
Fターム[4F202AD09]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892) | ラベル・絵付け材 (126)
Fターム[4F202AD09]に分類される特許
21 - 40 / 126
インモールドラベル容器
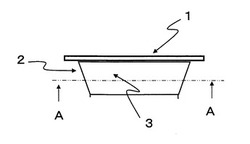
【課題】本発明の目的は、インモールドラベル容器の形成において、隣接するラベルの隙間が生じることを防止し、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
【解決手段】隣接するラベルと重複する部分を有するインモールドラベル容器であって、前記重複する部分の成形品肉厚を、他の重複しない部分の成形品肉厚に対して、用いるラベルの厚みの1〜5倍厚くすることにより、ラベルの均一接着に必要な熱エネルギーを溶融樹脂から供給することで、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
(もっと読む)
転写印刷装置

【課題】従来のレジスターラインを用いることなく、レジスターマークのみを用いて転写箔送り時の位置ずれを修正可能な転写印刷装置を提供する。
【解決手段】帯状体の表面に複数貼付された転写箔を被転写物に転写する転写手段と、帯状体を転写手段に供給する供給手段と、帯状体を幅方向に位置決めする第1、第2の位置決め手段と、転写箔に対応して設けられたマークの位置情報を取得する第1および第2の位置情報取得手段と、取得されたマークの位置情報を予め記憶された登録位置情報と比較する第1および第2の比較手段とを備え、第1の位置偏差が所定値以下の値となるように供給手段および第1の位置決め手段が駆動され、第2の位置偏差が所定値以下の値となるように第2の位置決め手段が駆動されることにより、帯状体が長手方向および幅方向に位置決めされた状態にて、転写箔が転写されることを特徴とする転写印刷装置。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に多様な質感、さらには深みのある立体的な視覚効果を付与することを技術課題とするものであり、インサートラベルにより高度にアイキャッチ効果が発揮される合成樹脂成形品を提供することを目的とする。
【解決手段】 インサート材としてインサートラベルを成形金型のキャビティ面に配設した状態でインサート成形され、このインサートラベルにより表面を加飾した合成樹脂成形品において、インサートラベルは合成樹脂製フィルムを基材層としたものとし、この基材層の表面側に、キャビティ面の中に粗面化加工により形成され粗面化領域の微細な凹凸構造が、インサート成形と同時に転写された粗面転写領域を有する構成とする。
(もっと読む)
化粧シート及び化粧成形品
【課題】深絞り加工が必要な化粧成形品に適用しても、多孔質状の装飾シートからの気泡の発生を抑制し、表面の凹凸の発生を抑制することができ、意匠性に優れると共に様々な意匠性への要求に対応できる化粧シート及び該化粧シートを用いた化粧成形品を提供すること。
【解決手段】湾曲部を形成し、次いで射出成形により基材樹脂と一体化させて用いられる化粧シート1およびこれを用いた化粧成形品である。化粧シート1は、裏面側19から順に、基材側接着層11、多孔質状の装飾シート13、保護層側接着層15、及び表面保護層16とを積層し一体化してなる。保護層側接着層15は、及び表面保護層16は、特定の材質からなる。表面保護層16にはインクからなる印刷領域12が形成されている。
(もっと読む)
射出成形用金型装置
【課題】インモールド転写を実施する射出成形用金型装置において、巻取ローラの交換頻度を少なくすると共に、その交換作業を実施し易くすること。
【解決手段】固定型2と、固定型2に対して型締め及び離間可能に水平方向に移動する可動型5と、転写箔を備えた転写シートSが巻回され、可動型5の上方部位に配置された供給ローラ7と、供給ローラ7から転写シートSを固定型2と可動型5との間に送給するよう、可動型5の下方部位に配置された駆動ローラ8と、駆動ローラ8の下流側に、転写後の転写シートSの送り方向を変更する巻取方向変更機構10を備え、平面視において、可動型5及び固定型2の外方に備えた巻取ローラ11に転写後の転写シートSを巻取可能に構成する。
(もっと読む)
フィルム一体化成形品製造システム
【課題】フィルムがカールしていても、埋め込み体が所望の位置/姿勢でフィルムに埋め込まれたフィルム一体化成形品を製造する。
【解決手段】埋め込み体が埋め込まれたフィルムを備える成形品の製造システムであって、成形品を射出成形する金型30を備える射出成形装置58と、フィルムの第1表面を吸着する平坦な吸着面を備えた吸着テーブル70と、フィルムを吸引して吸着保持する平坦な吸着保持面を備え、吸着テーブル70に吸着されたフィルムの第2表面に吸着保持面を押し当てて吸引することによってフィルムを保持し、保持したフィルムを金型30に位置合わせするロボット96と、金型30に搬送される前に、ロボット96に保持されたフィルムの第1表面に埋め込み体を貼り付ける貼り付け装置56と、ロボット96によって平坦状態で金型30に位置合わせされた、且つ第1表面に埋め込み体が貼り付けられたフィルムを金型30に固定する固定装置とを有する。
(もっと読む)
プラスチック筐体
【課題】金属製ロゴマークをプラスチック筐体から剥がれにくする。
【解決手段】樹脂に埋め込まれた金属製ロゴマーク20が筐体の表面側で露出しているプラスチック筐体を、前記金属製ロゴマーク20が前記筐体の前記樹脂の表面側に露出する露出部21と、前記露出部の表面より高さが低い上面を有する帯状の梁部22を備え、前記梁部22が前記露出部21を連結し、前記露出部21の周縁と前記梁部22の上面が前記樹脂で覆われ、前記梁部22の上面の該樹脂が前記梁部22の縁22bの樹脂を介して裏面の前記樹脂に連結されて強固に保持されるようにする。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に立体的で深みのある視覚効果を付与すること主たる技術課題とするものであり、インサートラベルにより高度に加飾された合成樹脂成形品を提供することを目的とする。
【解決手段】 インサートラベルをインサート材としたインサート成形により表面を加飾した合成樹脂成形品において、成形品は表面に所定の形状の凸部を突出形成したものであり、インサートラベルの層構成は透明な合成樹脂製の基材フィルムの裏面側に、所定の形状の加飾層とさらに最裏面側の全領域に接着層を積層して有するもので、加飾層が成形品の凸部の所定の形状に合せて、この凸部に積層される構成とする。
(もっと読む)
射出成形用金型
【課題】溶融樹脂による加飾層のインキ流れを抑制し良好な樹脂成形品の製造が可能な射出成形用金型を得る。
【解決手段】樹脂部の表面に加飾層を形成した樹脂成形品の製造に用いる射出成形用金型であって、樹脂形成用のキャビティ3に樹脂を注入する扁平状の樹脂流通路を有するゲート1を備え、当該ゲート1の両縁部のうち少なくともいずれか一方の縁部1Aに、キャビティ3の側に樹脂流通路の幅がさらに広がるよう第1屈曲部1bを設けると共に、当該第1屈曲部1bより下流に位置するゲート1の縁部1Aを、当該縁部1Aが接続するキャビティ3の内壁面3Aに対して所定の角度をもった状態に接続して当該位置に第2屈曲部1dを構成し、第1屈曲部1bと第2屈曲部1dとの間に位置する縁部1Aが、直線状の縁部Sを少なくとも一つ備えている。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造方法
【課題】インサート材の周囲に樹脂部を備え、強度と美観を向上させた樹脂成形品、及びその製造方法を提供する。
【解決手段】凹部を有するシート材4と、凹部に配置され、裏面がシート材4の表面に接着した平板状のインサート材3と、シート材4の表面がインサート材3の側面に密着するように、シート材4の裏面、かつインサート材3の周囲に、射出成形により環状に形成された樹脂部7と、を備えた。
(もっと読む)
プレス成形と同時に熱転写する方法
【課題】射出成形用金型を利用しつつ、極めて薄い製品ピースに対し、立体成形を行いつつ同時に転写シートから適切に絵柄を熱転写することが可能なプレス成形と同時に熱転写する方法を提供する。
【解決手段】金型8,10を型締めした状態で、キャビティ12内に加圧充填される加熱溶融状態の樹脂Pの圧力及び熱により、成形型11に向けて熱間プレスするプレス装置7を用い、金型間に、熱可塑性樹脂製の製品ピース6及び絵柄層を有する転写シート1をインサートし、その後、型締めする第1工程と、キャビティ内に加熱溶融状態の樹脂を加圧充填し、成形型で製品ピースをプレス成形すると共に、転写シートの絵柄層を製品ピースに熱転写する第2工程と、型開きし、製品ピースを取り出すと共に、キャビティ内で固化した樹脂を回収する第3工程とを備えた。
(もっと読む)
成形同時加飾用金型
【課題】減圧吸引による加飾シートのキャビティ面への吸着工程において、減圧による空気漏れが発生することなく、加飾シートが適度に引き込まれる金型を得る。
【解決手段】金型間に送り込まれる加飾シート63をA金型2に固定するクランプ装置4を有し、クランプ部材41はバネ44によりシート接触面42が封止面23に向かう方向に付勢されていて、封止面に装着溝24を形成し、装着溝に弾性封止部材25を装着している。シート接触面42に、0.5mm以上0.7mm以下の距離突出する当り部材50を取り付けて、シート接触面と封止面との最接近間隙d54を規制した。さらに、弾性封止部材25は、硬度5°以上60°以下の範囲にあるシリコンゴムの表面にフッ素をコーティングした材料からなる部材である。
(もっと読む)
ラベルを統合して成型された製品、およびそのような成型品を具備したレイザハンドル
成型品(80)は第1成型部品(61)と、第2成型部品(62)と、第1成型部品に設けられた後側と前側とを備え前側が周縁(73)を備えたラベル(63)と、を具備し、第2成型部品(62)は重ね部(65)を備え、重ね部は前記周縁上のみにおいてラベルの前側と重なっている。レイザハンドルはそのような成型品(80)を具備している。そのような成型品(80を生産するための方法が開示されている。 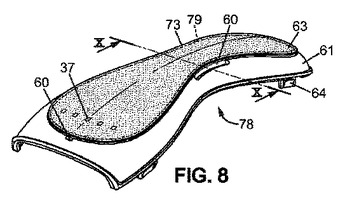 (もっと読む)
(もっと読む)
インモールドラベル容器の製造装置
【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
離型フィルム
【課題】耐熱性、成形性、離型性を同時に備えた離型フィルムを提供する。
【解決手段】融点が210℃以上245℃以下、および配向係数が0.10以上0.16以下の基材フィルムの少なくとも片方の面に、帯電防止性を有する成分と離型性を有する成分とを構成成分として含有する離型層を設けた離型フィルム。さらに、離型性を有する成分が、ポリビニルアルコール又はポリエチレンイミンを塩素化アルキロイル又はアルキルイソシアネートで長鎖アルキル化した共重合体であり、帯電防止性を有する成分が、第四級アンモニウム塩型カチオン化合物である離型フィルム。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】加工ステップが簡単であり、成型品の質量も安定したインモールド加飾成形方法及びその成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、フィルム移送装置で加飾フィルムをインモールド加飾成形金型の雌・雄金型との間に移送し、加飾フィルムを雌金型のキャビティの内壁に吸着させるステップと、雌・雄金型の金型分割面同士が接触しないように金型の1回目の型閉じをするステップと、成型樹脂を雌金型のキャビティに射出するステップと、雌・雄金型との2回目の型閉じをして、雄・雌金型の金型分割面同士を接触させ、加飾フィルムを切断してフィルム移送装置の上の加飾フィルムから脱離させるステップと、成型樹脂の射出を停止するステップと、金型を型開きして、加飾フィルムが貼付されている成形品を取り出すステップと、を備える。本発明は、インモールド加飾成形方法による成形品を更に提供する。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】薄い肉厚を有する成型品の端縁を被覆することができるインモールド加飾成形方法及び成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、第一成形金型で成形品の表面に貼付可能な貼付部及び貼付部の辺縁から内側方向へ傾斜された被覆部を備えるように加飾フィルムを予備成形するステップと、被覆部の貼付部から離れている辺縁に沿って加飾フィルムを切断するステップと、凹部が形成された雌型及び雄型からなる第二成形金型を提供し、加飾フィルムを雌型の凹部内に装着するステップと、雄型と雌型とを型閉めした後、雄型の金型分割面で加飾フィルムを押圧するステップと、成形空間部内に溶融樹脂を射出して、成形品の表面及び端縁を加飾フィルムに貼付させるステップと、雄型と雌型とを型開きして成形品を取り出すステップと、を備える。本発明は、該方法によって製造された成形品を更に提供する。
(もっと読む)
立体形態見本およびその製造方法
【課題】本発明の解決しようとする課題は、短期間に、低コストに生産可能な立体形態見本とその製造方法を提案するものである。
【解決手段】模写すべき3次元形状物品の外観を現出するための画像を形成したプラスチックフィルムを、該3次元形状物品の形状に合わせて成形したものを、プラスチック成形品の表面に貼り合わせたことを特徴とする立体形態見本であり、プラスチックフィルムに画像を形成する第一の工程と、該プラスチックフィルムを予備成形する第二の工程と、成形されたプラスチックフィルムを切り抜き、射出成形金型内に設置して熱可塑性樹脂を射出成形することにより射出成形品と前記プラスチックフィルムとが一体となった部品を得る第三の工程と、これらの工程によって製造された複数の部品を組み立てて、立体形態見本を製造する第四の工程とからなることを特徴とする、立体形態見本の製造方法である。
(もっと読む)
21 - 40 / 126
[ Back to top ]