
Fターム[4F202AD10]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892) | 転写シート (82)
Fターム[4F202AD10]に分類される特許
21 - 40 / 82
成形品、電子機器及び成形品の製造方法
【課題】転写箔を確実に成形層に保持しておくことができ、転写箔の加飾層または導電層の損傷を防止することができる成形品、電子機器及び成形品の製造方法を提供すること。
【解決手段】本実施形態に係る成形品では、1次成形層10と2次成形層20との間に、インモールド箔30の一部が挟み込まれている。これにより、インモールド箔30を1次及び2次成形層10及び20との間に保持しておくことができる。そして、加飾層及び端子電極層が、1次及び2次成形層10及び20の間に配置される。これにより加飾層及び端子電極層が損傷を受けたり、粉塵等が端子電極層に付着して電気的導通が阻害されたりすることを防止することができる。
(もっと読む)
抑制治具付シート幅センサを備えた両面加飾射出成形装置

【課題】両面加飾用射出成形装置において、固定型用転写シートの幅方向マーク近傍が変形しても適切な固定型用転写シートの位置合わせを行う。
【解決手段】シート幅センサ60は発光体と受光体を有し、発光体と受光体の間に固定型用転写シートを位置付けるものである。シート幅センサ60は、一方面が発光側平板シート面64である発光側平板62と一方面が受光側平板シート面74である受光側平板72を有し、発光側平板シート面64と受光側平板シート面74は平行に保持され、発光側平板シート面と前記受光側平板シート面の間隔が0.1mm以上1.5mm以下に保持されていて、固定型用転写シートに形成された幅方向マークを検出する。
(もっと読む)
インモールド成形方法とその装置
【課題】加飾性のフィルムが表面に一体成形された樹脂成形品を、高歩留まりで製造できるインモールド成形方法を提供することを目的とする。
【解決手段】第2空間116の範囲外のフィルム101を、第3,第4の摺動体111a,111bにて押さえ、その後、第2空間116の外周部と第3,第4の摺動体111a,111bとの間に配置されている第1,第2の摺動体と109a,109bにてフィルム101を変形させることで、フィルム101の皺を減少させる。金型を閉じたとき、第1入れ子104と第2入れ子115の合わせ面は、樹脂が流れ込まない隙間を設定しておき、射出成形が完了する直前に、第1〜第4の摺動体109a,109b,111a,111bによる押さえを開放させると、成形時に発生するフィルムの皺を、成形品の外周部に逃がして、皺が無い状態でフィルム101を成形品に転写する。
(もっと読む)
射出成形方法
【課題】複数の樹脂成形層を別個の成形型を用いることなく形成することができ、さらに、転写シートの搬送機構の簡素化を図ることができる射出成形方法を提供する。
【解決手段】本発明の射出成形方法は、金型を型締めして形成される第1の閉空間S1に、転写シート3に形成されている第1の転写柄21を配置する第1の転写柄配置工程と、第1の閉空間S1に溶融樹脂を射出して第1の転写柄21が転写された第1の樹脂成形層11を形成する第1の射出工程と、第1の射出工程後に金型を型締めして形成される閉空間が拡大されるようにコア部を後退させる成形型後退工程と、成形型後退工程後に金型を型締めして形成される第2の閉空間S2に、転写シート3に形成されている第2の転写柄22を配置する第2の転写柄配置工程と、第2の閉空間S2に溶融樹脂を射出して第2の転写柄22が転写された第2の樹脂成形層12を形成する第2の射出工程とを含む。
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
複合品の製造方法と複合品成形装置
【課題】金属体の裏面に樹脂部成形、表面が加飾される複合品に適合した製造方法である。
【解決手段】第一ヒータ53を設けた進退移動可能な保持ブロック50と加飾シート送り装置70からなり、伝熱面兼キャビティ補完面52を有する保持ブロック50は第一金型10に配置されている複合品成形装置を用いる。以下の工程を行う。イ.金型を型開きし、保持ブロックを進行位置に置く。ロ.第二キャビティ構成面33に加飾シート78を位置付ける。ハ.被加飾金属体1を保持ブロックに保持する。ニ.型閉めを行うとともに、保持ブロックを後退位置に位置付け、第一キャビティ構成面13、伝熱面兼キャビティ補完面と第二キャビティ構成面33に囲まれるキャビティ7を形成する。ホ.キャビティ内に溶融樹脂を射出し、被加飾金属体の裏面に樹脂部を成形すると同時に、被加飾金属体の表面に加飾シートによる加飾を行う。
(もっと読む)
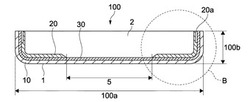
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】成形同時転写品の成形品質が低下し難くする。
【解決手段】型締めにより転写シート1との間で樹脂充填用のキャビティを形成する第1金型A1と、転写シートが当接する凹状のキャビティ面C2、型締時に第1金型との間で転写シートを挟持する把持部8を備えた第2金型A2と、型締時及び樹脂注入時に、転写シートをキャビティ面の側に吸引する吸引機構10とを備え、型締時の吸引に際し、転写シートのうち、キャビティ面に対向する対向領域1aと把持部8により挟持される把持領域1bとの境界部分1cが、凹状のキャビティ面の縁部で過度に曲がるのを防止するよう、把持領域を縁部に対して第1金型の側に位置させる曲げ緩和部11を第2金型の把持部に設けてある。
(もっと読む)
プレス成形と同時に熱転写する方法
【課題】射出成形用金型を利用しつつ、極めて薄い製品ピースに対し、立体成形を行いつつ同時に転写シートから適切に絵柄を熱転写することが可能なプレス成形と同時に熱転写する方法を提供する。
【解決手段】金型8,10を型締めした状態で、キャビティ12内に加圧充填される加熱溶融状態の樹脂Pの圧力及び熱により、成形型11に向けて熱間プレスするプレス装置7を用い、金型間に、熱可塑性樹脂製の製品ピース6及び絵柄層を有する転写シート1をインサートし、その後、型締めする第1工程と、キャビティ内に加熱溶融状態の樹脂を加圧充填し、成形型で製品ピースをプレス成形すると共に、転写シートの絵柄層を製品ピースに熱転写する第2工程と、型開きし、製品ピースを取り出すと共に、キャビティ内で固化した樹脂を回収する第3工程とを備えた。
(もっと読む)
インモールドラベル付き容器の蓋
【課題】本発明は、シート材の裏面に加飾を施したラベルを容器の蓋へインモールド成形により熱溶着させたラベル付き容器の蓋のラベルを容易に剥離することができるインモールドラベル付き容器の蓋を提供することである。
【解決手段】本発明は、シート材2を天板部1aへ貼り付けてインモールド成形したインモールドラベル付き容器の蓋Aであって、前記容器の蓋1のゲート位置3に接する前記シート材2にはゲート位置3の周囲を含むように切り目2cが形成されるとともに、前記シート材2の外周の一部には外方へ突出した摘み部2aを形成し、前記摘み部2aを外側から内側に被せるように折り曲げたシート材2を前記容器の蓋1へ熱溶着させインモールドラベル付き容器の蓋Aである。
(もっと読む)
クランパ収納溝の直下に冷却管を設けた射出成形装置
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写品用の射出成形装置を得る。
【解決手段】A金型21とB金型26からなる一対の金型、A金型のキャビティ面に転写シートを配置する第一転写シート送り装置40、A金型のパート面に突出して設けられ、第一転写シート45をクランプする第一クランパ31と、B金型のパート面に形成された第一クランパ収納溝9を備えた射出成形装置であって、第一クランパ収納溝9の直下に第一クランパ用冷却管9を設け、第一クランパ用冷却管の中を冷媒が通過する射出成形装置である。
(もっと読む)
プリプレス金型内部の転写フィルムの金型内部転写方法
【課題】プリプレス金型内部の転写フィルムの金型内部転写方法を提供する。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
(もっと読む)
クランプ部材がキャビティ面の一部分となる成形同時転写用金型と成形同時転写品の製造方法
【課題】成形品において、転写シートの転写層が転写される領域の近傍であって、かつ、同一面に、ボスやリブなどに代表される凸凹形状を転写できる金型を得ることである。
【解決手段】相互に開閉可能な一対の金型である第一金型10と第二金型60、及び第一金型に設けられた第一クランプ部材20からなる成形同時転写用金型である。第一クランプ部材20はシート当接面21と、シート当接面に対向する面であるキャビティ延伸面22を有し、キャビティ延伸面22には転写形状23が形成されている。第一クランプ部材により第一転写シート17を挟持しつつ、第一金型と第二金型を型閉めしたとき、第一キャビティ構成面11及びキャビティ延伸面22並びに第二キャビティ構成面61に取り囲まれるキャビティ2が形成される。
(もっと読む)
転写シート固定用クランパを接触冷却板で冷却する成形同時転写成形品の製造方法
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写成形品の製造方法を得る。
【解決手段】クランプ装置30を備え開閉される金型、転写シート送り装置40と型開き状態の射出成形金型の間に移動して成形品を取り出す取り出し装置50からなる射出成形装置1aを用いる。転写シート45を金型に配置し、クランプ装置のクランパ31で金型のパート面22に押し付けて固定し、型閉じして金型内に溶融樹脂を射出し成形と転写を行い冷却固化させた後、型開きし、取り出し装置を成形品に位置付けて成形品を取り出す成形同時転写成形品の製造方法にあって、取り出し装置50に接触冷却板61を取り付け、金型を型開きした状態で、クランパ31と接触冷却板61を接触させてクランパを冷却する。
(もっと読む)
成形同時転写用金型、成形同時転写装置及び成形同時転写品の製造方法
【課題】成形時間を短縮することができ、転写層を所定の転写位置に外観を損なうことなく確実に転写できるようにする。
【解決手段】成形同時転写品Aの製造に用いることができる成形同時転写用金型Bであって、転写層16を有する転写シート17が配置され、成形同時転写品の一方面に対応する第1キャビティ面5が形成された第1型1と、成形同時転写品の他方面に対応する第2キャビティ面13が形成され、第1型1との型締めによりキャビティ25を形成する第2型2とを備え、第1型は、第1キャビティ面のうちの周縁部分6を形成する第1成形部7と、第1キャビティ面のうちの内側部分8を形成するとともに、冷却時には転写シートを吸引するための隙間12を第1成形部との間に空け、加熱時には隙間を小さくする第1温調回路22を有する第2成形部9とを含む。
(もっと読む)
多色成形方法、多色成形装置及び多色成形部品
【課題】耐久性がよく、形状の自由度が高い成形部品を製造することができる多色成形方法、多色成形装置及び製造された多色成形部品を提供すること。
【解決手段】分離された第1及び第2のキャビティ部材10a及び10bの間に、インモールド層13が形成された基材フィルム14が配置される。これにより1次成形樹脂15が射出される際の基材フィルム14の変形を主に凹部3内に抑えることができ、基材フィルム14の変形量を小さくすることができる。これにより、貫通孔2及び凹部3からなる1次キャビティ8の形状の設定範囲を大きくすることができ、形状の自由度の高い1次成形層15’を成形することができる。また、インモールド層13は、1次成形層15’の接着面17に転写されるので、インモールド層13が露出しないように、2次成形層18’を成形することが容易となる。これにより、耐久性のよい多色成形部品を成形することができる。
(もっと読む)
成形同時転写用金型及び転写シート送り方法
【課題】長尺物の成形品の製造において、長手方向に直線を含む図柄が歪むことなく転写される転写シート送り方法を得る。
【解決手段】前嵩上げ部材46と後嵩上げ部材47を備えた転写シート送り装置を使用して行う転写シート送り方法である。まず、前嵩上げ部材46と後嵩上げ部材47に接して、キャビティ43に連続転写シート11を配置する。次に、前張力付加部材55と、後張力付加部材56をA金型41側に押し付け、連続転写シート11に張力を付加する。そして、図柄の前後領域をA金型の2次パート面44に押し付けてクランプをする。さらに、連続転写シートとA金型のキャビティ面間の空間を減圧にして、図柄をA金型のキャビティ面45に密着する。
(もっと読む)
インモールド成形方法およびインモールド成形金型
【課題】インモールド転写箔の絵柄を均一に貼付けることができるインモールド形成方法を提供することを目的とする。
【解決手段】インモールド転写箔103を押さえるため第1金型104のパート面104aと対向する箔押え枠105に弾性体から形成された箔押え弾性体135を設ける。インモールド転写箔103の送り方向のパート面104aに凹部114を設け、インモールド転写箔103と接触する薄部145の面とパート面104a、および凹部114に挿入される厚部155とのクサビ効果で端部を強く挟持し、インモールド転写箔103の幅方向はパート面104aと厚部155の面により挟持することにより、成形品における絵柄の皺,絵柄の破断の発生を防止する。
(もっと読む)
インモールド成形金型,インモールド成形方法、およびインモールド成形品
【課題】インモールド成形の際に、インモールド箔のしわの発生を抑制することを目的とする。
【解決手段】インモールド箔601が載置されるインモールド成形金型のキャビティ領域と吸引溝607との間に凸形状603を設けることにより、インモールド箔601の十分な吸引が可能となるため、インモールド箔601のしわの発生を抑制し、成形品605の外観不良の発生を抑制することができる。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】薄い肉厚を有する成型品の端縁を被覆することができるインモールド加飾成形方法及び成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、第一成形金型で成形品の表面に貼付可能な貼付部及び貼付部の辺縁から内側方向へ傾斜された被覆部を備えるように加飾フィルムを予備成形するステップと、被覆部の貼付部から離れている辺縁に沿って加飾フィルムを切断するステップと、凹部が形成された雌型及び雄型からなる第二成形金型を提供し、加飾フィルムを雌型の凹部内に装着するステップと、雄型と雌型とを型閉めした後、雄型の金型分割面で加飾フィルムを押圧するステップと、成形空間部内に溶融樹脂を射出して、成形品の表面及び端縁を加飾フィルムに貼付させるステップと、雄型と雌型とを型開きして成形品を取り出すステップと、を備える。本発明は、該方法によって製造された成形品を更に提供する。
(もっと読む)
21 - 40 / 82
[ Back to top ]