
Fターム[4F201AL08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | ホッパー (248) | ホッパ容器本体 (106)
Fターム[4F201AL08]の下位に属するFターム
Fターム[4F201AL08]に分類される特許
1 - 19 / 19
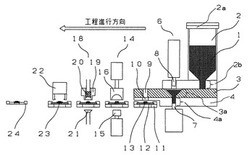
精密成形装置及びその成形方法
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
粒状プラスチック材料の乾燥方法および乾燥装置並びに乾燥装置用のホッパドライヤ

【課題】従来に比較して一層高い熱効率を得ることのできる粒状プラスチック材料の乾燥方法および乾燥装置並びに乾燥装置用のホッパドライヤを提供する。
【解決手段】乾燥装置10では、窒素発生器36に高分子膜式乾燥機32で除湿された乾燥空気が供給されるので、その窒素発生器36による処理効率が高められ、すなわち窒素純度が高められると共に水分量が一層減少させられるので、その窒素が窒素供給回路38および循環空気加熱用ヒータ22を介してホッパドライヤ14に供給されることから、ペレット12の乾燥効率が高められる。
(もっと読む)
ロスインウェイト式フィーダ原料充填中の処理量変更方法
【課題】本発明は、ロスインウェイト式フィーダ原料充填中において、フィード係数を用いて処理量の変更を行うことができるようにすることを目的とする。
【解決手段】本発明によるロスインウェイト式フィーダ原料充填中の処理量変更方法は、ロスインウェイト式フィーダ(1)の通常の制御中においてはモータ回転数と処理量との関係をフィード係数K1として格納し、原料の再充填中に処理設定が変更された場合、K1×処理量設定=MV(フィーダ駆動モータ回転数)を制御する方法である。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
発泡体成形用押出成形機の原料投入用ホッパー
【課題】押出発泡成形における経済性の向上のために回収される廃棄材料を、押出発泡成形のバージン原料に混入して再利用するに際して、押出成形機へのバージン材料と再生砕片の均一な混合と安定した供給を行い、再生砕片を使用する押出発泡成形を安定化させる。
【解決手段】押出成形して発泡体を製造するための原料と粉砕状の再生材料を受け入れ収容する、押出成形機上の原料投入用ホッパーであって、上部には撹拌装置を有する受け入れ部を有し、ホッパー本体部は円錐体と逆円錐体が上下に合体した形状(そろばん珠形状)をなし、その上下部の円錐状側面の傾斜角が水平面に対して30°〜60°であり、下部には押出混練部への原料投入部を備える、発泡体成形用押出成形機の原料投入用ホッパー。
(もっと読む)
粉粒体材料の減圧式乾燥装置、及び粉粒体材料の減圧式乾燥方法
【課題】粉粒体材料の加熱乾燥効率及びホッパーの清掃性を向上し得る減圧式乾燥装置及び減圧式乾燥方法を提供する。
【解決手段】減圧式乾燥装置1は、加熱したガスをホッパー20内に導入するための導入ガス加熱部、及び導入するガスの流量を調整するための流量調整部を有した加熱ガス導入手段4と、該加熱ガス導入手段を制御するための制御部80と、前記ホッパー20内における粉粒体材料mの加熱乾燥処理状態を示す所定の制御要因を検出するための検出手段25とを備えている。前記制御部は前記ホッパー内を減圧しながら、前記検出手段の検出値が予め設定された所定の閾値を上回ったときには、前記ガスの流量を減少させ、前記検出値が前記閾値を下回ったときには、前記ガスの流量を増加させるように前記流量調整部を制御し、かつ、前記ホッパー内に導入されるガスの温度が予め設定された所定の温度となるように前記導入ガス加熱部を制御する。
(もっと読む)
帯電防止性ポリカーボネート樹脂ペレットの製造方法
【課題】黄色や褐色への着色が抑制され、機械的強度や透明性の低下が少なく、特に耐熱性も含めて総合的にバランスのとれた良好な性能を有する成形品を与える帯電防止性ポリカーボネート樹脂組成物ペレットの製造方法を提供する。
【解決手段】
押出機にポリカーボネート樹脂(A)と加熱して流動状態としたスルホン酸ホスホニウム系帯電防止剤(B)とを供給し、溶融混練して帯電防止性ポリカーボネート樹脂組成物のペレットを製造するに際し、加熱して流動状態とした帯電防止剤(B)が押出機に供給される過程で接触する壁面が、大気中での酸化開始温度が450℃以上の皮膜で形成されている装置を使用し、且つこの装置に不活性ガスを注入して流動状態の帯電防止剤が存在する箇所の酸素濃度を2000ppm以下に維持する。
(もっと読む)
マスターバッチ混合供給装置
【課題】
今までの供給装置では、主原料であるプラスチックペレットと着色のためのマスターバッチペレットを混合して供給する方法として、着色のためのマスターバッチペレットを、計量スクリューを回転させて計量する方法と、着色のためのマスターバッチペレットを、計量カップに供給して計量する方法であったが、いずれの方法もマスターバッチペレットの計量精度が悪く着色濃度不良が発生していた。
【解決手段】
マスターバッチ ペレット押し出し装置より出た線状のマスターバッチをペレットにカットせず、マスターバッチ巻き取りロールに巻き取り、使用時にマスターバッチ巻き取りロールからマスターバッチ引き出し治具で引き出しマスターバッチ切断装置でカットして、何粒単位で供給すると設定すれば、確実にペレットを粒単位で供給する事が出来、計量精度が向上して着色濃度不良が発生しない。
(もっと読む)
粉粒体の乾燥方法および粉粒体の乾燥装置
【課題】樹脂成形の材料としての粉粒体を十分に乾燥しつつ、粉粒体の劣化を長時間に亘って防止することのできる粉粒体の乾燥方法、および粉粒体の乾燥装置を提供すること。
【解決手段】樹脂成形装置1は、粉粒体が溜められる乾燥ホッパ2と、乾燥ホッパ2内の粉粒体を乾燥するための乾燥装置5とを備えている。乾燥装置5による乾燥ホッパ2内の粉粒体の処理工程は、乾燥ホッパ2内の粉粒体を一定時間加熱乾燥する加熱乾燥工程と、加熱乾燥工程で加熱乾燥された粉粒体を冷却する冷却工程とを含み、冷却工程では、冷却した不活性ガスを粉粒体に供給することにより、粉粒体を冷却する。
(もっと読む)
樹脂粒状体材料の乾燥装置
【課題】乾燥装置を用いて、樹脂粒状体材料を短時間で均一に乾燥させる。
【解決手段】乾燥容器2の上方に位置する開口部9より、乾燥容器2内に樹脂粒状体材料20が投入され、熱風供給管3は開口部9より上下方向に乾燥容器2内に挿入配管されており、乾燥容器2内に投入された樹脂粒状体材料20の最下部位置まで達している。熱風供給管3より供給される熱風30は、熱風供給管3の内部を上部から下部に向けて供給されて、最下部位置で乾燥容器2内に開放され、樹脂粒状体材料20の最下部位置のものより自然対流により順次開口部位置のものに向けて流れ、樹脂粒状体材料20を乾燥させることができる。
(もっと読む)
粉粒体供給装置及び方法
【課題】収納袋、特に熱硬化性樹脂が収納された小型軽量の収納袋に収納された粉粒体の供給を、粉粒体の飛散を防止して作業性良く簡便に行う。
【解決手段】収納袋110に収納された粉粒体を、供給口140から下方に向けて供給可能な粉粒体供給装置100であって、前記粉粒体を収納した状態で開封した前記収納袋110を自身の中央に配置可能な略環状の第1部材120と、前記供給口140を備えると共に、該第1部材120の内周から折り返された前記収納袋110の縁110Aの略全周を、該第1部材120の反対側から挟持可能な第2部材150と、該第1部材120と第2部材150とを、挟持した収納袋110ごと係止する係止機構130と、を備え、前記第2部材150が、係止された前記第1部材120及び収納袋110と共に上下反転されることにより、前記供給口140を該第2部材150の最下位置に位置決め可能とされている。
(もっと読む)
粉粒体処理装置、および粉粒体処理システム
【課題】処理ガスの供給を均一化することにより、粉粒体の処理時間を大幅に短縮することができる粉粒体処理装置を提供する。
【解決手段】粉粒体処理装置1は、容器2、処理槽3と、ロート部4とを備えている。容器2は、粉粒体を内部に投入する投入口9を有する。処理槽3は、投入口9から投入される粉粒体を受ける。処理槽3は、下方に行くほど細くなる形状をしている。処理槽3は、少なくとも下部が粉粒体を処理する処理ガスの通過を許す通気性を有する材料で作製されている。しかも、処理槽3の下端には、処理槽3の内部の粉粒体を排出する排出口10が形成されている。ロート部4は、処理槽3の下端付近に配置されている。ロート部4は、粉粒体を排出口10へすべり落とす。ロート部4は、通気性を有する。
(もっと読む)
粉粒体処理装置、および粉粒体処理システム
【課題】処理ガスの供給を均一化することにより、粉粒体の処理時間を大幅に短縮することができる粉粒体処理装置を提供する。
【解決手段】粉粒体処理装置1は、ケーシング2と、処理槽3と、分散部材5とを備えている。ケーシング2は、粉粒体を内部に投入する投入口9を有する。処理槽3は、投入口9から投入される粉粒体を受ける。処理槽3は、下方に行くほど細くなる形状をしている。処理槽3の少なくとも下部は、粉粒体を処理する処理ガスの通過を許す通気性を有する材料で作製されている。分散部材5は、投入口の下に配置されている。分散部材5は、粉粒体を処理槽上に分散させて平坦化させる。
(もっと読む)
射出成形機の材料供給装置
【課題】モータなどの駆動手段の小型化が可能であり且つ高精度の切出しが行える材料供給装置を提供することを課題とする。
【解決手段】駆動手段29で往復させるピストン27に、溝部28を切欠き形成し、この溝部28で、導入通路22の成形材料を掬って、排出通路23に放出するようにした。
【効果】溝部の容量とピストンの往復回数との積から、切出し量が定まるため、高精度の切出しが行える。溝部をスプーン形状にすると、成形材料の噛み込み現象を回避することができ、駆動手段の小型化が可能となる。
(もっと読む)
成形装置及び成形方法
【課題】成形材料によるブリッジの発生を低コストで回避し、安定的に成形材料を供給することができる成形装置及び成形方法を提供する。
【解決手段】材料供給機10と、樹脂材料1を成形する射出成形機30とを備えた射出成形装置Sであって、材料供給機10は、樹脂材料1を一時的に貯留するホッパ11と、ホッパ11とシリンダ31aとを連通するパイプ12と、樹脂材料1が貯留された材料乾燥機15とパイプ12とを連通する材料供給路18aと、材料供給路18aを遮断可能なシャッタ部16と、ホッパ11と連通されホッパ11内の気体を吸引可能なローダ13と、シャッタ部16およびローダ13の作動を制御するコントローラ40と、を備え、コントローラ40は、所定時間毎に、シャッタ部16によって材料供給路18aを遮断した状態で、ローダ13を作動させてパイプ12に溜まった樹脂材料1を気流と共にホッパ11側へ吸引する。
(もっと読む)
多層熱収縮性ポリエステル系フィルム及びその製造方法及びラベル
【課題】ボトルのフルラベル用、特にペットボトルやガラス瓶のフルラベル用熱収縮性ポリエステル系フィルムであって、収縮不足が発生しにくく、特に収縮によるシワ、収縮斑、歪みの発生が極めて少ない上に、印刷後の経時においてもラベルの折れ込み等の不具合が発生しにくい熱収縮性ポリエステル系フィルムの提供。
【解決手段】少なくとも2層からなる多層熱収縮性ポリエステル系フィルムであって、前記ポリエステル系フィルムの熱収縮率が、主収縮方向において、処理温度70℃・処理時間5秒で5〜60%であり、85℃・5秒で75%以上であり、主収縮方向と直交する方向において、85℃・5秒で10%以下であり、収縮前のフィルムにおいてカールが5mm以内であり、収縮時に片面側へカールすることを特徴とする多層熱収縮性ポリエステル系フィルム。
(もっと読む)
蒸着ポリアミド系混合樹脂積層フィルムロール、およびその製造方法
【課題】ガスバリア性が高く、スムーズに歩留まり良くラミネートによる製袋加工を行うことができ、S字カールのない包装物を効率的に得ることが可能な蒸着ポリアミド系混合樹脂積層フィルムロールを提供する。
【解決手段】本発明の蒸着ポリアミド系混合樹脂積層フィルムロールは、蒸着前のフィルムを巻き取ったフィルムロールの巻き終わりから2m以内に1番目の試料切り出し部を設け、フィルムの巻き始めから2m以内に最終の切り出し部を設けるとともに、1番目の試料切り出し部から約100m毎に試料切り出し部を設けた場合、各切り出し部から切り出されたすべての試料について、エラストマーの含有率、引張弾性率や長手方向の厚み斑等の物性が、所定の範囲の変動幅になるように調整されている。
(もっと読む)
ポリアミド系混合樹脂フィルムロール、およびその製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことができ、S字カールのない包装物を効率的に得ることが可能な二軸配向ポリアミド系樹脂フィルムロールを提供する。
【解決手段】本発明のポリアミド系樹脂フィルムロールは、フィルムの巻き終わりから2m以内に1番目の試料切り出し部を設け、フィルムの巻き始めから2m以内に最終の切り出し部を設けるとともに、1番目の試料切り出し部から約100m毎に試料切り出し部を設けた場合、各切り出し部から切り出されたすべての試料について、エラストマーの含有率、引張弾性率、沸水収縮率や厚み方向の屈折率等の物性が、所定の範囲の変動幅になるように調整されている。
(もっと読む)
気力輸送用供給管および粉粒体計量装置
【課題】 簡単な構成により、気力輸送管の下流側において、粉粒体を良好に分散し、かつ、粉粒体の閉塞を防止しつつ、粉粒体を確実に気力輸送して良好に供給することができる、気力輸送用供給管を提供すること。
【解決手段】 気力輸送により輸送される原料を供給するための供給口78が下流側端部に形成されている原料供給管33に、空気(2次空気)を取り入れるための空気取入口70を形成する。
(もっと読む)
1 - 19 / 19
[ Back to top ]