
Fターム[4F202AA21]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | 不飽和カルボン酸系(カルボン酸金属塩、アクリルアミド、アクリロニトリル) (187) | メタクリル酸、アクリル酸エステル系樹脂 (177)
Fターム[4F202AA21]に分類される特許
101 - 120 / 177
成形体の製造方法およびそれによる成形体およびランプ
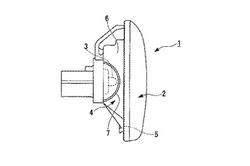
【課題】工程を簡略化すると共に、生産効率を向上し、品質の向上を図ることができる成形体の製造方法およびそれによる成形体およびランプを提供する。
【解決手段】透光性の半製品2および非透光性の半製品4を一次射出によりそれぞれ成形し、半製品2,4を突き合わせた後、その突き合わせ部に二次射出して一体化成形された成形体1の製造方法において、半製品4に部材3を取り付けた後に、部材3が半製品2,4を突き合せることにより形成される中空部6に配されるようにして二次射出し、二次射出後に、部材3と部材3が取り付けられている半製品4とをレーザ接合して一体化成形する。
(もっと読む)
プラスチック光学素子、入れ子、金型、光走査装置及び画像形成装置

【課題】現状の光学性能を維持しつつ、光学的な外観不良を低減するとともに量産性を向上させたプラスチック光学素子、該プラスチック光学素子を成形する入れ子及び金型、及び、該プラスチック光学素子を備えた光走査装置及び画像形成装置を提供する。
【解決手段】第一走査レンズ1は光学素子本体7aと同期部7bとを備えている。光学素子本体7aの表面には光線有効部1aを備えた転写面1bが設けられ、同期部7bの表面には主走査方向の曲率半径が無限大に形成された同期面2aが設けられている。転写面1bと同期面2aとの副走査方向の曲率半径は互いに等しくなるように設けられているので、転写面1bと同期面2aとの境界8に段差がなくなり、入れ子3aの第一の鏡面3a1と入れ子4aの第二の鏡面4a1との境界にも段差がなくなって、溶解樹脂を射出充填する際のエアの巻き込みが低減され成形時の外観不良が低減される。
(もっと読む)
プラスチック成形品の製造方法及び製造装置
【課題】短い成形サイクルで光学鏡面や微細なパターンが高精度で転写され、かつ内部歪みの小さい光学素子を成形できるプラスチック成形方法を提供する。
【解決手段】高精度な転写が要求される転写面7を含む面の全部または一部が、断熱材10を備えた入子4,5,6により形成されている金型を用いてプラスチック成形品を製造し、また、必要に応じて、転写面を含む面以外の1つ以上の面の全部または一部についても、断熱材を備えた入子により形成された金型を用いてプラスチック成形品を製造するについて、前記プラスチック成形品の製造プロセスは、前記先行技術と同様のプロセスであり、溶融樹脂を金型に充填後軟化温度未満まで冷却する間に、転写面を強制的に樹脂から離反させることによって、転写面と樹脂の間に空隙を形成させ、次いで、前記樹脂から離反させた転写面と樹脂表層部12とを再密着させることで転写面形状を樹脂表面に高精度に転写させる。
(もっと読む)
ソフトカード
【課題】柔軟性を有し、その表面に容易に印刷を施すことができるソフトカードを提供する。
【解決手段】本発明のソフトカード1は、可撓性を有する軟質樹脂材料を用いて任意の輪郭形状の薄肉シート状に成形され、少なくとも一方の主面1aに微細梨地面を備え、この微細梨地面に油性インクを用いて文字、図柄、写真などが印刷される。小ロット、個別仕様のカードにも容易に対応することができる。
(もっと読む)
モールド重合用成形型
【課題】シリコーン含有不飽和モノマーを少なくとも含むモノマー組成物を重合して得られるレンズ材料を、優れた酸素透過性及び機能的物性をもって製造することのできるモールド重合用成形型を提供する。
【解決手段】
シリコーン含有不飽和モノマーを少なくとも含むモノマー組成物を成形キャビティ内に収容して、重合せしめることにより、目的とする眼用レンズ材料をモールド成形するためのモールド重合用成形型を、少なくとも前記成形キャビティを与える部位が、添加剤の含有率総計を500〜2000ppmの範囲とするポリプロピレンにて構成する。
(もっと読む)
成膜成形装置
【課題】作業性を低下させることなく成膜を行うことができる成膜成形装置を提供する。
【解決手段】一対の成形体用金型51,52に、一対の成形体を射出成形するための射出成形用型締め位置aと、成形体に成膜するための成膜用型締め位置bとが設定され、一対の成形体が一体成形可能に構成されている成膜成形装置において、射出成形用型締め位置aにおける型締め力よりも成膜用型締め位置bにおける型締め力の方が小さく設定されている。
(もっと読む)
成形体用金型
【課題】成形体を複数同時に製造可能で、かつ生産効率を向上することができる成形体用金型を提供する。
【解決手段】一対の半製品を一次射出によりそれぞれ成形し、成形された半製品同士を突き合わせた後、その突き合わせ部に二次射出して製品の一体化成形が可能に構成された一対の成形体用金型51,52において、一方の半製品のキャビティと他方の半製品のキャビティとを成形するキャビティを交互に配置し、一方の半製品のキャビティが形成されている型締め面と他方の半製品のキャビティが形成されている型締め面との間がオフセットしている。
(もっと読む)
成形体製造装置
【課題】装置の省スペース化を図ると共に、高精度の製品を製造することができる成形体製造装置を提供する。
【解決手段】樹脂材料を射出するための射出装置と、成形体を成形するための金型51,52とが備えられた成形体製造装置10において、射出装置を用いて金型51,52にて成形体を製造する製造工程ライン50と、製造された成形体を検査する検査工程ライン60とが、上段と下段とにそれぞれ振り分けて配置されている。
(もっと読む)
射出成形金型、射出成形装置、射出成形品の製造方法、及び射出成形品
【課題】本発明は、高い精度を必要とする成形品を高精度で射出成形することができる射出成形金型、射出成形金型装置、射出成形装置、射出成形品の製造方法、及び射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と対向するように設けられた第2の金型と、前記第1の金型の側に設けられた第1の入駒と、前記第2の金型の側に設けられた第2の入駒と、を備え、前記第1の入駒と前記第2の入駒との間に形成されるキャビティ内に溶融樹脂を射出充填する射出成形金型であって、前記第1の入駒は、前記キャビティに隣接するキャビティ形成面と一定の間隔を保って設けられた第1の加熱手段を有し、前記第2の入駒は、前記キャビティに隣接するキャビティ形成面と一定の間隔を保って設けられた第2の加熱手段を有し、前記第1及び第2の加熱手段は、成形品の寸法のうち相対的に精度が必要とされる部分の近傍にのみ設けられていること、を特徴とする射出成形金型が提供される。
(もっと読む)
光学部材を製造するための高圧射出成形プロセス
【課題】本発明は、光学部材の射出成形において成形部材の材料依存性収縮及びプロセス依存性収縮を抑制する簡略化されたプロセスを提供することを目的とする。
【解決手段】少なくとも2つの割型を備えるモールド型を使用して、透明の熱可塑性ポリマーからなる肉厚で精度の高い部材を製造するに当たり、上記モールド型のキャビティに、熔解されたポリマーを注入し、上記モールド型のキャビティが充填された後、少なくとも1000バール(100MPa)の液圧フォローアップ保圧を加え、熔解物の冷却の間そのような高圧の作用を維持する。
(もっと読む)
ガラス型の洗浄方法
【課題】脈理発生を抑制可能とする、ガラス型の洗浄方法、および、この洗浄方法を採用したプラスチックレンズの製造方法を提供する。
【手段】本発明のガラス型の洗浄方法は、ガラス型をアルカリ洗浄剤に接触させた後、ガラス型をすすぐ工程を含み、ガラス型をアルカリ洗浄剤に接触させる前に第1の酸の水溶液に接触させる第1酸処理、および、ガラス型をアルカリ洗浄剤に接触させた後ガラス型のすすぎが終了する前にガラス型を第2の酸の水溶液に接触させる第2酸処理、のうちの少なくとも一方の酸処理を行い、第1の酸の水溶液の酸濃度および第2の酸の水溶液の酸濃度は、0.1重量%〜98重量%であり、アルカリ洗浄剤は、水溶性アルカリ化合物を1重量%〜30重量%含有する。
(もっと読む)
成形品及びその射出成形方法
【課題】着色状態に変化が生じることがなく、使用が困難であった染料を用いることを可能とする、中空部が形成された成形品の射出成形方法を提供する。
【解決手段】成形品の射出成形方法は、第1金型部11、第2金型部12、溶融樹脂射出部14、キャビティ13、加圧用流体注入手段20を備えた金型組立体を用い、溶融樹脂射出部14からキャビティ13内に溶融熱可塑性樹脂を射出してキャビティ内の一部を溶融熱可塑性樹脂で充填した後、染料を含んだ超臨界状態の加圧用流体を加圧用流体注入手段20からキャビティ13内の溶融熱可塑性樹脂に注入して中空部を形成し、且つ、中空部から溶融熱可塑性樹脂の内部に向かって染料を含んだ超臨界状態の加圧用流体を浸透させ、以て、透明な熱可塑性樹脂から成り、中空部が形成され、中空部から内部に向かって染料によって染色された染色層を有する成形品を得る。
(もっと読む)
金型の洗浄方法
【課題】微細な凹凸表面を有する金型に付着した(メタ)アクリル系樹脂を効果的に、金型を傷めることなく除去できる、金型の洗浄方法を提供する。
【解決手段】(メタ)アクリル系樹脂が付着した金型を洗浄する方法であって、該金型に対し、波長が200nm以下の紫外線を照射して、(メタ)アクリル系樹脂を分解、除去することを特徴とする金型の洗浄方法。当該金型は横断面が矩形状の凹部を備え、凹部の幅は150nm以上であり、深さは700nm以下であることが好ましい。また、当該金型は逆円錐状の凹部を備え、凹部の開口部直径は300nm以上であり、深さは450nm以下であることが好ましい。
(もっと読む)
型の製造方法及び塗膜形成方法
【課題】所望の模様を再現性良く作成できるようにする。
【解決手段】まず、カメラボディ1の表面に所望の大きさの本皮2を貼り付けてレザー調の表面形状を有するカメラボディのサンプルSPを作成する。次に、アクリル樹脂製の型枠3を作製し、型枠3内に置いたサンプルSPの表面にフォトポリマ5を滴下する。その後、フォトポリマ5に紫外線を照射してフォトポリマ5を硬化させる。フォトポリマ5が硬化した後、型枠3をフォトポリマ5から外し、更にフォトポリマ5とサンプルSPとを分離させる。
(もっと読む)
キュベット
【課題】より容易に取り扱い可能であるとともに広範に適用可能なキュベットを提供する。
【解決手段】少なくとも2つのキュベット外殻部材(12)を備え、それらによって重合性の樹脂が充填路(16)を介して注入される型空洞(14)を形成することができ、さらに型空洞(14)の充填に際して脱気する空気のための排気路(42)を備えた特に射出成形によって歯科医療用の成形部材を製造するためのキュベット(10)である。排気路(42)がフィルタ要素(40)を備えていて、重合性の樹脂と接触すると同時にフィルタ要素の空気透過性が自動的に変化、特に低下する。
(もっと読む)
レンズ基板形成用型の製造方法、レンズ基板形成用型、レンズ基板、透過型スクリーンおよびリア型プロジェクションTV
【課題】光の利用効率および視野角特性に優れたレンズ基板を形成することが可能なレンズ基板形成用型、当該レンズ基板形成用型を効率良く製造することができる製造方法、また、光の利用効率に優れたレンズ基板、透過型スクリーンおよびリア型プロジェクションTVを提供する。
【解決手段】レンズ基板形成用型の製造方法は、多数の球面形状の凹部61を有する凹部付き部材6を用意する工程と、凹部付き部材を型として用い、凹部付き部材の凹部61の形状に対応する多数の球面形状の球面凸部を有する球面凸部付き部材を形成する工程と、球面凸部の一部を除去することにより、非球面形状の非球面凸部を形成し、非球面凸部付き部材を形成する工程と、非球面凸部付き部材を型として用い、非球面凸部に対応する形状の凹部を有するレンズ基板形成用型を得る工程とを有することを特徴とする。
(もっと読む)
表示板、表示装置及び表示板の製造方法
【課題】コスト削減を図りながら、光源からの光を効率よく観察方向へと導くことができる表示板、表示装置及び表示板の製造方法を提供する。
【解決手段】スーパーインポーズ表示板30の基準面32aに、凹部32b及び凸部32cを、凹部反射面32dが凸部反射面32eよりも小さくなるように設け、LED21A〜21Cの光を、レンズ部31A〜31Cからスーパーインポーズ表示板30に入光させ、スーパーインポーズ表示板30内を直進してきた直進光L2を、凹部反射面32dにより観察方向へと反射させ、また、スーパーインポーズ表示板30内を反射しながら進んできた光L3を、凹部反射面32dにより観察方向へと反射させる。
(もっと読む)
離型剤、これを用いた凹凸パターンの形成方法及び光情報記録媒体の製造方法、並びに光情報記録媒体
【課題】ピット等の微細凹凸信号面がスタンパに対応した精確な形状で転写された光情報記録媒体を容易に製造することができる光情報記録媒体の製造方法を提供する。
【解決手段】光硬化性転写シートの光硬化性転写層11を、表面に記録ピット及び/又はグルーブとしての微細凹凸を有し、さらに該微細凹凸表面の微細凹凸に沿って反射層23aが設けられた基板の該反射層上に裁置し、これらを押圧する工程;光硬化性転写層11の他方の表面に、微細凹凸表面がリン原子含有化合物を含む離型剤で処理されたスタンパ24を、該微細凹凸表面が転写層の表面に接触するように裁置し、これらを押圧する工程;及び該スタンパを有する光硬化性転写層を紫外線照射により硬化させ、次いでスタンパを除去することにより、光硬化性転写層の表面に微細凹凸を設ける工程;を含むことを特徴とする光情報記録媒体の製造方法;これに使用される離型剤。
(もっと読む)
光学プレート用金型とその製造方法、及び光学プレートの製造方法とこれによって製造された光学プレート
【課題】射出物の外観不良を最小化できる光学プレート用金型を提供する。
【解決手段】
本発明は、光学プレート用金型とその製造方法、及び光学プレートの製造方法とこれによって製造された光学プレートに関する。本発明による光学プレート用金型は、互いに対向配置されて成型空間を形成する第1コアと第2コアを含む。第1コアは第1面を有し、第2コアは第2面を有し、第1面と第2面とは成型空間を挟んで対向していて、第1面と第2面のうちの少なくとも一つに形成されている鏡面層とを含むことを特徴とする。
(もっと読む)
樹脂製接合品の製造方法、成形用金型および樹脂接合品
【課題】金型成形で製造した樹脂部材同士を接合した場合でも、確実に接合を行うことができる樹脂製接合品の製造方法、該製造方法で用いる成形用金型、当該製造方法により製造した樹脂製接合品を提供すること。
【解決手段】樹脂製接合品を製造するのに用いる樹脂部材10、20を金型成形する際、樹脂部材10、20の接合面11、21には、エジェクトピン500、600に起因するバリ18、28が発生するが、かかるバリ18、28を凹部14、24の底部で発生させる。このため、第1の樹脂部材10と第2の樹脂部材20との間には、バリ18、28に起因する隙間が発生しないので、第1の樹脂部材10と第2の樹脂部材20とを確実に接合することができる。
(もっと読む)
101 - 120 / 177
[ Back to top ]