
Fターム[4F201AR11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 時間、時期 (158)
Fターム[4F201AR11]に分類される特許
141 - 158 / 158
ペレット処理ユニット
【課題】【解決手段】ポリマーペレットの揮発性成分を減らすための連続プロセス。  (もっと読む)
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、前記-ポリエステルの極限粘度の差および水分率の差が、それぞれ、0.05〜0.30デシリットル/グラムおよび1000ppm以下であるポリエステル組成物を乾燥前後のヘイズの増加量が5%未満になるようにして乾燥処理して水分率を100ppm以下とし、次いで、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜300秒の条件で混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
ゴム材料の混練り制御方法及びその制御装置

【課題】混練り時間と練り返しシステムラインで混練りする時間とを同期させることにより、最終目標のゴム製品を効率良く生産することが出来るゴム材料の混練り制御方法及びその制御装置の提供。
【解決手段】混練りロール3の排出部には、混練りされたシート状の混練り材料Wを受け取り、次工程に搬送する供給コンベヤー4が設置してあり、この供給コンベヤー4の排出側には、カッター装置4a,計量コンベヤー4bを介して複数台の練り返し装置6a,6bを直列に連結した練り返しシステムライン5が接続されている。練り返しシステムライン5の練り返し装置6a,6bは、それぞれ混練り材料Wの混練り中に、最終目標品質の半製品ゴム材料となるようにゴム粘度を制御する冷却手段7を備えると共に、シーティングロール8,練り返しコンベヤー9,受渡しコンベヤー10等により構成されて直列に配設されている。
(もっと読む)
二軸押出機を用いてPPTAを硫酸に溶かすための方法
導入帯と、中間帯と、混合帯と、逆運搬帯と、脱気帯と、圧力増加帯とを備えた運搬、混合および混練エレメントを有する二軸押出機を用いてPPTAまたはその共重合体を硫酸に溶かすための方法が提供される。この方法は、
PPTAまたはその共重合体を、前記導入帯に硫酸を入れないようにするのに十分なほど低い運搬力で、前記導入帯へ運搬する工程と、
硫酸を前記導入または中間帯へと導入する工程と、
前記混合帯を実質的に完全に満たすことによって、十分な時間を掛けてPPTAまたはその共重合体を前記硫酸に混合溶解させて、PPTAまたはその共重合体と硫酸との溶液を得る工程と、
前記混合帯の後に逆運搬帯を設けることによって、前記混合帯と前記脱気帯との間にプロダクトロック(障壁)を形成する工程と、
前記脱気帯内に前記PPTAまたはその共重合体と硫酸との溶液の薄い膜を形成することによって前記溶液を脱気する工程と、
前記溶液を前記出力圧力増加帯内へ送ることによって、前記溶液でこの帯を部分的に満たし、かつ、前記溶液を前記二軸押出機の外へと送り出す工程と、
を含んでなる。
(もっと読む)
強度が向上された架橋重合体状材料および製造方法
軸方向に対して直角の方向で圧縮力を架橋した重合体に加えることにより、放射線架橋(50kGy)した、圧力処理したUHMWPE材料を開発した。次いで、変形した材料を、変形した状態に維持しながら、冷却する。得られた材料は、異方性であり、軸方向に沿って高い強度を有する。この特定方向で加工した材料は、5気圧酸素を含む圧力容器中での4週間の促進エージング(ASTM F2003)後でも、酸化に対して安定している。その酸化安定性のために、この変形処理した材料は、再融解された、架橋したUHMWPEに以前から使用されている空気透過性包装およびガス滅菌に好適な候補である。 (もっと読む)
プラスチック成形品の熱処理装置
【課題】短時間にて熱処理ができ、かつ、消費熱エネルギーの少なくてすむ熱処理装置を提供する。
【解決手段】ワーク9の搭載されるラック11を、複数個連続的に、かつ、エンドレス状につないだ状態で形成されるコンベア装置1と、コンベア装置1を駆動する電動モータ5と、上記ラック11及びコンベア装置1を内部に有するとともにこれらを断熱壁29にて囲むようにし、かつ、上記コンベア装置1へのワーク9の出し入れを行なうための開閉扉21を有する炉2と、開閉扉21を経由してワーク9の出し入れを行なう搬送装置6と、炉2内へ所定の温度の熱風を送り込む熱風発生装置3と、からなるようにする。
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜500秒の条件で、前記ポリエステルの少なくとも2種間の極限粘度の差が0.05〜0.30デシリットル/グラムであり、少なくとも一種のポリエステルの総末端基数に対する末端カルボキシル基濃度が7〜30%であるポリエステル組成物を混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
樹脂ペレット乾燥装置及び乾燥方法
【課題】樹脂ペレットを減圧乾燥する際に樹脂ペレットに付着した水分や含浸された結合水を短時間に蒸気化可能な温度まで加熱させることにより樹脂ペレットの乾燥時間を短縮することができる。成形機による成形時間と樹脂ペレットの乾燥時間との整合性を図り、効率的な成形作業を可能にすることができる。
【解決手段】成形機に供給される樹脂ペレットを減圧乾燥手段により所望の減圧状態で除湿する樹脂ペレット乾燥装置において、減圧乾燥手段に供給する樹脂ペレットを予熱手段により非溶融で、かつ減圧化で水分が蒸気化可能な温度に加熱する。
(もっと読む)
音響減衰積層体を迅速に加熱する炉および音響減衰積層体を製造する装置並びに方法
互いに向き合って配置されるデカップラ繊維層(12)と質量層(14)を有する音響減衰積層体(10)を成形する装置と方法に関する。積層体(10)のデカップラ繊維層(12)と質量層(14)は、それぞれ、熱風源(36)と加熱されたプラテン(34)によって実質的に同一の時間内に選択された温度に加熱される。加熱された積層体(10)は型(40)に移送され、型(40)によって所定の三次元形状に成形される。  (もっと読む)
(もっと読む)
タイヤ用ゴム組成物およびその製造方法
【課題】 新たなシリカ配合系のゴム組成物マスターバッチの製造方法を提供する。
【解決手段】 ジエン系ゴム、シリカおよびその他の充填剤、およびその他ゴム薬を配合したシリカ配合系ゴム組成物マスターバッチを製造する二段階混合ステップ法において、第一段混合として、密閉式混合機に、ジエン系ゴムの総量100重量部の内の60〜95重量部、シリカ35〜120重量部およびその他の充填剤0〜50重量部よりなり当該シリカとその他の充填剤の総量で60〜150重量部、シリカ配合量に対して3〜15重量%の含硫黄シランカップリング剤、並びに加硫系の配合剤を除くその他ゴム薬を充填して、90〜150℃の温度下で10〜500秒間混合し、しかる後に連続して、第二段混合として、前記ジエン系ゴムの残量部を添加して、105〜165℃下で10〜500秒間混合することを特徴とするゴム組成物マスターバッチの製造方法。
(もっと読む)
延性材料を切断する装置及びこの装置を作動させる方法
【課題】切り離されるべき部片の長さを切断されるべき材料の排出速度に無関係に又は切断ナイフの回転速度に無関係に設定することができるようになした切り刻むための装置を提供する。
【解決手段】分離ウエブ4によって互いに分離された幾つかの出口開口をもつノズル1を含む延性材料のための切断装置であり、ノズルの次に、ノズルの出口開口を通して排出する材料ストランドを切断するための複数の切断ナイフ7をもつ回転切断工具6を備える。各分離ウエブ4は切断ナイフと少なくとも同じ幅をもつ。切断作業を行うために、切断工具6は間欠的に回される。2つの切断作業の間に、切断工具は止められ、それによってそのナイフは分離ウエブの背後の休止位置に留まる。次の切断作業のために、切断工具は、その切断ナイフ7が第1分離ウエブの背後の位置から次の隣接した分離ウエブまで動くような量だけ回される。
(もっと読む)
形状記憶特性を有するアモルファス及び半結晶質ポリマーのブレンド
形状記憶特性を有するアモルファスポリマー及び半結晶質ポリマーとのブレンドを、ポリ(フッ化ビニリデン)、ポリラクチド、ポリ(ヒドロキシブチレート)、ポリ(エチレングリコール)、ポリエチレン、ポリエチレン−コ−酢酸ビニル、ポリ(塩化ビニル)、ポリ(塩化ビニリデン)及びポリ(塩化ビニリデン)とポリ(塩化ビニル)のコポリマー類のような結晶質ポリマーと、ポリ(酢酸ビニル)、ポリメチルアクリレート、ポリエチルアクリレート、アタクチックポリメチルメタクリレート、アイソタクチックポリメチルメタクリレート、シンジオタクチックポリメチルメタクリレート及びその他のポリアルキルメタクリレート類のようなアモルファスポリマーとをブレンディングすることによって製造した。該ポリマー材料の製造法及びその用途、例えばスマートな医療機器としての用途も開示されている。 (もっと読む)
生物分解性プラスチックの組成物及びその製造方法
【課題】 合理的なマッチングを介して、高温、高圧混練方法により、PE、PRPS、及びPVCの各成分を含まない完全な生分解性プラスチックを産出し、簡単で、コスト、加工性能、生分解性及び製造方法の便利性を兼ね備えているものが望まれる。
【解決手段】 生分解性プラスチックの組成物及びその製造方法に関するもので、現有の生分解性合成樹脂とエステル基を含んだ主鎖と、エステル基、ハイドロキシ基、カルボシキ基及びケトン基のいずれか一つを含んだ側鎖からなる直鎖ポリアルケンを選択し、これを変性澱粉、親和剤及び助剤と配合して製造する。
(もっと読む)
押出成形物の乾燥方法
【課題】 有機質バインダーが添加された含鉄粉体の押出成形物を、爆裂させることなく乾燥させ、乾燥後の成形物の強度を発現させることが可能な押出成形物の乾燥方法を提供する。
【解決手段】 含鉄粉体に有機質バインダーを添加して混練した後、この混練物を押出成形機によって押出成形し、成形された押出成形物を乾燥させる方法において、押出成形物を、相対湿度が80〜100%で温度が常温から60℃の範囲内の雰囲気内で低温予備乾燥した後、相対湿度が60%以下で温度が低温予備乾燥を行った温度から150℃の範囲内の雰囲気内で本乾燥し、本乾燥後の押出成形物を冷却する。
(もっと読む)
結晶性ポリマーの圧縮誘発結晶化
第1の厚さ(ft)を有する非晶質の結晶性ポリマーの塊を、ft:ng比が少なくとも1.2のニップ間隙(ng)を有する逆回転ロールのニップ間隙に通して、ポリマーを少なくとも15%の結晶化度まで結晶化させることによって半結晶質ポリマーを生成し、そして前記半結晶質ポリマーを粒状化することを含んでなる結晶化方法。ドラフト工程を用いてシート又は繊維を伸長することによるシート又は繊維の歪み結晶化はもはや必要ない。高い結晶化度が、結晶化の遅い結晶化ポリエステルの場合でさえ、ほとんど瞬時に与えられる。この方法は、より薄い結晶可能なシートの押出を可能にし、圧縮ロールの通過時にシートの寸法幅を実質的に保持し、しかも、実質的に光学的に透明なシート及びペレットを生成する。適当なポリマーとしては、ポリエチレンテレフタレート又はナフタレートホモポリマー又はコポリマーが挙げられる。 (もっと読む)
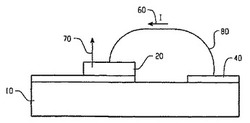
ポリテトラフルオロエチレン処理
1枚以上のPTFEフィルムが、20時間を超える時間、摂氏150度(℃)を超える温度に加熱され、次に、PTFEフィルムが冷却される。PTFEフィルムは、200℃を超えて250℃未満の温度に、最も好ましくは約228℃の温度に加熱してもよい。PTFEフィルムは、50時間を超える間か、または最も好ましくは約100時間、一定の温度に維持してもよい。PTFEフィルムは、熱処理可能なPTFEフルオロポリマーフィルムであってもよく、また多数の熱影響部を有してもよい。熱影響部は、熱処理の前後に作られてもよい。一般に熱影響部は、通常は圧力下で2枚以上のPTFEフィルムを一緒に溶接することによって、もたらされる。被熱処理ポリテトラフルオロエチレン(PTFE)フルオロポリマーが熱処理されるべき「最適」温度および「最適」期間が決定される。 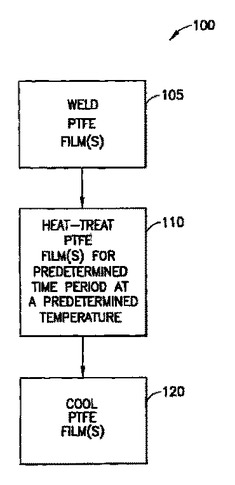 (もっと読む)
(もっと読む)
超高分子量ポリエチレンの造形品の作製方法
本発明は、融解加工を含む、超高分子量ポリエチレン(UHMWPE)の造形品の製造方法に関する。本方法では、a)UHMWPEが、少なくとも1×106g/molの重量平均分子量(Mw)を有し、b)造形時、UHMWPEの貯蔵プラトーモジュラス(G*)が、多くとも1.5MPaの値に保持され、c)その後、冷却前、G*がその最終値まで増大される。本発明はさらに、本方法を用いて取得可能な造形品と、医療用途における造形品の使用と、に関する。 (もっと読む)
141 - 158 / 158
[ Back to top ]