
Fターム[4F201AH26]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 車両(←軽車両)部材 (159) | 車両用内装材、クッション (12)
Fターム[4F201AH26]に分類される特許
1 - 12 / 12
クッションパッドの製造方法及び製造装置
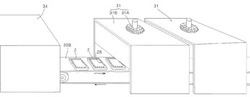
【課題】シート用クッションパッドの製造方法及び製造装置において、製品性能への影響や製造効率の低下を招くことなく、バリ取りの作業性を向上させることができるものを提供する。
【解決手段】クッションパッド2を発泡成形型1から脱型した後、特にはクラッシング装置34を通過した後に、送風冷却装置31中にて、搬送しつつ、クッションパッド2のバリ形成側の面(裏面)に風をあてる。これにより、発泡成形体の平均表面温度(バリ26の根元部)を35℃以下、好ましくは30℃以下に冷却する。このように適度に冷却されると、未だ硬化が完了していないバリ26の根元部は、「粘り気」が低減され、また、硬くもならないので、切断除去の作業性が向上する。一例において、切断除去の時間は、10%低減される。
(もっと読む)
脱揮されたポリオレフィンの製造方法及び成形品

【課題】ポリオレフィンを注水発泡脱揮する際に、二軸押出機に供給した水が押出機内で上流側に逆流することを防ぐことにより、注水配管内のキャビテーションが発生し難い脱揮されたポリオレフィンの製造方法、および低フォギング性に優れるポリオレフィン成形体を提供する。
【解決手段】シリンダー1の上流側から、樹脂供給口2、第1の溶融樹脂混練ゾーン6、溶融樹脂が充満しない溶融樹脂非充満ゾーン7、第2の溶融樹脂混練ゾーン8及び脱揮ゾーン9を有する二軸押出機を用いて、前記樹脂供給口からポリオレフィンを供給し、前記溶融樹脂非充満ゾーン7に、前記ポリオレフィン100重量部に対して、0.01〜50重量部の水を供給し、前記ポリオレフィンの発泡脱揮を行う、脱揮されたポリオレフィンの製造方法。
(もっと読む)
成形装置
【課題】基材の外周不要部分を人手によらないで取り除くことが可能な成形装置を提供する。
【解決手段】基材をプレス成形可能な一対の成形型7と、基材の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間から外部にはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、側部不要部分を切断するスライド型側切断刃と、下部不要部分72cを下方へ取り除く取り除き装置40とを備え、取り除き装置40は、下部不要部分72cを保持可能な保持刃36と、保持された下部不要部分72cに対して、保持刃36と同じ側から当接すると共に、その当接面34sが下方側に傾斜して設けられた傾斜当接部34と、傾斜当接部34が下部不要部分72cと当接した状態で、下部不要部分72cの保持を解除する解除機構と、を有する。
(もっと読む)
プレス成形機への成形材料供給装置
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
トリミング装置、トリミング方法、及び加飾部品の製造方法
【課題】余剰領域の切除に掛かる時間を短縮することができるとともに、余剰領域の切除を容易に行うことができるトリミング装置を提供すること。
【解決手段】トリミング装置20は、支持手段21、光学制御式レーザー照射装置22a〜22c及び移動制御手段40を備える。支持手段21は、ワーク2における被加飾領域4とは異なる領域を支持する。光学制御式レーザー照射装置22a〜22cは、被加飾領域4の外形線に沿ってレーザーL1〜L3を照射することにより、余剰領域11a,11bを切除する。移動制御手段40は、レーザーL1〜L3の照射距離を一定範囲に保持するために、光学制御式レーザー照射装置22a〜22cをワーク2に対して接近または離間させる制御を行うとともに、支持手段21に支持されたワーク2の位置を変位させる制御を行う。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
粒子状ポリウレタン樹脂組成物、その製造方法および成形品
【課題】粉体流動性、成形性、色むら、風合いに優れ、さらに、機械物性、耐薬品性および長期耐熱性に優れる成形品を成形することのできる、粒子状ポリウレタン樹脂組成物、その製造方法、および、その粒子状ポリウレタン樹脂組成物から成形される成形品を提供すること。
【解決手段】水分散媒中で合成した熱可塑性ポリウレタン樹脂、ビニルモノマー重合体、熱架橋性モノマー、および、熱架橋性モノマー100質量部に対して0.1〜6質量部の重合防止剤を配合して、粒子状ポリウレタン樹脂組成物を調製する。粒子状ポリウレタン樹脂組成物を、スラッシュ成形して成形品を得る。
(もっと読む)
車両の客室部品用の斑点模様を有する単層または複合物のスキンの製造用熱可塑性樹脂組成物と、その製造方法
【課題】斑点模様を有する車両の客室部品用の単層または複合物のスキン製造で使用される熱可塑性樹脂組成物と、その製造方法。
【解決手段】下記(1)〜(3)を含む組成物:(1)10〜99重量%の「マトリクス」としての熱可塑性ポリ塩化ビニル(PVC)樹脂、(2)0.5〜90重量%の「封入物」となる、少なくとも一種の着色顔料を含む少なくとも一種の熱可塑性樹脂、(3)0.5〜20重量%の、着色顔料、金属粒子または装飾フレーク、ガラスビーズまたはポリマー粒子の中から選択される斑点模様剤。
(もっと読む)
鋳造部材から横長形のバリを除去するための装置及び方法
本発明は、成型部材(F)から横長形のバリ(G)を除去するための装置に関するものであり、この装置は、加熱による除去のためにエネルギーをバリ(G)に導入するエネルギー源(E)を備え、このエネルギー源(E)は、エネルギーバリ(G)に向けて移動するのを許容する放出領域(5)を備えている。本発明によれば、放出領域(5)はバリ(G)の延在線に従ってバリ(G)に沿っては配設される横長形とされる。本発明は、また成型部材(F)から横長形のバリ(G)を除去するための方法に関するものであり、この方法は、横長形のバリ(G)を備える成型部材(F)を準備するステップ、エネルギー源(E)の放出領域(5)が放射方向に延在しバリに対向してバリ(G)に向けてエネルギーを誘導しバリ(G)するようにこの成型部材(F)をエネルギー源(E)に対し加工位置に位置決に沿って延在するように位置決めするステップと、放出領域(5)に沿ってエネルギーをバリ(G)に導入してバリ(G)を除去するステップを有する。 (もっと読む)
プラスチック発泡複合体の製造方法
発泡体は断熱性に優れるが、吸湿して断熱性が低下し強度がない。そのため、吸湿しない断熱材で、強度のある断熱材が求められている。 本発明によれば、プラスチックの粉末又は細粒と、架橋発泡するポリオレフィン粒状体を金型に入れ、回転しながら加熱すると表皮のある発泡複合体が一工程でできる。この複合体は吸湿することなく強度があり、断熱材として優れている。 又、架橋発泡するポリオレフィン粒状体の表面に発泡しないか、わずかに発泡する材料を被覆して成形すると、好ましくは、コアに5乃至50mmの発泡体の粒状体に厚さ0.05乃至0.5mmの補強体を被覆したコアになり、軽量で強度があり、衝撃で変形はするが壊れないで木と同等の強度のある成形体ができる。  (もっと読む)
(もっと読む)
マット加熱装置及び加熱方法
【課題】効率よく、均一に、かつ、高品質の状態でマットを高温にする。
【解決手段】繊維を主成分とし通気性及び熱可塑性を有するマットMを冷間プレスして成形するのに先だって加熱するマット加熱装置であって、相互に対向するとともに相対的に接近及び離隔可能な高温盤22と熱風噴射面45とを有し、高温盤22には、マットMの下面が高温盤22に接触した状態でマットMが配設され、熱風噴射面45には複数の熱風噴射孔43が形成され、その複数の熱風噴射孔43は、マットMの上面に対して熱風を噴射する。第1の加熱段階(当接噴射段階)では、熱風噴射面45がマットMの上面に当接した状態で、熱風噴射孔43からマットMに対して熱風が噴射され、第2の加熱段階(離隔噴射段階)では、熱風噴射面45がマットMの上面から離隔した状態で、熱風噴射孔43からマットMに対して熱風が噴射される。
(もっと読む)
1 - 12 / 12
[ Back to top ]