニット15は、高圧油を供給する油圧ポンプ20と、スクイズ工程を実行するための第1及び第2の油圧シリンダ系7及び10へ流体連通され、油圧ポンプ20からの高圧油をそれら油圧シリンダ系に供給する配管系21、25、及び26と、配管系に設けられたアキュムレータ22と、油圧ポンプ20からの高圧油の流れを、第1と第2の油圧シリンダ系7及び10に対してそれぞれ切換る第1及び第2の電磁方向切換弁23及び24と、第1と第2の油圧シリンダ系7及び10の高圧油の圧力を計測し、その計測値に対応する出力信号を発生する第1と第2の油圧センサ27及び28と、そのセンサからの出力信号を受け取り、その出力信号と、アキュムレータ22の高圧油に対する保持圧力以下の範囲内にある設定された設定値とに基づいて、第1と第2の電磁方向切換弁23及び24の切換えを制御する制御器29とを含む。 (もっと読む)
鋳型造型装置の油圧ユニット
【課題】油圧シリンダの伸長作動によりスクイズ手段を前進させて鋳物砂をスクイズするに当たり、油圧シリンダに供給する高圧油の圧力の最小値を、アキュムレータの高圧油の保持圧力以下にすることができる鋳型造型装置の油圧ユニットを提供する。
【解決手段】油圧ポンプ10からの高圧油の流れを油圧シリンダ7に対して切り換える3位置4方口切換弁13を油圧配管に接続し、3位置4方口切換弁と油圧シリンダにおけるこれを伸長作動させる高圧油を供給する供給口を接続する油圧配管に、油圧配管内の高圧油の圧力を計測する圧力センサ19を設け、圧力センサに指令発信手段21を介して3位置4方口切換弁のパイロット部を電気的に接続し、これにより、油圧シリンダの伸長作動中、圧力センサの計測による高圧油の圧力がアキュムレータの高圧油の保持圧力以下の範囲内にある設定値まで上昇した時には、指令発信手段は、高圧油の油圧シリンダへの供給を中断するように3位置4方口切換弁のパイロット部に指令を発信することを特徴とする。
(もっと読む)
鋳型造型装置の遠隔監視システム
【課題】鋳枠無し上・下鋳型造型装置の駆動手段や構成要素の動作を遠隔地からでも適確に監視することができる鋳型造型装置の遠隔監視システムを提供する。
【解決手段】鋳型造型装置の遠隔監視システムにおいて、鋳型造型装置の駆動手段および構成要素に装着されて駆動手段および構成要素に関連する各種の属性の大きさを測定する各種のセンサと、これら各種のセンサによる測定値を通信回線上に送信する送信手段31と、この送信手段31から通信回線33を介して送信された各種のセンサの測定値を分析しかつ分析結果を表示する監視ツール32と、を具備したことを特徴とする。
(もっと読む)
鋳枠無し上・下鋳型の造型方法
【課題】側壁に砂吹込み口をそれぞれ有する1対の上・下鋳枠とマッチプレートと上・下スクイズ手段とによって上・下2個の造型空間を画成して、垂直状態の造型空間に鋳物砂を吹き込み、その後、水平状態の造型空間内から鋳型を抜き出すように構成した鋳枠無し上・下鋳型の造型装置を用いて、重ね合せられた鋳枠無しの上・下鋳型を造型する方法において、所要の硬度を有する鋳型を容易にして確実に得ることができるようにする。
【解決手段】砂吹込み口から造型空間に鋳物砂を吹き込み充填したのち上・下スクイズ手段を所望距離後退させて造型空間を広くする工程と、広くした造型空間に砂吹込み口から鋳物砂を再び吹き込み充填したのち上・下スクイズ手段をそれぞれ前進させて造型空間内の鋳物砂をそれぞれスクイズする工程と、を含むことを特徴とする。
(もっと読む)
鋳枠無し上・下鋳型の造型装置におけるマッチプレートの交換方法
【課題】マッチプレートを容易に交換できるようにした鋳枠無し上・下鋳型の造型装置におけるマッチプレートの交換方法を提供する。
【解決手段】垂直状態のある1対の上・下鋳枠に造型装置の既存のマッチプレートを移し替え、かつ、水平状態の他の1対の上・下鋳枠に新規のマッチプレートを係止させる第1工程と、第1工程における垂直状態にある1対の上・下鋳枠およびマッチプレートを水平状態に、かつ、水平状態にある1対の上・下鋳枠およびマッチプレートを垂直状態にそれぞれ旋回移動させる第2工程と、第2工程によって垂直状態になったマッチプレートを上・下鋳型装置に移し替え、かつ、水平状態になったマッチプレートを上・下鋳型装置から搬出する第3工程と、を含むことを特徴とする。
(もっと読む)
1 - 20 / 21
[ Back to top ]