
Fターム[4F202AB08]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 核剤、結晶化剤 (15)
Fターム[4F202AB08]に分類される特許
1 - 15 / 15
ポリエステル系樹脂組成物の熱成形材料と成形方法
複合体及びその製造方法
【課題】接着剤を用いずにマグネシウム−リチウム合金と樹脂組成物とを一体化させた複合体及びその製造方法を提供する。
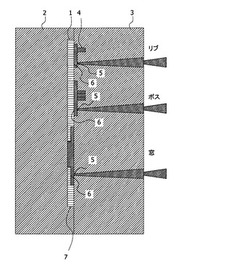
【解決手段】金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。金属部品1の基材はマグネシウム−リチウム合金である。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】アイソタクティックプロピレン重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、アイソタクティックプロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、シンジオタクティックプロピレン重合体(C)を、前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して1〜20質量部、及び、有機ポリマービーズ(D)を前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して0.1〜20質量部含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形することにより得られる。
(もっと読む)
熱可塑性樹脂の成形方法及び成形品
【課題】耐熱性の優れたバイオマス系樹脂成形品を成形するにあたり、石油系樹脂と同等の成形性、生産性を有する熱可塑性樹脂の成形方法を提供する。
【解決手段】下記化学式(1)、及び化学式(2)で表される構成単位を含むポリヒドロキシアルカノエートからなる樹脂(A)と、ポリ乳酸樹脂(B)と、結晶核剤(C)を含有し、前記樹脂(A)10〜90重量部、ポリ乳酸樹脂(B)90〜10重量部を含む樹脂混合物100重量部に対し、結晶核剤(C)を0.1重量部から5重量部含む樹脂組成物を、金型温度40〜90℃、冷却時間10〜60秒で成形することを特徴とする熱可塑性樹脂の成形方法。−[−O−CH(CH3)−CH2−CO−]−・・・(1)、−[−O−CH(R)−CH2−CO−]−・・・(2)[但し、RはCnH2n+1(n=1〜14)である。]
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂組成物の成形方法および成形体

【課題】ポリ乳酸樹脂に耐熱性を付与させ、各種用途に要求される性能を損なわず、生分解性を維持する優れたポリ乳酸樹脂組成物の射出成形方法とそれにより得られる成形体を提供する。
【解決手段】金型を、急激な昇温と急激な冷却が可能なようにし、材料のポリ乳酸樹脂に、結晶化を誘起する物質を添加剤として含有させることで、結晶化温度を特定の範囲にさせることで、ポリ乳酸樹脂組成物を当該金型内で結晶化させる。
(もっと読む)
ポリ乳酸樹脂成形体の製造方法
【課題】 金型温度を低くしても十分な結晶化度を有し、優れた耐熱性、耐衝撃性及び柔軟性を有するポリ乳酸樹脂成形体を得ることができる製造方法の提供。
【解決手段】 光学純度99%以上のポリ乳酸樹脂及び可塑剤を含有するポリ乳酸樹脂組成物を、溶融混練後、得られた溶融物を70℃以下の金型内に充填して成形する、相対結晶化度60%以上のポリ乳酸樹脂成形体の製造方法。
(もっと読む)
ポリ乳酸系樹脂組成物、成形品及びその製造方法
【課題】 耐熱性及び衝撃強度に優れた成形品が成形性良く得られるポリ乳酸系樹脂組成物、該ポリ乳酸系樹脂組成物からなる耐熱性ポリ乳酸系樹脂成形品、及び該耐熱性ポリ乳酸系樹脂成形品の製造方法を提供する。
【解決手段】 ポリ乳酸に、下記一般式(I)で表される二塩基酸ビス(安息香酸ヒドラジド)化合物を配合したポリ乳酸系樹脂組成物、及び該ポリ乳酸系樹脂組成物を溶融した後、溶融した該ポリ乳酸系樹脂組成物を、結晶化開始温度以下ガラス転移温度以上の範囲に設定された成形機の金型に充填し、結晶化させながら成形する耐熱性ポリ乳酸系樹脂成形品の製造方法。
(式中、RはC1〜12のアルキレン基、アルケニレン基、シクロアルキレン基、エーテル結合を有するアルキレン基を、R1、R2、R3及びR4は水素原子、ハロゲン原子、C1〜12のアルキル基、シクロアルキル基、アリール基、アリールアルキル基、アルキルアリール基を表すか、R1とR2及び/又はR3とR4が結合して5〜8員環を形成する。)
(もっと読む)
自動車部品
【課題】 ステレオコンプレックスポリ乳酸の耐熱性を活かした自動車部品を提供する。
【解決手段】 (A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が70%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られる自動車部品。ポリ乳酸は、L−乳酸単位90〜100モル%と、D−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−1)と、D−乳酸単位90〜100モル%と、L−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−4)とからなり、(A−1/A−4)が10/90〜90/10(重量比)である。
(もっと読む)
樹脂発泡成形体およびその製造方法
【課題】軽量ながら厚み方向への圧縮力に対して座屈しにくく自動車の内装材として良好な弾性かつ良好な触感を得ることができるとともに、高い吸音性を得ることが可能な樹脂発泡成形体の提供を課題とする。
【解決手段】近接位置L1にあるときの一対の成形型11,12の間の距離を1.0〜10.0mmとし、近接位置L1から離間位置L2までの離間距離を1.0〜50.0mmとして、表面に非発泡のスキン層M16を形成しながら成形型11,12の離間方向D1へ前記離間距離以下で1.0mm以上となるように気泡を連続させて霜柱状に発泡セルM13を伸長させて樹脂発泡成形体M10を成形する。また、キャビティに充填された樹脂成形材料内で前記離間方向とは垂直な方向D2へ該離間方向の温度分布を異ならせて成形型を離間11,12させることにより前記温度分布の異なりに応じた空洞を内部に形成して樹脂発泡成形体を成形する。
(もっと読む)
転写性に優れた樹脂組成物を用いたマイクロ部品
通常の射出成形の温度及び圧力以下でスタンパの微細加工又は、金型形状を精密に転写することができる樹脂組成物及び該組成物を用いたマイクロ部品の提供を目的とする。ポリプロピレン系樹脂と一般式X−Yで表記されるブロックコポリマーの水素添加誘導体とを含有していることを特徴とする。 ここで、ポリマーブロックXは、ポリプロピレン系樹脂に相溶しないポリマーブロックであり、ポリマーブロックYは、共役ジエンのエラストマー性ポリマーブロックである。 (もっと読む)
1 - 15 / 15
[ Back to top ]