
Fターム[4F202AA32]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエーテル (40)
Fターム[4F202AA32]に分類される特許
21 - 40 / 40
表面改質射出成形方法及び該表面改質射出成形方法で成形された射出成形体
【課題】優れた表面改質性、型転写性を有する表面改質射出成形方法、及び、表面が良好に改質され、かつ、優れた表面外観及び表面平滑性を有する射出成形体を提供すること。
【解決手段】以下の各工程を含む、表面改質射出成形方法;
溶融樹脂を金型キャビティに射出後、前記金型キャビティの意匠側型面から射出成形体の意匠面へ高圧流体を注入する工程(a)及び
前記工程(a)の後に行われ、前記金型キャビティの非意匠側型面から射出成形体の非意匠面へ高圧流体を注入する工程(b)。
(もっと読む)
プラスチック製柱状物の射出成形方法並びにその成型方法で得られたプラスチック製柱状物並びにそのプラスチック製柱状物を用いったレンズ駆動制御型画像安定化法を用いた撮像装置

【課題】両端に曲面を備える柱状物を製造する際に、当該柱状物の両端の曲面にヒケのない柱状物を簡便に成形することを目的とする。
【解決方法】上記課題を解決するため、キャビティ(成形空間)と当該キャビティに溶融した樹脂を注入するためのゲートとを備える金型を用いて軸部の両端に曲面を備えるプラスチック柱状物を成型する方法であって、当該金型は、当該キャビティの一端側の曲面と他端側の曲面とを結ぶ最大離間距離hとなる直線を仮想中心軸としたとき、当該仮想中心軸のいずれか一方の曲面の縁端部からの距離が0.4h〜0.6hの範囲内のキャビティの軸部形成領域に1以上のゲートを連結配置したものを用いることを特徴とするプラスチック製柱状物の射出成形方法を採用する。
(もっと読む)
インサート成形物及びその成形方法
【課題】反りなどの不良の発生を抑制でき、生産コストの更なる低減を可能とするインサート成形物およびその成形方法を提供すること。
【解決手段】平板状のインサート物を、上下両面からサポートピンで成型用型内の空間の所定位置に挟持し、左右両端から溶融樹脂を注入して、サポートピンなしで保持可能な時点でサポートピン先端を成形面まで後退させ、樹脂の充填を完了し、樹脂を固化させて、インサート成形物を得る。
(もっと読む)
環状ガスケット用成型金型
【課題】寸法精度の高いガスケットを、安価にかつ大量に製造することができる環状ガスケット用成型金型を提供する。
【解決手段】成型金型20は、固定金型21、可動金型22及びゲート金型23にてガスケット形状空間GSを形成する。ガスケット形状空間GSに溶融した樹脂を注入する樹脂注入口31を、固定金型21とゲート金型23とで環状のスリットにするとともに、環状のスリットに形成された樹脂注入口31につながる固定金型21とゲート金型23とで形成される導出通路Pが樹脂注入口31に向かって先細形状になるようした。
(もっと読む)
精密機器の外殻構造、その製造方法及び製造に用いる金型
【課題】外観品質が高く、製造容易且つ安価な精密機器の外郭構造の提供を課題とする。
【解決手段】導電性材料を含有する硬質合成樹脂からなる内側層と、エラストマーからなる外側層とを一体成形してなる精密機器の外殻構造において、前記内側層に含有する導電性材料は炭素繊維とし、前記外側層を構成するエラストマーは、ポリエステルブロックとポリエーテルブロックとのブロック共重合体を含有し、内側層、外側層の夫々の少なくとも一部が外面側に露呈し、且つ、外面側に露呈する内側層の外面と外側層の外面とが同一面上に位置する精密機器の外殻構造を解決手段とする。
(もっと読む)
樹脂製保持器
【課題】ポケット部の総数が奇数、且つ大径の保持器であったとしても、保持器の強度及び成形精度を向上することができる樹脂製保持器を提供する。
【解決手段】ポケット部11の総数が奇数とされると共に、ゲート14間ごとに配置されるポケット部11の数が最も均等になる数とされ、湯溜まり16は、ポケット部11が奇数となるゲート14間の周方向中央に位置するポケット部11の両端部に形成される柱部15のいずれか一方に位置づけられる。
(もっと読む)
玉軸受
【課題】合成樹脂製保持器の強度を高めることにより、玉軸受の信頼性を向上させる。
【解決手段】軸方向に対向する2枚の合成樹脂製環状体6,6の対向面にボール3を収容する半球状のポケット7を周方向に間隔をおいて形成し、環状体6の隣り合うポケット7,7の間に形成された結合部8を、他方の環状体6の隣り合うポケット7,7の間に形成された結合部8に結合する合成樹脂製保持器4を有し、その合成樹脂製保持器4で内輪1と外輪2の間に組み込まれたボール3を保持する玉軸受において、結合部8の他方の環状体6の結合部8との合わせ面11とは反対側に、隣り合う一方のポケット7から他方のポケット7に至る壁14を形成する。
(もっと読む)
発泡成形品及びその製造方法
【課題】表皮の端部を芯材に確実に密着させて発泡性材料の漏れを防止するとともに、発泡層形成後に不要な表皮をカットする工程を省略することが可能な、発泡成形品及びその製造方法を提供すること。
【解決手段】成形型10の上型11に芯材2をセットするとともに、成形型10の下型12に表皮4をセットしてから、成形型10を型合わせして表皮4の端部と芯材2とを密着させた後に、芯材2と表皮4の間に発泡性材料を注入し、発泡層3を形成する。ここで、成形型10の型合わせの際に、下型12に予め形成された突部13を表皮4の端部に押し付けることにより、表皮4の端部に切れ目4bを形成するため、発泡層の形成後に切れ目4bに沿って表皮4の不要部分を簡単に取り除くことができる。
(もっと読む)
車両用灯具の反射鏡の成型方法
【課題】従来の車両用灯の反射鏡の成型においては、成型時に反射鏡の中心に設けられる光源取付穴で樹脂の流れが2方向に分かれ、再度、一体化するときにウエルドライン6を生じて美観を損なうものとなる問題を生じていた。
【解決手段】本発明により、反射鏡1の外周の一点には熱可塑性樹脂を注型するゲート3が設けられると共に、光源取付穴2を介してゲートと対峙する位置となり反射鏡の金型10の裏面側となる部分には、反射鏡の平均肉厚よりも適宜な厚肉部分を形成する凹部10aが光源取付穴の外径に沿う円弧状として形成されており、凹部の外周側には反射鏡の平均肉厚よりも適宜な薄肉部分を形成する凸部10bが略扇状として設けられている金型を用いて成形する車両用灯具の反射鏡の成型方法。
(もっと読む)
シールリングおよびシールリング製造方法
【課題】摺動による摩耗を抑制しつつ安定したシール性を得ることができるシールリングおよびシールリングの製造方法を提供する。
【解決手段】軸孔を有するハウジングと軸孔に挿入される軸のうちの一方の部材に設けられた環状溝に装着されて、これら2部材間の環状隙間をシールするシールリング1において、シール面以外の領域において、環状溝に設けられた穴に嵌められる突起13を備えることを特徴とする。
(もっと読む)
導電性成形体とその成形方法
【課題】射出成形工程において導電性編地を均一に安定的に成形体に貼り付けることが可能な成形方法を提供する。
【解決手段】メッシュ状導電性編地3をコア型1bに密着させるための突起2a,2bを有するキャビティ型1aを用いて射出成形する。
(もっと読む)
樹脂製シールリングの射出成形用金型
【課題】合い口部の隙間精度に優れ、生産性を向上させることができる。
【解決手段】複合ステップ形状の合い口を有する矩形断面の樹脂製シールリングを射出成形するための金型であって、複合ステップ形状を構成する外径面側段部4の外周面4aがシールリング側面1dに向かって内径向き勾配を有し、この外径面側段部4に嵌合する他方の合い口の外径面側突起が略同一の内径向き勾配を有する樹脂製シールリングが成形できる。
(もっと読む)
界面活性剤を用いて、シリコーンヒドロゲルの眼科用レンズを浸出させ、かつ、離型させるための方法およびシステム
【課題】本発明は、浸出補助剤および離型補助剤として、水溶液を用い、ヒドロゲルレンズを処理するための方法およびシステムを提供する。
【解決手段】本発明は、界面活性剤を用いて、シリコーンヒドロゲルの眼科用レンズを浸出させ、かつ、離型させるための方法およびシステムを含む。
(もっと読む)
射出圧縮成形品の成形方法
【課題】寸法安定性に優れると共に、衝撃強度にも優れた大型の樹脂射出成形品の射出圧縮成形法による成形方法を提供することにあり、更に詳しくは、結晶性熱可塑性ポリマーと非晶性熱可塑性ポリマーからなる樹脂組成物、殊に強化フィラーで強化された樹脂組成物において、組成によることなく大型の樹脂射出成形品における耐衝撃性を向上させる方法を提供する。
【解決手段】結晶性熱可塑性ポリマー(a1成分)5〜90重量部、および非晶性熱可塑性ポリマー(a2成分)10〜95重量部の合計100重量部からなる樹脂組成物から最大投影面積が1000cm2以上であり、かつ厚みが0.5〜10mmである射出成形品を得るに当り、射出圧縮成形を採用して成形品の湾曲部における高速面衝撃試験により測定される23℃および−30℃における耐衝撃値を1.1〜1.6倍に向上させることを特徴とする成形方法。
(もっと読む)
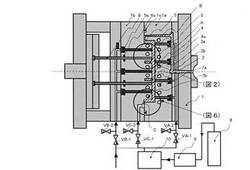
射出成形方法及び装置
【課題】射出成形加工時に表面を全体的又は選択的に改質された成形品を製造する方法及びを提供する。
【解決手段】熱可塑性樹脂を射出成形することによって成形品を製造する方法であって、金型内に前記熱可塑性樹脂を溶融樹脂として導入する第1の導入工程と、前記第1の導入工程の後又は同時に行われ、前記金型内に溶解物質が溶解した超臨界流体を導入する第2の導入工程と、前記溶融樹脂を固化し、前記溶解物質を前記成形品の表面に配置させる工程とを有することを特徴とする方法を提供する。
(もっと読む)
耐熱性熱可塑性フィルム用真空成形機および耐熱性熱可塑性フィルムの真空成形方法
【課題】装置全体を小型化可能で、雄型、雌型の金型の種類を問わずに適用することができ、耐熱性熱可塑性フィルムを精度良く成形することができる耐熱性熱可塑性フィルム用真空成形機および耐熱性熱可塑性フィルムの真空成形方法を提供する。
【解決手段】金型を真空室中に配置して耐熱性熱可塑性フィルム40を成形する真空成形機において、真空室を、金型11とこの金型を加熱するヒーター12とを収納した可動式の下部チャンバー10と、予熱ヒーター22を収納した可動式の上部チャンバー20とに二分割し、上下チャンバー間に配置した固定ブース30にフィルム40を配置して、上下チャンバーの圧力差によりフィルムを所定の金型形状に成形するように構成する。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】貫通穴を有する射出成形品の成形において、ウエルドラインを発生させることなく、生産性が良好で、精度良く貫通穴を形成できる射出成形用金型の提供。
【解決手段】射出成形用金型1は上型2内にキャビティ4の貫通穴部分に突出可能に設けられた摺動ピン5A,5Bと、その支持板6A,6Bにおいて突出方向に付勢するコイルスプリング7A,7Bと、摺動ピン5A,5Bに微振動を付与する微振動付与手段として支持板6A,6Bに取付けられた電気振動子及び振動子駆動電源10と、摺動ピン5A,5Bを停止させておくストッパー8A,8Bとストッパー駆動用エアシリンダ9が設けられ、制御装置11からの信号線11Bを介しての制御信号によって、射出成形スクリューがキャビティ4内に溶融樹脂を充填し終わる直前にストッパー8A,8Bを解除して摺動ピン5A,5Bをキャビティ4内に突出させる。
(もっと読む)
高負荷伝動ベルトおよびそれに用いるブロックの製造方法
【課題】ブロックの中でも特に応力が集中して割れが発生しやすい嵌合溝内の下ビームとピラーとの境界付近での、応力の集中を緩和し、ブロックの破損を防止することでより寿命の長いベルトを提供する。
【解決手段】エラストマー4中に心体5を埋設したセンターベルト3と、該センターベルト3の長手方向に沿って複数のブロック2を嵌合固定した高負荷伝動ベルト1において、ブロック2は上ビーム11および下ビーム12と上下ビームの中央同士を連結するピラー13からなってブロック2の両側面に嵌合溝14、15を形成しており、またブロック2は短繊維41を配合した樹脂素材40からなっており、下ビーム11とピラー13との境界付近において短繊維41がベルト幅方向に対して45°以内の角度に配向している。
(もっと読む)
動圧軸受装置
【課題】 この種の動圧軸受装置におけるハウジングを、高耐油性と低アウトガス性を有する樹脂材料で形成することで、軸受装置の清浄度を確保する。
【解決手段】 動圧軸受装置1の内部に充満させる潤滑油としてエステル系潤滑油を使用し、かつハウジング7を、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)、ポリアミド(PA)、熱可塑性ポリイミド(TPI)、ポリブチレンテレフタレート(PBT)の何れかをベースとする樹脂材料で形成した。
(もっと読む)
HDDヘッド用トレー及びその製造方法
【課題】 寸法精度が優れた、ソリの小さなHDD収納トレー、特に洗浄、運搬用トレーおよびその製造方法を提供する。
【解決手段】 導電性樹脂組成物を射出成形して成るハードディスクドライブヘッドの洗浄運搬用トレーにおいて、ヘッドを収納する窪みがトレーの表面中央部に複数個設けられ、該窪みが設けられた上面がトレー外側周辺部の表面と同じかそれより凸になっており且つ該窪みが設けられた面の裏面がトレー外側周辺部の裏面と同じかそれより凸になっている事を特徴としたハードディスクドライブヘッドのトレー。
(もっと読む)
21 - 40 / 40
[ Back to top ]