
Fターム[4F202AD09]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892) | ラベル・絵付け材 (126)
Fターム[4F202AD09]に分類される特許
101 - 120 / 126
インモールドラベル成形におけるラベル帯電方法

【課題】擬似コアの移動に伴って巻き付けられたラベルを所要の電荷に帯電させることにより金型に対するラベルの装着時間を短縮して成形時間との整合性を図って成形作業を効率化する。
【解決手段】外周面にラベルが巻付けられた擬似コアを金型へ移動する途中において所要の高電圧が印加され、移動方向に対して所要の長さからなる一対の電極部材間を通過させることによりラベルを所要の電荷に帯電させる。
(もっと読む)
疑似コアおよびこれを用いる射出成形金型

【課題】特殊なラベルを用いず、且つラベルを傷付けることなく、固定型のキャビティ内に確実に挿入してインモールド成形ができると共に、ラベルなしの射出成形にも支障を来さない、疑似コアおよびこれを用いる射出成形金型を提供する。
【解決手段】先細形状を呈し且つ吸引用の孔6が開口する周壁2と、係る周壁2の後端外周に位置し且つ係る周壁2の軸方向に沿って進退可能とされたラベル押出リング(ラベル押出手段)8と、上記周壁2を含む疑似コア本体3および上記ラベル押出リング8を含む前記疑似コア1を、対向する可動型40と固定型31との間に挿入・脱出させる移動体20およびボールスプライン軸受(挿脱機構)21と、上記周壁2を固定型31の雌形キャビティ32に進入・退出させるエアシリンダ(進退機構)23〜26と、を含む、疑似コア1。
(もっと読む)
ラベルの貼られた容器およびその製造方法および製造装置
ラベルの貼られた発泡樹脂容器製造用の装置および方法。この方法は、静電荷を維持することができるラベル材料から形成されるラベルシートを2部鋳型の雌部分の内壁に付着させるステップと、2部鋳型の1つまたは複数の雄部分を1つまたは複数の鋳型空洞を形成するように対応する雌部分と接触して位置決めするステップと、発泡性樹脂ビードまたは予備発泡された樹脂ビードを鋳型空洞内に加えるステップと、発泡性樹脂ビードまたは予備発泡された樹脂ビード発泡がラベルの貼られた容器を形成するのを達成させるために、鋳型空洞に十分な長さの時間十分な量の熱を加えるステップと、ラベルの貼られた容器を冷却するステップと、ラベルの貼られた容器を鋳型空洞から取り外すステップとを含む。ラベルの貼られた容器の外壁上のラベルは、平滑な円周表面を示す。 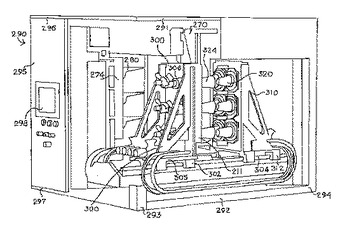 (もっと読む)
(もっと読む)
立体加飾品の製造方法
【課題】 天然の木材の風合いを有する意匠性の高い立体加飾品を容易に製造することが可能な立体加飾品の製造方法を提供する。
【解決手段】 立体加飾品11aの製造方法は、木材の表面を平面的に象った杢目柄をフィルム13aに印刷する印刷工程と、該印刷工程で印刷されたフィルム13aを金型41内にインサートしてインモールド成形する成形工程とを備える。成形工程では、木材の表面を立体的に象った凹凸形状と相補的な凹凸面45を有する金型41が用いられ、かつ前記木目柄を凹凸面45に対応させるようにして、フィルム13aを金型41内にインサートする。凹凸面45は30〜200μmの最大深さを有していることが好ましい。
(もっと読む)
インモールドラベル付き容器とその成形方法
【課題】 割金型の胴部成形型面側に対して、最も早く接触するパリソンやプリフォームの部分の高さ位置を、予め設定した位置となるようにし、もってインモールドラベルと、パリソンやプリフォームからブロー成形された容器本体との間に、空気溜りが形成されないようにすることを目的とする。
【解決手段】 容器本体1の胴部4の外周面の全周範囲に亘って、インモールドラベル7を固着させた容器であって、胴部4に、割金型13の胴部成形型面14側に最も早く接触する環状の肉厚最小部分4aを形成して、胴部4と、全周に亘って固着したインモールドラベル7との間に、空気溜りが形成されないようにした。
(もっと読む)
複合構造要素の製造方法
【課題】多要素成形品の製造方法に関する。
【解決手段】第1プラスチックフィルムおよび第2プラスチックフィルムをインジェクションモールドの第1キャビティに別々に導入し、第1および第2プラスチックをその間に空隙を形成するように第1キャビティ内にそれぞれ配置する。次いで、空隙に第1熱可塑性材料を注入し、これにより第1成形品を形成する。次いで、第1成形品を金型から外し、第1成形品および少なくとも1つの第2成形品を金型の第2キャビティに一緒に導入する。最後に、第2熱可塑性材料を金型の第2キャビティに注入し、これにより第1成形品および第2成形品を共に組み合わせ、このようにして多要素成形品を形成する。
(もっと読む)
成形同時両面加飾金型と成形同時両面加飾品の製造方法
【課題】 加飾フィルムの金型に対する固定力が弱く、不安定であり、射出された成形樹脂の流動力によって、加飾フィルムの浮きやめくれが発生していた。
【解決手段】 第1型の射出口を覆わない部分に第1加飾フィルムを沿わせ、第2型に第2加飾フィルムを沿わせた後に第1型と第2型とを型閉めし成形樹脂を射出して樹脂成形品を成形すると同時に該樹脂成形品の表裏両面に加飾フィルムを接着させる成形同時加飾法に用いる成形同時両面加飾金型であって、第1加飾フィルムの射出口側端部を挟み込む挟み込み部材を第1型に有することを特徴とする成形同時両面加飾金型。
(もっと読む)
インモ−ルドラベル成形容器
【課題】 汎用樹脂のポリプロピレン、ポリスチレンなどからなる成形容器のインモールドラベル成形において、使用するラベルが透明性があって内容物の変質原因である紫外線を遮断し、かつ酸素ガスに起因する酸化などの変質を防ぐことができるインモールドラベル容器の提供を課題とする。
【解決手段】 基材フィルム31に少なくとも透明な紫外線遮断層34、必要に応じて透明なガスバリア層及び成形容器の樹脂との熱接着樹脂層36積層されたインモールドラベルを容器の側部10a、底部10bに設ける。そして底面ラベル2の外径は底部10bの外径Bより大きく、側部10aの外径Aより小さく、底面ラベル2の周縁部2aは下方に降下して構成する。
(もっと読む)
樹脂積層部材の製造方法
【課題】スライド型を利用することなく、フィルムインモールド法により傾斜面をもつ樹脂積層部材を製造する場合であっても、意匠ズレやフィルム破れ等の問題を解消する。
【解決手段】水平に延在する係合部10と傾斜した第1外面11をもつ樹脂積層部材3をフィルムフィルムインモールド法で製造する際、鉛直方向に延在する第1内面成形用型面で鉛直方向に延在させたフィルムを賦形しつつ第1樹脂層3を一体的に形成し一次成形品を得る。フィルム賦形時の伸び量が小さくなり、意匠ズレ等を抑えることができる。この一次成形品を型内に傾けて配置して第2樹脂層7を成形して樹脂積層部材3を得る。これを型抜きする際、係合部10がアンダーカットとならずに、水平方向に型抜きすることができる。
(もっと読む)
残留応力を無くした薄板状射出成形同時加飾品、個別成形品、薄板状射出成形同時加飾用金型及び薄板状射出成形同時加飾品の製造方法
【課題】残留応力を無くした薄板状射出成形同時加飾品を得る。
【解決手段】 単一または複数の個別成形品部51、応力緩衝部残滓41とゲート跡71を含み、少なくとも一の個別成形品部51とゲート跡71の間に応力緩衝部残滓41が在り、個別成形品部51は、板状で厚さが0.6mm〜1.5mmであって、その表面は第1加飾シート3を使用して加飾された第1加飾面61を有し、応力緩衝部残滓41は、少なくとも一部分の厚さは個別成形品部51の厚さよりも厚く、成形樹脂が略放射線状に流れることで形成される薄板状射出成形同時加飾品である。
(もっと読む)
車両用部品を製造する方法および装置
本発明は、金型の少なくとも1つのキャビティ(55)を有する金型(50)で、少なくとも部分的にプラスチック製である車両用部品を製造する方法に関する。この方法では、金型が少なくとも部分的に閉鎖され、その際、金型の該少なくとも1つのキャビティが、該少なくとも1つのキャビティの少なくとも1つの可動壁部(53)によって第1位置にもたらされ、金型の該少なくとも1つのキャビティにプラスチックが注入され、金型が完全に閉鎖されると、および/または、少なくとも1つの可動壁部が移動されると、金型の該少なくとも1つのキャビティが、第1位置にあるときと異なる容積を有する第2位置にもたらされ、これら全ての工程は、金型の該少なくとも1つのキャビティを第1位置から第2位置とすることによって、プラスチックが、金型の各キャビティに完全に充填されるように行われる。  (もっと読む)
(もっと読む)
特殊な形状の成型品の表面に張設する樹脂薄膜フィルムと、その張設手段
【課題】 仮令えば携帯電話の表面パネルのように多数の凸凹がある部材に張設して雨水の浸入や塵埃や湿気や錆や臭気の発生を未然に防止する合成樹脂薄膜フィルムを張設した成型品の製造方法を提唱するもの
【解決手段】 装置本体に装備させた一対の金型間に合成樹脂薄膜フィルム本体フィルムを介在させ、該金型を閉じる行程と、該金型金型内に樹脂材料を射出し、合成樹脂薄膜フィルム本体フィルムが張設された製品を製造する行程と、当該製品から合成樹脂薄膜フィルム本体フィルムの不必要部分をカットする行程と、当該製品を金型から突出す行程よりなる。
(もっと読む)
加飾用積層シ―ト及び被覆成形品の製造方法
【課題】 表面層を有する加飾用成形シートであって、成形直前の高温加熱により硬化反応が進行しすぎず、成形時の伸び率が高く(真空成形法で300%以上の展開倍率を有する。)、得られる被覆成形品の外観や表面光沢に優れる加飾用積層シートを提供する。
【解決手段】 表面層(A)と透明又は半透明の熱可塑性樹脂層(B)とインキ層(C)と支持基材層(D)とがこの順に積層された加飾用積層シートであって、前記表面層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜80%の範囲で半硬化させた層である加飾用積層シート、及び、金型表面に前記加飾用積層シートを密着させる際のシート温度が100℃以上である被覆成形品の製造方法。
(もっと読む)
強化構造を有するプラスチック製品およびそれを製造する方法
少なくとも一方面に波状の起伏を有する少なくとも1つの壁を有し、少なくとも一方向における壁の厚さが、滑らかな起伏に沿って交互に増減するプラスチック射出成形製品。本発明はまた、プラスチック製品を製造する方法も提供する。この方法では、製品の少なくとも1つの壁が射出成形によって金型キャビティ内で形成され、前記少なくとも1つの壁を形成する金型キャビティの一部は、退避位置と前進位置との間で移動可能な少なくとも1つの可動金型壁部を有し、可動金型壁部が退避位置にある状態で、プラスチックが金型キャビティのそれぞれの一部に導入され、次いで、前記可動金型壁部が前進位置に運ばれて、金型キャビティの前記一部の中のプラスチックが拡がる。前記可動金型壁部および/または反対側の金型壁部は、形成する壁の少なくとも一方面に波状の表面が形成されて、それぞれの壁の一方向における壁厚が、厚い部分と薄い部分とが交互に現れる起伏を有するように、形成されている。  (もっと読む)
(もっと読む)
装飾フィルムのインサート成形方法
本発明は、熱可塑性材料(3)用の1またはそれより多くの入口開口部(5)を有する金型キャビティ(7)において、装飾フィルム(2)を熱可塑性材料(3)でインサート成形する方法に関する。フィルム(2)はその全面が金型キャビティ(7)の内壁に配置され、インサート成形の前に、少なくとも1つの入口開口部(5)の付近で装飾フィルム(2)に保護要素(4)が供給されている。  (もっと読む)
(もっと読む)
背面射出されたプラスチック成形物の製造方法
【課題】
背面射出されたプラスチック成形物の製造方法を提示する。
【解決手段】
この発明は、各々がポリオレフィンから成る装飾層(5)と、発泡層(6)と、基材(8)とから構成された、背面射出されたプラスチック成形物の製造方法に関するものである。前記方法において、装飾層(5)と発泡層(6)とは複合体の形態として射出成形用金型の内部に設置され、次にそれらは、閉じられた射出成形用金型(1、2)内で基材材料(8)を用いて背面射出される。完成した成形物(9)上の所望とする装飾層(5)の外面を構造化するため、該装飾層(5)が当接する前記射出成形用金型(1、2)の内面は相補的な態様で構成されている。独立気泡から形成された発泡層(6)が用いられ、前記層は、閉じた射出成形用金型(1、2)において、基材材料の硬化中に該射出成形用金型(1、2)の表面構造(7)に対応して永久に圧縮される。射出成形用金型(1、2)の表面構造(7)は、該表面それ自体を対応させて形成すること、或いは該射出成形用金型(1、2)の表面と装飾層(5)との間に配置されるインサートにより得ることができる。  (もっと読む)
(もっと読む)
インモールドラベル方式プラスチック容器
インモールドラベルに多少の寸法の誤差がある場合においても、意匠性を損なうことなく、また歩留まりの低下も招くことなく、製造することが可能なインモールドラベル方式プラスチック容器を提供するとともに、当該容器の開口部に直接口を付けて内容物を飲食した場合においても安全なインモールドラベル方式プラスチック容器を提供することを主な課題とする。インモールドラベル方式プラスチック容器の下方は糸じり部が形成されており、その寸法は、0.3mm以上20mm以下であって、当該糸じり部においても容器側面部と同様のラベリングがされているインモールドラベル方式プラスチック容器を提供する。  (もっと読む)
(もっと読む)
カップ状容器
【課題】 多数のリブを設けたカップ状容器の側壁外周面で、リブが形成された部分も含めて広い領域で加飾あるいは表示機能を十分発揮させることを課題としたものであり、もってリブによる断熱あるいはすべり防止等の機能を有すると共に、今までにない加飾および表示機能が十分発揮される商品性の高いカップ状容器を提供することを目的とする。
【解決手段】 ラベルを容器本体の側壁外周面にインモールド成形により一体的に貼付する共に、ラベル上に突条状の縦リブを多数突設した容器において、縦リブの少なくとも上端部を側壁に一体連結して、この縦リブを形成する。
(もっと読む)
インモールド蓋材の製造装置
【課題】 容易かつ簡易にインモールド蓋材を製造することができるインモールド蓋材の製造装置を提供する。
【解決手段】 インモールド蓋材の製造装置は、ラベル原反40をラベル11毎に打抜くラベル打抜装置35と、ラベル打抜装置35で打抜いたラベル11を吸着する第1吸着ヘッド41aを有する第1吸着機構41と、第1吸着ヘッド41aにより吸着されたラベル11を受けとる第2吸着ヘッド42aを有する第2吸着機構42とを備えている。第2吸着機構42の第2吸着ヘッド42aにより吸着されたラベル11は、成形型50の開いた状態の雌型51と雄型52との間に移載され、雌型51内に装着される。雌型51と雄型52とが閉となり、雌型51と雄型52との間で、インモールド蓋材1が成形される。
(もっと読む)
成形品の製造方法
【課題】 歩留まりを向上させることができるとともに、生産性を向上させることができる成形品の製造方法を提供する。
【解決手段】 成形品としてのインストルメントパネルの表皮を成形する表皮成形工程は、表皮成形用固定金型31と表皮成形用移動金型32とで形成される表皮成形用キャビティ33に、第1ゲート34及び第2ゲート35から同じ射出圧で流動性がスパイラルフローで20〜70cmの範囲内の表皮成形用材料36を射出して表皮を成形する工程である。この工程において、表皮成形用キャビティ33からの表皮成形用材料36の漏れを抑制する漏れ抑制部位として接触部分32bを設定する。表皮成形用固定金型31には、第1ゲート34及び第2ゲート35を接触部分32bに対して第1ゲート34が第2ゲート35よりも近くなるように配設する。表皮成形用材料36の射出時には、第1ゲート34からの射出よりも第2ゲート35からの射出を先に行う。
(もっと読む)
101 - 120 / 126
[ Back to top ]