
Fターム[4F072AB31]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の集合性 (2,997) | 多方向性のもの (2,277) | 抄造物(←紙状物) (117)
Fターム[4F072AB31]に分類される特許
21 - 40 / 117
フィルム光導波路用の基材、これを用いたフィルム光導波路、及びこれらの製造方法
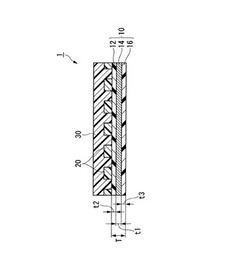
【課題】品質低下を伴わずに容易に製造できるフィルム光導波路、これに用いる基材、及びこれらの製造方法を提供する。
【解決手段】コア部20と、該コア部20を覆うクラッド部30とを備えるフィルム光導波路1に用いられるフィルム光導波路用の基材10であって、エポキシ樹脂組成物を含浸したシート状の紙を硬化してなるベースシート14と、該ベースシート14の一方の面に設けられた第一のエポキシ樹脂層12とを備えることよりなる。前記シート状の紙にエポキシ樹脂組成物を含浸させる含浸工程と、エポキシ樹脂組成物を含浸した前記シート状の紙を硬化させ、ベースシート14を得るベースシート硬化工程と、前記ベースシート14の一方の面に新たにエポキシ樹脂組成物を塗布するエポキシ塗布工程と、前記ベースシートに塗布したエポキシ樹脂組成物を硬化する樹脂層硬化工程とを有することよりなる。
(もっと読む)
補強シート及びこれを用いたシート状構造材

【課題】シート材に高い伸び率及び良好な引張強度を付与し、かつ加工性及び環境特性にも優れた補強シート及びこれを用いたシート状構造材を提供することを目的とする。
【解決手段】本発明は、接着剤が含浸可能な補強シートであって、天然繊維を含む組成物を抄紙して得られ、抄紙方向に対して略垂直に設けられた複数の直線状切り込み部を有することを特徴とする補強シートである。上記直線状切り込み部の一端又は両端をそれぞれ囲うように設けられた非直線状切り込み部を有するとよい。上記非直線状切り込み部は、中心が上記直線状切り込み部上にあり、中心角が120度以上240度以下の略円弧形であるとよい。上記組成物が熱可塑性合成繊維及び/又は非熱可塑性化学繊維をさらに含むとよい。上記直線状の配設密度が10個/100cm2以上30個/100cm2以下であるとよい。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
硬化性樹脂組成物、その硬化物、プリント配線基板、ノボラック型エポキシ樹脂、及びその製造方法
【課題】その硬化物において優れた耐熱分解性、低熱膨張性を発現し、さらに良好な溶剤溶解性を実現する硬化性樹脂組成物、その硬化物、耐熱性及び低熱膨張性に優れるプリント配線基板、これらの性能を与えるノボラック型エポキシ樹脂、及びその製造方法を提供すること。
【解決手段】2,7−ジヒドロキシナフタレン類とホルムアルデヒドとを重縮合させてなるノボラック樹脂をグリシジルエーテル化した分子構造を有するノボラック型エポキシ樹脂であって、該ノボラック型エポキシ樹脂中の2量体成分のGPC測定におけるピーク面積基準での含有率が26〜50%となる割合であるノボラック型エポキシ樹脂(A)、及び硬化剤(B)を必須成分とする。
(もっと読む)
フェノール樹脂プリプレグおよび積層板
【課題】 電子機器などに搭載される印刷回路用基板に用いられる、品質安定に優れ、かつ、低吸水で耐湿電気絶縁性に優れたフェノール樹脂紙プリプレグ、および積層板を提供する。
【解決手段】 撥水性を有する薬剤を含む薬液に含浸させて得られるクラフト紙やリンター紙などの基材にフェノール樹脂ワニスを含浸して得られるフェノール樹脂プリプレグ、および前記フェノール樹脂プリプレグを少なくとも上下1枚以上重ね合わせ加熱加圧してなる製造される積層板。
(もっと読む)
硬化性樹脂組成物、その硬化物、及びプリント配線基板
【課題】硬化物の耐熱性、低熱膨張性に優れ、良好な溶剤溶解性を実現する硬化性樹脂組成物、その硬化物、プリント配線基板を提供する。
【解決手段】下記構造式(i)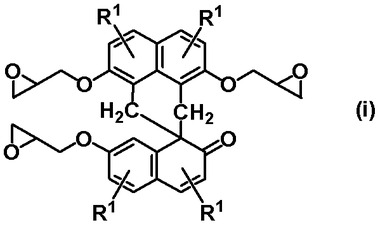
で表される骨格を有する化合物(a)を主たる成分として含有するエポキシ樹脂(A)、及びナフトールノボラック樹脂(B)を必須成分とする。
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
抄紙基材および繊維強化成形基材の製造方法
【課題】複数種の固形成分を含む抄紙基材であっても、分散状態に優れる抄紙基材を得る方法であって、さらには、複雑な基材構成の抄紙基材を生産性よく製造することのできる方法を提供すること。
【解決手段】少なくとも、(i):第1の固形成分を分散媒体中に分散させたスラリー(a)に調整する工程、(ii):第2の固形成分を分散媒体中に分散させたスラリー(b)に調整する工程、(iii):スラリー(a)、(b)を同一の抄紙槽に輸送する工程、(iv):工程(iii)で輸送されたスラリーから分散媒体を除去して抄紙基材を得る工程を含む、抄紙基材の製造方法。
(もっと読む)
セルロース繊維複合体及びその製造方法
【課題】 複数回の加熱処理に耐えうる高耐熱性と易解繊性と高生産性を実現するとともに、セルロース繊維複合体にした際の、高透明性、非着色性、低線膨張係数化、高弾性率を実現する。
すなわち、セルロース繊維複合体を透明基板等の用途に用いる際の実用工程に耐えうる複合体を提供する。
【解決手段】 数平均繊維径が4〜100nmであるセルロース繊維とマトリックスとを含み、ヘーズ2以下、かつ190℃4時間の加熱処理を4回繰り返した後のYI値が25以下であるセルロース繊維複合体。
(もっと読む)
乾性油変性レゾール型フェノール樹脂、フェノール樹脂組成物、プリプレグおよび積層板
【課題】
未反応フェノール及びアルデヒドが少なく、可撓性に優れた低臭気の乾性油変性レゾール型フェノール樹脂、プリプレグおよび積層板を提供することである。
【解決手段】
桐油、亜麻仁油、脱水ひまし油などの乾性油に酸性触媒下で、未反応フェノールの含有量が2%以下、数平均分子量が600以下の低分子量ノボラック型フェノール樹脂を付加反応させ、しかる後にアルカリ触媒の存在下でアルデヒド類を反応させて得られる未反応フェノールが1%以下と少ないことを特徴とする乾性油変性レゾール型フェノール樹脂、これを主成分としたフェノール樹脂組成物を紙基材に含浸してプリプレグ及び積層板が得られる。
(もっと読む)
太陽電池モジュール用ガラス繊維不織布及び太陽電池モジュール
【課題】 透明性の高い熱融着性樹脂封止材とガラス繊維湿式不織布で構成される表面保護材を有する太陽電池モジュールにおいて、長期間の絶縁信頼性を維持しつつ、長期間の使用においても着色による起電力低下の発生しない太陽電池モジュールを提供する。
【解決手段】 ガラス繊維とアクリル樹脂バインダーとシランカップリング剤を含有するガラス繊維湿式不織布であって、前記アクリル樹脂バインダーを1〜6質量%含有し、かつ、前記シランカップリング剤を前記アクリル樹脂バインダーと混合した状態で含有することを特徴とする、太陽電池モジュール用ガラス繊維不織布。該ガラス繊維不織布を光入射側に配置して構成されている太陽電池モジュール。
(もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
プリプレグとそれを用いた化粧板
【課題】表面物性や外観を満足しつつ、基板との密着性や不燃性を同時に満足する化粧板Aが得られるプリプレグ2と、それを用いたジアリルフタレート系の化粧板Aを提供する。
【解決手段】ジアリルフタレートプレポリマー及び不飽和ポリエステルの少なくとも一方を主成分とする樹脂組成物が基材に含浸されてなるプリプレグ2として、基材に表面用として含浸された表面用樹脂組成物に金属水酸化物の無機材料を添加せず、基材に裏面用としてコーティングされた裏面用樹脂組成物に、無機材料として水酸化アルミニウムと水酸化マグネシウムを添加させる。
(もっと読む)
硬化性樹脂組成物、プリプレグ、耐薬品ボード、耐薬品性化粧板、プリプレグの製造方法
【課題】 耐薬品性に優れた化粧板を提供する。
【解決手段】 分子中に少なくとも2個以上の水酸基とラジカル重合性2重結合を有する化合物と多官能イソシアネート化合物とを含み、揮発性溶剤を含まないことを特徴とする硬化性樹脂組成物。前記硬化性組成物を化粧紙に塗布して表面をフィルムで被覆して展延し、Bステージ化せしめプリプレグを得る。得られたプリプレグとコア基材とを積層し、これを熱圧成形することにより、不飽和二重結合間の重合硬化が起こり、耐薬品性、耐熱性、耐水性、耐擦傷性等に優れた塗膜が形成できる。
(もっと読む)
繊維強化複合材用プリフォームの製造方法と製造装置
【課題】品質の高いプリフォームを簡単に得ることができる製造方法及び製造装置を提供する。
【解決手段】積層ヘッド10は仮想線位置からバインダー付ストランド1Aの積層を開始する。各ローラの回転により送り出されたバインダー付ストランド1Aは加熱兼加圧ローラ20を周回する間に加熱され、付着しているバインダーが溶融される。加熱兼加圧ローラ20の下端に達したバインダー付ストランド1Aは下層のバインダー付ストランド1A上に積層されると同時に加熱兼加圧ローラ20によって加圧される。溶融されたバインダーは積層されたバインダー付ストランド1Aと下層のバインダー付ストランド1Aとを接着し、積層位置を保持する。バインダーは自然冷却により固化し、接着状態を強固にする。積層ヘッド10が積層完了位置よりも若干手前となる実線位置に達した時、バインダー付ストランド1Aはカッター19により切断され、切断端が積層される。
(もっと読む)
プリプレグの製造方法
【課題】従来のリグノフェノールを用いた場合に比べても、耐熱性に優れるプリプレグならびにこのプリプレグを硬化させた基板を提供する。
【解決手段】リグニン化合物と架橋剤を含む樹脂組成物を、基材に含浸させたプリプレグであって、前記リグニン化合物は、バイオマスを分解して得られるフェノール性水酸基とアルコール性水酸基をモル比として9:1から8:2の比率で有するリグニン化合物、及び該リグニン化合物のフェノール性水酸基に反応性基を導入したリグニン誘導体から選ばれる1種又は2種であることを特徴とするプリプレグ。前記プリプレグを、1枚又は2枚以上の積層体を硬化させた基板。
(もっと読む)
修飾セルロース繊維分散液の製造方法及びセルロース複合材料の製造方法
【課題】セルロースシートの製造における高生産性を実現し、優れた透明性、非着色性、
低線膨張係数、高弾性率を有するセルロース複合材料を提供する。
【解決手段】(1),(2)の工程を順に行う、平均繊維径が100nm以下であり、芳香環含有置換基で修飾されたセルロースI型結晶構造を有する修飾セルロース繊維分散液の製造方法。得られた修飾セルロース繊維とセルロース以外の高分子とを複合化したセルロース複合材料。芳香環含有置換基で修飾された修飾セルロースを用いることにより、シート化する際の濾過時間を短縮することができる。
(1) 木質から得られる解繊前のセルロースを芳香環含有置換基で修飾し、修飾セルロースを得る工程
(2) (1)で得られた修飾セルロースを平均繊維径100nm以下に解繊し、修飾セルロース繊維分散液を得る工程
(もっと読む)
プリント配線板用プリプレグの製造方法及びプリント配線板用プリプレグ製造装置
【課題】プリプレグの両面の樹脂膜の膜厚をそれぞれの面で制御することができ、プリプレグの内部に気泡が残存せず、生産性のよいプリント配線板用プリプレグの製造方法、及び、プリント配線板用プリプレグ製造装置を提供することを目的とする。
【解決手段】長尺に形成された基材シート3を長手方向に搬送して基材シート3の両面に樹脂液4を連続的に塗工する工程を有するプリント配線板用プリプレグの製造方法において、第1塗工装置1aの塗工先端部2で押圧をかけて基材シート3を屈曲させた状態で基材シート3の片面を塗工した後、第2塗工装置1bの塗工先端部2で押圧をかけて基材シート3を屈曲させた状態で基材シート3の反対面を塗工する。第1塗工装置1a及び第2塗工装置1bとしては、ダイコーター又はロールコーターを使用することができる。
(もっと読む)
21 - 40 / 117
[ Back to top ]