
Fターム[4F202AF07]の内容
プラスチック等の成形用の型 (108,678) | 表面の性状、外観に特徴ある成形品 (1,318) | シボ (90)
Fターム[4F202AF07]に分類される特許
81 - 90 / 90
エンボス化粧板
【目的】 表面に光沢の差があり、人、物による擦れに対してエンボス凸部の光沢の変化がないエンボス化粧板を得る。
【構成】 エンボス化粧板において、型板として、金属製のプレートの表面にエッチングレジスト層を設けてエッチング処理をした後、該エッチングレジスト層を除去して全面を研磨するとともに、エッチング処理により形成された凸部及び凹部の角に丸みを持たせ、次いで凸部にブラストレジスト層を設けて全面をブラスト加工し、しかる後、該ブラストレジスト層を除去し、次いで、再度全面をブラスト加工した賦型プレートを用いる。
(もっと読む)
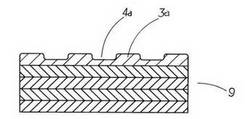
型内被覆成形用金型及び型内被覆成形方法

【課題】多数個取りが可能であり、汎用の型締装置が使用出来、複数のキャビティにおける可動金型部又は固定金型部のキャビティ形成面と、樹脂成形品と、の間の隙間へ導入する塗料の流動バランスを調節することが可能な型内被覆成形手段を提供すること。
【解決手段】固定金型部3と可動金型部4とで構成される金型10の提供による。この金型10には、固定金型部3及び可動金型部4によって、樹脂成形品の成形空間である複数のキャビティ5,6と、それら複数のキャビティ5,6の中へ溶融樹脂を射出するためのランナ7,8と、複数のキャビティ5,6の中へ被覆材を注入するための被覆材注入路と、が形成されている。金型10は、ランナ7,8が、複数のキャビティ5,6のそれぞれに接続されるとともに、被覆材注入路が、ランナ7,8に通じて設けられ、複数のキャビティ5,6に接続されたそれぞれのランナ7,8を形成する面のうち被覆材が流れる面に、複数の凹部が形成されているところに特徴がある。
(もっと読む)
金型
魅力的でベルベット状又はスエード状の外観を有する被覆物を製造するために、疎水性樹脂から成る金型表面3への液体塑性分散液の塗布、及び、その後の樹脂材料の凝固によってその基体層が製造され、その表面3が入射角60°で2.2未満(ドイツ工業規格DIN67530)の光沢度を有する本発明にしたがう金型に微視的に小さい井戸状くぼみを設ける。 (もっと読む)
ディスク状記録媒体及びその製造方法
【課題】優れた光学的特性と高い接着強度とを有するハブ部材付きのディスク状記録媒体を提供する。
【解決手段】ディスク基板1及びハブ部材2の樹脂モールド部23のうちの少なくともいずれか一方をオレフィン系樹脂をもって形成する。オレフィン系樹脂をもって形成されたいずれか一方の部材における他方の部材の接合部分に接着強度改善用のスパッタ膜14を形成する。これらスパッタ膜14及び当該スパッタ膜14上に塗布された接着剤層3を介してディスク基板1とハブ部材2の樹脂モールド部23を接着する。スパッタ膜14の下地にシボ加工を施すこともできる。
(もっと読む)
高光沢及び低光沢をもつカバー表皮
【課題】高光沢及び低光沢をもつカバー表皮を形成すること。
【解決手段】それぞれが第1表面仕上げ光沢及び第2表面仕上げ光沢を定める第1部分及び第2部分を有する真空形成されたトリム部品のカバー表皮であり、該第1の光沢は、該第2の光沢より、4より大きい差異だけ光沢が高い。
(もっと読む)
プラスチック成形品
【課題】プラスチック成形品を提供する。
【解決手段】本発明は、その表面が粒の山と粒の谷とを含む粒状模様を有する、ポリプロピレンからなるプラスチック成形品に関する。表面につや消しの外観を有する表面の書き込み感度を減少させるために、本発明によれば、粒の谷がつや消しの表面を有し、粒の山の頂が光沢のある表面を有することが提案される。本発明はまた、プラスチック成形品を製造する方法に関する。
(もっと読む)
多孔質膜カートリッジ及びその製造方法
【課題】 多孔質膜を保持するカートリッジにおいて、多孔質膜の側部への液体の回り込みを防止する。
【解決手段】 一端寄りの外周面がバレル側融着部42となる筒状のバレル40と、バレル側融着部42に外接するキャップ側融着部23を有し、バレル側融着部42の開口縁部42bと当接してバレル40との間で多孔質膜30を挟持する挟持面を有する筒状のキャップ20と、バレル側融着部42の開口縁部42bとキャップ20の挟持面との間に挟持される多孔質膜30とを備え、キャップ20及び多孔質膜30を射出成形型のキャビティ内にインサートした後、キャビティ内に成形材料を射出することで、バレル40の部分の形状が成形された多孔質膜カートリッジ1であって、キャップ側融着部23は、その高さ(H)と外径(D)との関係(H/D)が0.07以上であることを特徴とする。
(もっと読む)
樹脂成形用金型及びその低グロス化方法並びに樹脂成形品
【課題】(1)設計どおりの低グロス性をムラなく達成でき、(2)傷が付きにくく、たとえ付いても目立ちにくく、(3)ウェルドやヒケが目立ちにくく(4)触感も良い、装飾模様付きの樹脂成形品を得る。
【解決手段】樹脂成形用金型10の成形面11に、無数のマスク部又はホール部が面広がり状に規則正しく配列したレジストを付着させる。そして、エッチング液を浸すことにより、露出している成形面11をエッチングし、その後レジスト52を除去する。これら一連の操作により、マスク部又はホール部のあった所に、微小凸部17又は微小凹部からなる低グロス化用加工部を形成する。
(もっと読む)
発泡構造体および発泡構造体成形用金型
【課題】本発明の目的は、外観の良い発泡構造体をフィルム等の別部材を用いることなく、低コストで生産できるようにすることであり、特に外観意匠部品を低コストで生産することにある。
【解決手段】本発明に係る発泡構造体成形用金型の代表的な構成は、固定側金型21と可動側金型22とからなり、成形前の熱可塑性樹脂材料に不活性ガスを浸透させて固定側金型21と可動側金型22のキャビティ20内に射出することにより微細なセル構造の発泡樹脂成形品23を成形するための発泡構造体成形用金型2であって、固定側金型21のキャビティ面211にしぼ処理が施され、発泡成形に起因するスワールマークより深い凹凸215を形成したことを特徴とする。
(もっと読む)
光学用成形型物の成形方法
【課題】光学的用途に要求される光学歪のレベルや凹凸形状の寸法精度・転写率など、達成困難な透明性熱可塑性樹脂の成形型物を射出成形により製造する方法を提供する。
【解決手段】金型キャビティ内に透明熱可塑性樹脂を射出して成形を行う光学用成形型物の成形方法において、 透明熱可塑性樹脂を、加熱時の金型温度(Th)が射出する熱可塑性樹脂の熱変形温度より0℃〜100℃高くなるように設定され、冷却後の取出し時の金型温度(Tc)が熱可塑性樹脂の熱変形温度より0℃〜100℃低くなるように設定された金型(ただしTh>Tc)に射出することを特徴とする光学用成形型物の製造方法。
(もっと読む)
81 - 90 / 90
[ Back to top ]