
Fターム[4F202AH42]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | 電気電子装置用のパネル、ケース (314)
Fターム[4F202AH42]に分類される特許
101 - 120 / 314
樹脂製品の成型方法及び樹脂製品

【課題】濃淡模様の形成を低コストで行うことを可能とする。
【解決手段】第1の金型1とコア型2とを組み合わせて成型品3を射出成形する1次成形工程S1と、成型品3を第2の金型4に移し、第2の金型4と成型品3との間における、成型品3上に形成すべき濃淡模様に応じた厚みで形成されたキャビティ5に、厚みで濃淡が変わる塗料組成物を含む融解樹脂を充填して2次成形を行う2次成形工程S2と、を含む樹脂製品の成型方法である。
(もっと読む)
射出成形金型装置

【課題】流動規制部が樹脂の流れを制限することで充填末端部を制御でき、強いウェルドラインの発生を抑え、製品外観面に充填末端部が発生することを防止する。
【解決手段】枠状部2を有する成形品1が成形されるときに、枠状部2の任意の一辺にある最後に樹脂が充填される位置(充填末端部)を中心とし、その一辺の長手方向で左右にそれぞれ樹脂の流動規制部20を構成する。この流動規制部20の形状は3次元形状であり、流動規制部20により充填末端部近傍での正面(Z)、左側面(X)、下側面(Y)方向の樹脂の流動を制御する。流動規制部20は成形品1の外観面に露出することのないように構成される。この構成により外観品質の良好な成形品1を得ることができる。
(もっと読む)
ラベルを統合して成型された製品、およびそのような成型品を具備したレイザハンドル
成型品(80)は第1成型部品(61)と、第2成型部品(62)と、第1成型部品に設けられた後側と前側とを備え前側が周縁(73)を備えたラベル(63)と、を具備し、第2成型部品(62)は重ね部(65)を備え、重ね部は前記周縁上のみにおいてラベルの前側と重なっている。レイザハンドルはそのような成型品(80)を具備している。そのような成型品(80を生産するための方法が開示されている。 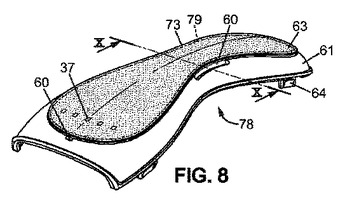 (もっと読む)
(もっと読む)
樹脂成形部品の嵌合構造
【課題】嵌合面がずれる力が働いた場合にその力を逃がすように作用することで、スティックスリップを低減させ、異音の発生を抑制可能にする。
【解決手段】第1の樹脂成形部品に一体成形された嵌合用爪11と、第2の樹脂成形部品に一体成形されたタブ21とを嵌合させることにより第1の樹脂成形部品と第2の樹脂成形部品同士を結合させる樹脂成形部品の嵌合構造において、タブ21が、嵌合用爪11とタブ21間の嵌合状態にずれを生じさせる力を逃がす方向に変形する構造(例えば、スリット21d設けることで衝合桁21bから形成される一対のアーム)を備える。
(もっと読む)
金型検査装置
【課題】 複数のコアピンを組み付けて用いる、射出成形用の金型において、金型本体に組み付けたコアピンが正しく配置されているか否かを、簡単かつ確実に検査できるようにする。
【解決手段】 各コアピンの背面に、それぞれが配置されるべき位置を示す英数字等の符号を付している。そのようなコアピンが複数本組み付けられた金型の背面に、ランプ8が周囲に配置された照明装置3と、その中心部に配置されたカメラ4を対向させる。そして、照明装置3のランプ8の点灯をランプ設置面毎に切り換えて照明角度を変化させながら、各照明角度毎にカメラ4で撮影し、基準画像と比較する。各コアピンの符号は、各コアピン背面の光の反射状態により、照明角度によっては、判別できないことがあるが、照明角度を変えることにより、どのコアピンの符号もいずれかの照明角度で判別できるようになる。
(もっと読む)
ハウジングの成形型構造及びハウジングの成形方法並びにハウジング
【課題】係止ランスを成形するコアの強度が低下することがなく、端子保持力を十分に確保できる係止ランスを成形することが可能なハウジングの成形型構造を提供する。
【解決手段】端子11が係止される端子係止突起17と、この端子係止突起17より自由端側に設けられたランス変位突起18とを有する可撓性の係止ランス15を有したハウジング5を成形する一方の成形型2と他方の成形型3とからなる。一方の成形型2には第1コア部材23が設けられ、他方の成形型3には、第1コア部材23との間にハウジング5を成形可能な空間を形成する第2コア部材35と、第1コア部材23との間に端子係止突起17及びランス変位突起18を成形可能な第3コア部材37とが設けられ、第2コア部材35には係止ランス15が変位可能なランス撓み空間41が設けられ、第1コア部材23にはランス撓み空間41に挿入可能なランス撓み空間挿入部43が設けられる。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
皮革インサート成形品とその製造方法
【課題】 金型への皮革のセットが容易で、皮革をインサート成形品の表面に部分的に組み込んだデザインでも隙間や端面露出の問題がない皮革インサート成形品とその製造方法を提供する。
【解決手段】 皮革インサート材が外面に積層された一次成形樹脂部をコア型に密着させたまま、二次成形型に移動させ、基体シート上に剥離層、隠蔽層及び接着層が順次積層された転写シートを二次成形用キャビティに吸着させた状態で型閉めし、前記二次成形用キャビティに二次成形樹脂を射出することにより、前記一次成形樹脂部及び前記皮革インサート材と一体に且つ前記皮革インサート材が周縁部を除いて露出するように、外面に隠蔽層を形成した二次成形樹脂部を成形し、前記二次成形型と前記コア型との型開き時または型開き後に、前記基体シートを剥離する。
(もっと読む)
導線係止構造、表示装置及び樹脂成形品の成形方法
【課題】割型及び入れ子により成形されるリブによって導線が損傷しないようにすることができる導線係止構造、表示装置及び樹脂成形品の成形方法を提供する。
【解決手段】樹脂製の前キャビネットの一部に設けられている板状のリブ2に、該リブ2の頂面から基端側へ窪み、導線が嵌入される嵌入溝を設け、該嵌入溝の内面に、該嵌入溝の窪み方向に沿う溝22を設け、溝22に割型及び入れ子の型合わせ面が位置するようにリブ2を成形することができ、割型及び入れ子の型合わせ面にて生じる尖鋭縁及びバリを溝22内に生じさせることができるようにした。
(もっと読む)
表示部材の製造方法および表示部材用成形品
【課題】ランナーの切残し部分およびその近傍部分からの光漏洩を防止する。
【解決手段】ゲートを有する金型内に光拡散層6が入った状態で透明層5を、ゲートからの樹脂注入により形成するとともに、ゲートに対応して透明層5の後面5aから側方に延出するように形成されるランナー10が後面5aに繋がった部分の周辺に、その部分の外側よりも内側を後側に突出していてランナー10の延出方向Dに対する傾斜角度θが45゜以上である傾斜面5c、6cを形成する成形工程と、表示部材本体2を金型から取り出してランナー10を、傾斜面5c等に沿いかつ接近する状態で、共通軸の回りを揺動する一対の切刃を有する切断手段を用いて切断する切断工程と、表示部材本体2の前側とランナー10の切残し部分10dの側方とから遮光材料を吹き付けることにより、切残し部分10dとそれよりも内側の透明層後面5aとに遮光層を形成する遮光層形成工程とを含む。
(もっと読む)
射出成形方法
【課題】板状部の裏面に突起部を有する射出成形品の成形に際し、板状部のヒケを防止できる射出成形方法の提供を目的とする。
【解決手段】板状部の裏面に突起部を有する射出成形品を射出成形する際に、射出成形金型20内の突起部成形用キャビティ25に溶融樹脂を射出して射出成形品の突起部13を成形した後、射出成形金型20を板状部の厚みに応じた分だけ開くことにより、射出成形金型20内に突起部13の一方の端面13aと接する板状部成形用キャビティ27を形成し、板状部成形用キャビティ27に溶融樹脂を射出して突起部13の高さよりも厚みが小で、且つ突起部13の一方の端面13aを覆う板状部を成形する。
(もっと読む)
成形品
【課題】異材質部品を保持した保持部を周囲部から容易に分断することができる成形品を提供する。
【解決手段】下カバー1は、板状の主板部2と、該主板部2に設けられた、略円筒形状のボス部4と、該ボス部4中に埋設されたナット5等を有している。下カバー1のうちナット5は金属製であり、それ以外の部分は合成樹脂性である。主板部2には、ボス部4を取り巻く略円弧状のスリット6が設けられると共に、このスリット6を横切って該ボス部4と主板部2とを連結するブリッジ部7が設けられている。下カバー1の合成樹脂をリサイクルする場合には、ボス部4に対し傾転方向に力を加えてブリッジ部7を破断させることにより、ボス部4を主板部2から分離することができる。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置
【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
立体形態見本およびその製造方法
【課題】本発明の解決しようとする課題は、短期間に、低コストに生産可能な立体形態見本とその製造方法を提案するものである。
【解決手段】模写すべき3次元形状物品の外観を現出するための画像を形成したプラスチックフィルムを、該3次元形状物品の形状に合わせて成形したものを、プラスチック成形品の表面に貼り合わせたことを特徴とする立体形態見本であり、プラスチックフィルムに画像を形成する第一の工程と、該プラスチックフィルムを予備成形する第二の工程と、成形されたプラスチックフィルムを切り抜き、射出成形金型内に設置して熱可塑性樹脂を射出成形することにより射出成形品と前記プラスチックフィルムとが一体となった部品を得る第三の工程と、これらの工程によって製造された複数の部品を組み立てて、立体形態見本を製造する第四の工程とからなることを特徴とする、立体形態見本の製造方法である。
(もっと読む)
携帯端末装置、成型方法及び成型金型
【課題】ガス抜き痕が照光範囲内に位置しても、デザイン性を向上できる携帯端末装置、成型方法及び成型金型を提供する。
【解決手段】携帯端末装置100は、金型成形によって形成される筐体10を有する。筐体10を成形するに当り金型のキャビティー面に形成された成型時のガス抜き痕19が、文字、記号、図形、又は、事物を表す所望のデザイン形状を形成する。ガス抜き痕19の他の例をあげれば、金型表面を多孔質金属体とすることも出来る。
(もっと読む)
照明デバイス用カバーおよびその製造方法
【課題】表面に多層膜等のコーティングを施すことなく、表面での光の反射を抑制して光の透過効率を向上できる厚さ1mm以上の照明デバイス用カバーを提供する。また本発明は前記照明デバイス用カバーの製造方法を提供する。
【解決手段】熱可塑性樹脂または熱硬化性樹脂より成り、照明デバイスより発せられた光が透過する厚さ1mm以上の照明デバイス用カバー100であって、少なくとも一方の表面に前記照明デバイスより発せられる光の波長のうち最も短い波長よりも短い間隔Pで配置された凸部10を有し、該凸部10は前記照明デバイス用カバー100の残りの部分と同じ前記熱可塑性樹脂または熱硬化性樹脂により一体で形成されていることを特徴とする照明デバイス用カバー100である。
(もっと読む)
樹脂成形品の成形方法
【課題】成形工程において金型のキャビティから微細な凹凸であるシボ模様を鮮明に転写した樹脂成形品を成形する樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13を一対のローラ6,6によって送り出して金型7,8内に配置する。金型8のキャビティはシボ模様の転写面を有している。次いで、金型7,8の外周に位置する型枠14,15を金型7,8に対して相対的に前進させて押し出した熱可塑性樹脂シート13と密着させ、金型8のキャビティ面から真空吸引するとともに、金型7.8内に圧力流体を導入して樹脂成形品の表面にシボ模様を転写した樹脂成形品を成形する。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型及び射出成形方法において、切断部分のキャビティの一部を形成する部材と切断を行う部材とを別々の部材とすることによって、射出成形によって高い表面精度を有する略均一な厚さの樹脂成形品が得られるとともに、金型内での切断が容易で切断面がギザギザになったり糸を引いたりせず、かつ、耐久性に優れていること。
【解決手段】射出成形金型1においては、一度に2個の樹脂成形品が製造され、切断部分のキャビティの一部を形成するスライド部材14A,14B及び第2スライド部材17A,17Bと、切断を行う切断部材13A,13B及び第2切断部材16A,16Bとを別々の部材としたことによって、切断部材13A,13B及び第2切断部材16A,16Bの刃先を鋭利な形状とすることができ、樹脂材料がPE(ポリエチレン)のような軟らかいものである場合にも、糸を引いたりすることなく、平滑な切断面を得ることができる。
(もっと読む)
ホットランナ金型
【課題】マニホールドと、その周りの金型との間の伝熱を可及的に抑制する。
【解決手段】ホットランナ金型1は、固定側取付板4と、固定側型板6と、固定側取付板4と固定側型板6との間に配設されたマニホールド51とを備える。ホットランナ金型1は、固定側取付板4からマニホールド51を介して固定側型板6に溶融樹脂が流通する。マニホールド51が配設される固定側取付板4と固定側型板6との間の空間は、ブロック状に形成された断熱部材52で埋められている。
(もっと読む)
成形部品の製造方法及び携帯電子機器
【課題】第1の成形部分と第2の成形部分の剥がれが生じにくい成形部品を製造するための成形部品の製造方法を提供すること。
【解決手段】本発明の成形部品の製造方法は、第1の金型101と第2の金型102とからなる第1の金型対110に第1の熱可塑性部材を射出して、内側本体部91aと、内側本体部91aの第1面側から突出した腕部91bと、内側本体部91aの第1面側と反対側の第2面側において腕部91bと対応する位置に設けられた凸部91dとを備えた内側キャップ部材91を成形する第1の成形工程と、内側キャップ部材91を設置した第1の金型101と、第3の金型とからなる第2の金型対に第2の熱可塑性部材を射出して、内側キャップ部材91の凸部91dを含む第2面側に第2の熱可塑性部材からなる外側キャップ部材92を成形する第2の成形工程と、を有することを特徴とする。
(もっと読む)
101 - 120 / 314
[ Back to top ]