
Fターム[4F202AH42]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | 電気電子装置用のパネル、ケース (314)
Fターム[4F202AH42]に分類される特許
141 - 160 / 314
射出成形用金型及びこれを用いた樹脂成形品の製造方法
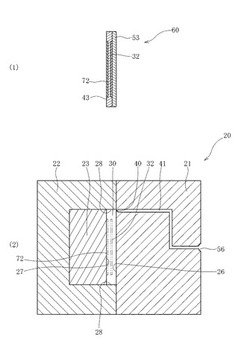
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設され、射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22とを備え、可動型22は、外周型29と、外周型29内を外周型29に対して相対的に型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、インサートシート72が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及びインサートシート72を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
原型ツールの製作方法及び装置
本発明は、部品の原型ツール(10)を製作するための装置及び方法に関する。本方法は、a)部品のCADモデル(23)を受け取るか、或いは作成する工程と、b)部品のCADモデル(23)に基づき原型ツール(10)の表面モデルを導き出す工程と、c)NC工作機械を用いて、表面モデルに基づき原型ツール(10)を製作する工程と、d)原型ツール(10)を用いて、部品の実物(12)を製作する工程と、e)部品の実物(12)の表面の点の三次元による点分布(22)を提供するコンピュータ断層撮影に基づく座標測定器を用いて、部品の実物(12)の輪郭を計測する工程と、f)三次元による点分布(22)の三次元の点とCADモデル(23)を比較して、所定の許容限界を上回る偏差が存在するか否かを計算する工程と、所定の許容限界を上回る偏差が存在する場合には、g)算出した偏差に基づき表面モデルを補正する工程と、h)NC工作機械を用いて、補正した表面モデルに基づき原型ツール(10)を再加工するか、或いは原型ツール(10)を新たに製作する工程と、i)所定の許容限界を上回る偏差が存在しなくなるまで、工程d)〜h)を繰り返す工程とを有する。 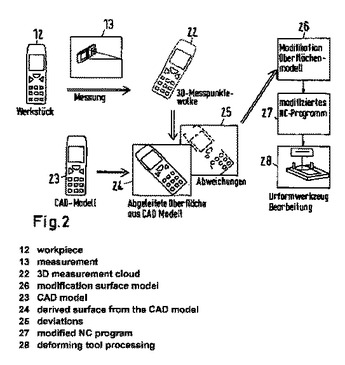 (もっと読む)
(もっと読む)
樹脂充填装置

【課題】ケーシングには上方に開口するように樹脂注入口が形成されており、この樹脂注入口から定量の樹脂を注入するが、電子部品が内蔵されたケーシング内に短時間で確実に樹脂を充填することのできる樹脂充填装置を提供する。
【解決手段】ケーシング4を載置した状態で回転する回転板1を備え、この回転板1の上面に、ケーシング4の樹脂注入口41を回転軸心R上に位置させ、かつ上方に開口するように保持する保持機構3を設け、回転板1とともにケーシング4を回転させた状態で樹脂注入口41に上方から樹脂を注入する。
(もっと読む)
ハウジングケース、及び、ハウジングケースの製造方法
【課題】外観性の向上を図ることができ、ガラス板の周縁部に枠体を一体成形する場合においても、合成樹脂フィルムがガラス板に密着する状態を良好に維持できるハウジングケース、及び、ハウジングケースの製造方法を提供する。
【解決手段】筺体31に取り付けられ、表側面が筺体31の表側面の一部を構成する枠体25と、その枠体25の内方側に設けたガラス板5と、ガラス板5の周縁部よりも枠体25の側に突出する突出部分27を備えた状態でガラス板5の表側面に取り付けられ、突出部分27の裏側面を枠体25に付着させてある合成樹脂フィルム23と、を有する。
(もっと読む)
宝石をインサートした樹脂成形品の製造方法
【課題】樹脂成形品からの宝石の脱落に抵抗性があり、また、製造工程数が少ない宝石をインサートした樹脂成形品の製造方法を得る。
【解決手段】 以下の工程からなる樹脂成形品の製造方法である。
(イ)A金型21の内表面22とB金型31の内表面32により形成されるキャビティー36内に宝石10を配置する工程であって、宝石10のテーブル面11をA金型の内表面22に接触した状態に配置する工程。(ロ)A金型とB金型を型締めし、キャビティー内に溶融樹脂を注入する工程。(ハ)溶融樹脂が固化した後に、A金型とB金型を型開きし、樹脂成形品を取り出す工程。
(もっと読む)
インサート成形部品及びその製造方法
【課題】表面加工に手間がかからず、塗装を行う場合は均一な塗装が可能でクラックの発生がなく、しかも強度を向上できるインサート成形部品を提供する。
【解決手段】金属板1の表面全体及び外周面全体を樹脂板2が覆うようにインサート成形すると共に、金属板1に設けた複数の固定用孔4から金属板1の裏面に回り込むように樹脂により鍔部6を形成し、更に金属板1に設けた各樹脂射出孔10の形状を表面側の径が裏面側の径より小さいテーパ状として、このテーパ状の各樹脂注入孔5にも樹脂が充填されるようにした。
(もっと読む)
二色成形金型及び二色成形方法
【課題】 第1部位の光透過性樹脂の裏側に第2部位の光遮蔽性樹脂が存在しない状態で二色成形を行う。
【解決手段】 光遮蔽性樹脂の第2部位2を射出成形する際に、第1部位1で包囲される第2部位2aの離面と、第1部位1で包囲されない第2部位2bの離面との間だけに光遮蔽性樹脂を流通させ、第1部位1で包囲される第2部位2aが存在する成形品部材11を成形し、共通雄型から成形品部材11を離型する際に第2部位2の離面側に残る残余部3を分断する。
(もっと読む)
インサート物を内蔵する2重射出成形方法及び該2重射出成形方法により製作されたインサート物内蔵型電子製品ケース
【課題】インサート物が剥落しない美麗なケースを製造する2重射出成形方法を提供する。
【解決手段】本発明の2重射出成形方法は、固定金型100と可動金型200とを含む第1及び第2金型組立体を有し、固定金型はランナーを備え、ランナーはゲートを備え、第1及び第2金型組立体の可動金型とが一体である2重射出成形装置を用いる2重射出成形方法であり、第1金型組立体を型開きし、インサート物400を第1金型組立体の可動金型200内に配置し、第1金型組立体の可動金型200を固定金型100と結合させ、第1射出液を第1金型組立体内に射出し、第1金型組立体を型開きし、作られた1次射出成形品を第2金型組立体の可動金型に移動させ、第2金型組立体の可動金型を固定金型と結合させ、第2射出液を第2金型組立体内に射出し、第2金型組立体を型開きし、完成された射出成形品を第2金型組立体から取り出すことを特徴とする。
(もっと読む)
筐体用パネルおよびその製造方法と、この筐体用パネルを備えた電子機器
【課題】本発明は、金属板と樹脂等の2種類の複合部材からなる筐体用パネルにおいて、両部材の接合部における厚みを増加させることなく、両者を一体化する筐体用パネルを提供することを目的とする。
【解決手段】この発明に係る筐体用パネル4は、板状部の第1の領域に、第1の材料で成形された第1の部材6が、前記板状部の第2の領域に、第2の材料で成形された第2の部材7が、それぞれ隣接して配置されている部分を備えている。
また、第1の領域と第2の領域の境界面が、第1の部材は凹凸形状6a、6bを有し、第2の部材はこの凹凸形状6a、6bに接触する形状を有していることにより、両部材の位置関係が拘束されている。
(もっと読む)
電子装置用筐体及びその製造方法
【課題】機械的強度が高く、外観が美しく、且つ薄型化を実現することができる電子装置用筐体及びその製造方法を提供する。
【解決手段】金属製本体と、プラスチック製アンテナカバーとがインサート成型方法により一体に成型される電子装置用筐体において、前記金属製本体とプラスチック製アンテナカバーとが係合する箇所の外表面は平坦な面であり、その平坦な面の全体に連続的な塗装層が形成されている。金属製本体と、プラスチック製アンテナカバーと、がインサート成型方法により一体に成型される電子装置用筐体の製造方法において、インサート材にする金属製本体を準備するステップと、前記金属製本体とプラスチック製アンテナカバーとをインサート成型するステップと、前記金属製本体とプラスチック製アンテナカバーとが係合する箇所の外表面の全体に連続的な塗装層を形成するステップとを含む。
(もっと読む)
インサート成形方法および装置
【課題】プレス工程を必要としない効率的なインサート成形ができるインサート成形方法および装置を提供する。
【解決手段】華飾用の表生地21に布製の芯地22を張り合わせて複層構造の布製外装カバー20を形成し、この布製外装カバー20を、前記表生地21を固定金型40の方に向けて当該金型40に装着し、次に、布製外装カバー20の芯地22側に可動金型50を押圧し、しかる後に、可動金型50のキャビティ51内に溶融樹脂mを充填する。
(もっと読む)
2色成形品の成形方法および筐体部品
【課題】薄肉で肉厚の異なる2色成形品の成形方法を行なってもヒケや樹脂流れ等の成形不良を防止できる2色成形品の成形方法を提供する。
【解決手段】可動型と一次固定型とを型締めし、両型の間に形成されるキャビティに樹脂を注入することにより側壁5aを有する一次成形品5を成形し、一次成形後に一次固定型から型開きされた可動型を、二次固定型と対向する位置に移動させて型締めし、両型の間に形成される第二のキャビティに樹脂を注入することにより、一次成形品5上にその一次成形品5と一部重なる状態で二次成形品6を成形し両者を一体化させる2色成形品の成形方法であって、一次成形品5の上面に沿って延設されるとともに側壁5aから突出する二次成形品6を、一次成形品5上に重ねて成形される二次成形品6の厚みよりも厚い厚肉層6bで成形し、側壁5aの厚みの一部または全部に対して、厚肉層6bをオーバーラップさせることを特徴とする。
(もっと読む)
樹脂パネル
【課題】樹脂パネルにおいて、板厚の状態を目視により簡単に分かるようにする。
【解決手段】板厚の管理が必要なベース部11を有する表パネル2であり、表パネル2は、ベース部11に配置され、所定方向に延在するリブA、Cと、リブA、Cに隣接するように配置され、リブA、Cと略同一方向に延在するリブB、Dとを備え、リブA、Cは、ベース部11の板厚が所定値以下である場合にベース部11の表面から突出する高さに形成されている。
(もっと読む)
射出成形品および射出成形方法
【課題】繊維強化熱可塑性樹脂の射出成形品において、表面への繊維の露出を抑え、且つウェルド部の凹凸、特に盛り上がりを無くし、表面外観品質に優れた薄肉の射出成形品を得る。
【解決手段】重量平均繊維長が0.1〜20mmである繊維状フィラーを強化繊維として含む熱可塑性樹脂の射出成形方法において、複数のゲート32を、隣り合うゲート32同士の間の間隔(d)と成形すべき射出成形品の板厚(t)とが0<d/2t≦75となるように配置しておき、金型キャビティ31の内面を、マトリックス樹脂である熱可塑性樹脂の熱変形温度以上に加熱する工程と、ゲート32から、熱可塑性樹脂の熱変形温度以上に加熱された金型キャビティ31内へ、繊維状フィラーを含む溶融状態の熱可塑性樹脂を射出する工程と、繊維状フィラーを含む溶融状態の熱可塑性樹脂を射出した後、射出成形品の取り出しの前に、金型キャビティ31の内面を冷却する工程とを行う。
(もっと読む)
インサート成形用の金型とこの金型を使用するプラスチック成形体の製造方法
【課題】複数のノズル穴を有する金型の欠点を解消しながら、注入するプラスチックの温度と圧力を低くして、薄い部分にも確実にプラスチックを注入して成形する。
【解決手段】インサート成形用の金型は、製品31の表面にプラスチックを付着するようにインサート成形する金型であって、ノズル穴6から溶融状態のプラスチックを注入して製品31に付着する本体成形部21を成形する本体成形チャンバ1と、この本体成形チャンバ1で成形される本体成形部21に連結するように成形されるサブ成形部22を成形するサブ成形チャンバ2とを有する。金型は、サブ成形チャンバ2を、バイパス路8を介して本体成形チャンバ1に連結しており、ノズル穴6から本体成形チャンバ1に注入される溶融状態のプラスチックを、バイパス路8を介してサブ成形チャンバ2に注入してサブ成形部22を成形する。
(もっと読む)
射出成型用金型及びその金型によるハウジングの製造方法
【課題】本発明は、加工工程を減少し、且つ加工効率を高める射出成型用金型及びその金型によるハウジングの製造方法を提供する。
【解決手段】本発明の射出成型用金型は、第一雌型と、第二雌型と、回転によって前記2つの雌型の一方と対向して整合する第一雄型と、回転によって前記2つの雌型の他方と対向して整合する第二雄型と、を備え、前記2つの雌型の一方に切断部が突設されている。本発明は、さらに前記射出成型用金型によるハウジングの製造方法を提供する。
(もっと読む)
板金インサート成形品の製造方法、および電子機器
【課題】樹脂部材のひずみを低減し、反り変形やクラック発生を抑制できる、板金インサート成形品を提供する。
【解決手段】この板金インサート成形品10の製造方法は、金属板1の周囲に沿って樹脂部材6を一体化した板金インサート成形品10を成形する方法であって、畝形状を形成する工程と、切り欠きを形成する工程と、金属板1を金型に設置する工程と、金属板1と樹脂とを一体化する工程とを備える。畝形状は、樹脂部材6が設けられる金属板1の第一端部から、第一端部と対向する金属板1の第二端部に向かって、金属板1を横断している。切り欠きは、畝形状の両端を金属板1の第一端部および第二端部から離している。金属板1と樹脂部材6とは、樹脂を射出成形して、一体化されている。
(もっと読む)
射出成型用金型、及びその金型によるハウジングの製造方法
【課題】本発明は、加工工程が簡単で、ハウジングの製造コストが低い射出成型用金型を提供すると共に、その射出成型用金型によるハウジングの製造方法を提供する。
【解決手段】本発明の射出成型用金型は、雌型と、前記雌型に対応する雄型と、を備え、前記雌型及び前記雄型の一方に切断部が突設され、他の一方に前記切断部を収納する収納穴が開設されている。
(もっと読む)
表面改質射出成形方法及び該表面改質射出成形方法で成形された射出成形体
【課題】優れた表面改質性、型転写性を有する表面改質射出成形方法、及び、表面が良好に改質され、かつ、優れた表面外観及び表面平滑性を有する射出成形体を提供すること。
【解決手段】以下の各工程を含む、表面改質射出成形方法;
溶融樹脂を金型キャビティに射出後、前記金型キャビティの意匠側型面から射出成形体の意匠面へ高圧流体を注入する工程(a)及び
前記工程(a)の後に行われ、前記金型キャビティの非意匠側型面から射出成形体の非意匠面へ高圧流体を注入する工程(b)。
(もっと読む)
表皮材インサート成形装置および成形方法
【課題】固定型の構造の簡素化を図ることを可能とし、これにより、金型製作日数の短縮および製作コスト削減を可能とする表皮材インサート成形装置を提供すること。
【解決手段】固定型3のキャビティ面31から先端が突出されて、キャビティ空間に樹脂を射出可能に固定型3に設けられたノズル61と、可動型4に設けられ、コア面41から樹脂成形品を離反させるべくコア面41から突出する方向に移動可能な押出部材72を備えた製品押出装置7と、可動型4のコア面41から突出され、型締め時にキャビティ面31に沿って配置された表皮材1においてノズル61を挿通可能に形成されたノズル挿通穴11の周囲を押圧可能に形成されているとともに、ノズル61から射出される樹脂のノズル外周方向への移動を許容可能に形成された表皮押えピン43と、を備えていることを特徴とする表皮材インサート成型装置とした。
(もっと読む)
141 - 160 / 314
[ Back to top ]