
Fターム[4E096KA10]の内容
Fターム[4E096KA10]に分類される特許
1 - 20 / 40
金属管の引抜方法及び引抜装置
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
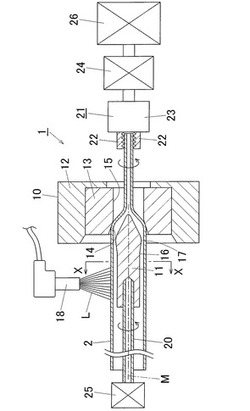
【解決手段】本発明は、金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通して略水平方向に引抜いて引抜加工する金属管の引抜方法において、略水平方向に配置した金属製素管2の内面に潤滑油を付着せしめてから引抜を開始するまでの間に、金属製素管2をその略水平方向の軸線Mを回転中心として100°〜260°回転させることを特徴とする。
(もっと読む)
金属管の引抜方法及び引抜装置

【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】本発明は、金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通して略水平方向に引抜いて引抜加工する金属管の引抜方法において、プラグ11の表面に潤滑油Lを付着せしめてから引抜を開始するまでの間に、プラグ11をその略水平方向の軸線Mを回転中心として140°〜220°回転させることを特徴とする。
(もっと読む)
アルミニウム合金及びアルミニウム合金押出材の製造方法
【課題】高平滑な表面を形成することができるアルミニウム合金、アルミニウム合金押出材の製造方法、感光ドラム基体の製造方法、アルミニウム合金押出材、及び、感光ドラム基体を提供する。
【解決手段】アルミニウム合金は、Si:0.03〜0.6質量%、Fe:0.1〜0.7質量%、Cu:0.05〜0.20質量%、Mn:1.0〜1.5質量%、Mg:0.01〜0.1質量%、Zn:0〜0.1質量%、Ti:0〜0.1質量%を含有し、残部Al及び不可避不純物からなる組成を有し、該組成を有するアルミニウム合金製ビレットを押出加工して押出材を製造する。さらに、得られた感光ドラム基体用アルミニウム合金押出管を引抜加工或いはしごき加工して感光ドラム基体を製造する。
(もっと読む)
金属二重管の製造方法
【課題】得られる金属二重管の外管と内管の界面に面圧を発生させ、密着性を確保できる金属二重管の製造方法を提供する。
【解決手段】加工用ダイスとしてテーパーダイス2を用いる冷間引抜きによって、外管11の内面に内管12の外面が接してなる金属二重管1を製造する方法であって、下記(1)式により算出され、テーパーダイス2のアプローチ部2aで外管11と内管12とが接触する長さL(mm)が、下記(2)式を満たす条件とし、空引きすることを特徴とする金属二重管の製造方法である。ここで、do1は冷間引抜き前の外管11外径(mm)、zは冷間引抜き前における外管11と内管12とのクリアランス(mm)、d1は冷間引抜きにより得られた金属二重管1の外径(mm)、αはテーパーダイス2のアプローチ部2aの角度(°)である。
L=(do1−d1−2z)/2sinα ・・・(1)
1.35≦1/L≦10 ・・・(2)
(もっと読む)
金属管の拡管製造方法
【課題】内面工具のみによる拡管製造では従来、製造条件決定に時間を要し、費用もかかるため、その削減、更には工業化容易性を提供する。
【解決手段】拡管加工シミュレーションにより、被加工材10先端が工具1の肩部を通過してから1.0m以上進んだ状態における被加工材形状を評価し、その形状が、外径で目標の±1%以内、肉厚で目標の±7.5%以内に収まり、且つ工具との内面隙間が1.0mm以内となるような素管形状及び工具形状を繰り返し計算で求め、これを実拡管製造条件とする。
(もっと読む)
鋼管の冷間引抜き方法
【課題】冷間引抜き後の偏肉を抑制し、外径精度、肉厚精度を向上させることができる鋼管の冷間引抜き方法を提供する。
【解決手段】冷間引抜きを実施する際における外径の加工度をRD(%)、厚肉側肉厚の加工度をRT(%)としたとき、下記(1)式および(2)式を満たす条件で冷間引抜きを実施する。ここで、RD=100(D0−D)/D0、RT=100(T0−T)/T0、D0またはD:冷間引抜き前または後の外径(mm)、T0またはT:冷間引抜き前または後の肉厚(mm)である。
20(%)≦RD≦35(%) ・・・(1)
5(%)≦RT≦25(%) ・・・(2)
(1)式、(2)式に加え、RT/RD≦0.5を満たす条件での引抜き加工が望ましい。
(もっと読む)
オーステナイト系合金大径管の製造方法
【課題】インゴットを穿孔して素管とする際に素管の外面に疵が形成されるのを抑制できるオーステナイト系合金からなる大径管の製造方法を提供することを目的とする。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有する合金からなるインゴットを熱間で穿孔する工程を含むオーステナイト系合金大径管の製造方法であって、穿孔工程の前に、インゴットを下記(1)式により算出される断面減少加工度Rが20%以上で熱間加工することを特徴とするオーステナイト系合金大径管の製造方法である。
R=(1−S2/S1)×100(%) ・・・(1)
S1:熱間加工前におけるインゴット断面積(mm2)、
S2:熱間加工後におけるインゴット断面積(mm2)
ただし、2回以上の熱間加工を行う場合は下記(2)式による。
R=R1+R2+・・・+Rn-1+Rn ・・・(2)
(もっと読む)
金属二重管の製造方法
【課題】得られる金属二重管の内管と外管の界面に面圧を発生させることができる金属二重管の製造方法を提供することを目的とする。
【解決手段】加工用ダイスとしてテーパーダイス2を用いる冷間引抜きによって、外管11の内面に内管12の外面が接してなる金属二重管1を製造する方法であって、内管12として、予め外面を研磨して、該外面の算術平均粗さRa(Ra1)(JIS B 0601)を2.3〜5.0μmに調整したものを用い、空引き加工をすることを特徴とする金属二重管の製造方法である。本発明は、外管11として、予め内面を研磨して、該内面の算術平均粗さRa(Ra2)が5.0μm以下であって、かつ、下記(1)式で定義するf値を6以上に調整したものを用いることができる。
f=(Ra1+1)×(Ra2+1) ・・・(1)
(もっと読む)
温間伸線用ステンレス鋼線材及びその伸線方法
【課題】安価な通電加熱方式であっても安定的に加熱することができ、これにより伸線加工に要するトータルコストを大幅に低減することができる温間伸線用ステンレス鋼線材及びその伸線方法を提供すること。
【解決手段】グラファイトを含有する潤滑被膜を表面に有し、300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10−4Ω・m以下であることを特徴とする通電加熱による温間伸線用ステンレス鋼線材および該温間伸線用ステンレス鋼線材を通電加熱により50〜600℃に加熱してから伸線加工することを特徴とする温間伸線用ステンレス鋼線材の伸線方法。
(もっと読む)
小径薄肉管の製造方法
【課題】熱間製管された素管を引抜加工によって小径薄肉の継目無鋼管を製造する方法であって、内面筋疵を有さない小径薄肉管の製造方法を提供する。
【解決手段】加工用ダイスとしてテーパー状のアプローチ部1aと、引抜き外径を決定するベアリング部1bとを具備するテーパーダイス1と、テーパーダイスによって縮径されながら引抜加工される管3の内面に挿入されるプラグ2とを用いて小径薄肉管を引抜加工する継目無鋼管の製造方法であって、アプローチ部1aの両角αが15〜20°のテーパーダイス1を用いることを特徴とする小径薄肉管の製造方法である。本発明の小径薄肉管の製造方法では、使用するプラグは、管の仕上げ内径を規定する仕上げ部2bとこれに連設されるテーパー部2aとを具備するセミフローティングプラグ2を用いるのが好ましい。
(もっと読む)
鋼管引抜装置、及び引抜鋼管の製造方法
【課題】引抜鋼管の各肉厚部分及び切断位置の寸法精度を向上させると共に、長尺物の引抜鋼管を高精度且つ高速で生産することができる鋼管引抜装置を実現する。
【解決手段】 ダイスとプラグとを鋼管引抜方向に対して正逆方向に相対移動させて段付きの引抜鋼管を製造するとき、第1油圧シリンダで鋼管引抜方向に対応してダイスを相対移動させ、第2油圧シリンダで前記ダイスの移動方向に対して逆方向へプラグを相対移動させる。このとき、位置検出センサが第2油圧シリンダのストローク位置を検出し、コンピュータが位置検出センサの検出した位置情報を受信して第2油圧シリンダの移動速度を制御する。これにより、コンピュータは、d領域の位置検出信号に基づいて、第2油圧シリンダの移動速度v2をb領域の移動速度v1より速くする。従って、引抜鋼管は速い移動速度v2で引き抜かれることでd領域においては肉厚勾配にダレが生じなくなる。
(もっと読む)
管の冷間引抜加工方法、並びに冷間引抜管および高強度油井管の製造方法
【課題】工具原単位の向上や引抜加工の生産性の改善が図れ、製造コストの大幅な低減を達成することができる管の冷間引抜加工方法を提供する。
【解決手段】Cr:20〜35質量%およびNi:3〜40質量%を含有する高変形抵抗材からなる素管をプラグ2とダイス3を用いて引抜する管の冷間引抜加工方法であって、素管1を本体部の断面減少率G0が5%以上で30%未満となる加工度で引抜加工する際に、引抜加工される素管1の後端側の管端部の肉厚を、本体部の断面減少率G0と、後端側の管端部の断面減少率G1が、下記(3)式の関係を満足する厚さとし、且つ当該素管の後端側の管端部から20mm以上で1500mm以下の長さにおいて、先端側から後端側に向けて漸次減少するように、管内面側の肉厚が減少した断面形状を有する素管を用いて引抜加工することを特徴とする管の冷間引抜加工方法。G1/G0≦0.85・・・(3)
(もっと読む)
銅被覆アルミニウム合金線
【課題】可撓性、加工性を備え、伸線性が良好であり、高導電で、引張強度がある銅被覆アルミニウム線を提供することを目的とする。
【解決手段】Si:0.2〜0.8質量%、Fe:0.36〜1.5質量%、Cu:0.2質量%以下、Mg:0.45〜0.9質量%、Ti:0.005〜0.03質量%を含み、残部がAl及び不可避的不純物からなるアルミニウム合金で形成されたアルミニウム合金線に、銅被覆を施したことを特徴とする銅被覆アルミニウム合金線。
(もっと読む)
異径鋼管の製造方法
【課題】1パスの芯引き加工時に多段の縮径加工を行わせて、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する。
【解決手段】素管外径よりも内径が小さい孔部を有するダイスと、鋼管内部に挿入して板厚を制御するためのプラグを使用する芯引き加工により1本の鋼管から板厚の厚い大径部と板厚の薄い小径部と前記大径部及び前記小径部を連結するテーパ部を備えた鋼管を製造する際、少なくとも二回以上の多段で加工する場合において、複数段のダイスを加工方向に沿って直列に配置し1パスで成形する。
また複数段全てのダイスを使用して芯引き加工した後、上流側のダイスを順次分割して被加工素管から外して芯引き加工を続行し、最終工程で最終段のダイスのみを使用して芯引き加工してもよい。
(もっと読む)
ばね用Niめっき鋼線およびその製造方法
【課題】耐熱性を向上させ、かつ、耐食性を付与した鋼線、特にばね用鋼線、およびその製造方法を提供する。
【解決手段】ばね用Niめっき鋼線は、重量%で、C:0.5〜0.8%、Si:1.2〜2.5%、Mn:0.5〜1.5%、Cr:0.05〜1.5%を含み、残部がFeおよび不可避的不純物からなり、表面に、厚さが2μm以上であるNiめっき層が形成されている。ばね用Niめっき鋼線は、さらにVおよびNiの一方もしくは両方を含んでもよく、その場合、これらの含有量はそれぞれ、V:0.05〜0.25%およびNi:0.05〜1.5%である。
(もっと読む)
内面溝付管及びその製造方法
【課題】本発明は、熱伝導性能に優れ、小型化、軽量化を図ることができ、省資源化を実現することができる内面溝付管及びこのような内面溝付管を効率よく安定して製造することができる製造方法の提供を目的とする。
【解決手段】設置部50上を引抜方向へ移動可能な可動手段33と、該可動手段33と設置部50の間で加工荷重Pを測定可能で荷重検出手段35と、巻取りドラム36を兼ねた引抜手段16を補助する補助引抜手段17と、補助引抜手段17とともに可動手段33上に設置され、素管11aを加工する縮径手段13、及び、溝加工手段14とを備えた製造装置12を用いて、加工荷重をP(N)、溝加工手段通過後の管の軸方向に対する断面積、破断応力をそれぞれAC1(mm2)、σM(N/mm2)としたとき、Pが(AC1×σM)の0.5倍から0.9倍の間になるよう前記補助引抜手段17を制御することを特徴とする内面溝付き管の製造方法。
(もっと読む)
銅被覆アルミニウム線の製造方法および銅被覆アルミニウム線
【課題】サンドブラスト処理方法を用いてCA線を製造するに当たり、Cu被覆とAl線をより強固に密着させることができる方法を提供することにある。具体的には、Al線の表面をサンドブラスト処理する場合の前記の問題点を解決する方法を提供するものである。さらには、生産性にも優れたCA線の製造方法を提供することにある。
【解決手段】Al線表面を、Cu微粉末を用いてサンドブラスト処理した後、Cuテープを縦添えしながらその突合せ部を連続的に溶接し、縮径加工を行ってCuテープを前記Al線に密着させてCA複合線とし、ついで、得られたCA複合線を目的とする線径まで伸線加工を行うCA線の製造方法とすることによって、解決される。
(もっと読む)
管状ワークの引抜加工方法
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワークの引抜加工方法を提供する。
【解決手段】管状ワーク40の引抜加工方法は、管状ワーク40の外表面40a側を加工する引抜ダイス20と、ワーク40の中空部内に配置されるとともにワーク40の内表面40b側を加工する引抜プラグ30とを用いた方法であり、ワーク40が引抜ダイス20から離れたのち引抜ダイス20に再接触する材料流動を示す。ワーク40が引抜ダイス20から離れるワーク離れ位置Kとワーク40が引抜ダイス20に再接触するワーク再接触位置Mとの間におけるワーク40の最小外径をd1、引抜加工後のワーク40の外径をd3とするとき、次式(1)を満足するようにワークを引抜加工する。
0.95<d1/d3<1.1 …(1)
(もっと読む)
スチールワイヤの製造方法
【課題】安定した品質のゴム物品補強用スチールワイヤを得ることができるスチールワイヤの製造方法を提供する。
【解決手段】湿式伸線によるスチールワイヤの製造方法において、伸線前にスチールワイヤ表面に樹脂被膜層を形成する。前記樹脂被膜層の形成に用いる樹脂材料のバルクでの硬度がロックウェル硬度Mスケールで40〜90の範囲であることが好ましく、また、前記樹脂被膜層の厚みが伸線前の元スチールワイヤの線径Dに対して、D/1000以上であることが好ましく、さらに、前記樹脂被膜層は熱可塑性樹脂よりなることが好ましい。
(もっと読む)
管材の引抜加工用プラグおよびそれを用いた引抜加工方法
【課題】厚肉(t/Dが20%以上)の素管を用いて冷間引抜加工する場合であっても、プラグ破損やビビリ欠陥の発生がない、最適な引抜加工用プラグを提供する。
【解決手段】管材の内面に挿入する引抜加工用プラグであって、プラグの先端から順にストレート部、第1テ-パ部および第2テ-パ部で連続的に形成された外面を有し、前記ストレート部の外面は円柱面状であり、前記第1テ-パ部にはその径がストレート部から第2テ-パ部に向かって大きくなるようにテ-パ角θ1が付与され、前記第2テ-パ部にはその径が前記第2テ-パ部から後端に向かって大きくなるようにテ-パ角θ2が形成され、テーパ角θ1とθ2がθ1>θ2>0(ゼロ)の関係を満足することを特徴とする管材の引抜加工用プラグである。さらに、それを用いる引抜加工方法である。
(もっと読む)
1 - 20 / 40
[ Back to top ]