
Fターム[4F202CB19]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 絵付け、ラベリング (188)
Fターム[4F202CB19]に分類される特許
181 - 188 / 188
インサート成形金型及びインサート成形品の製造方法並びにインサート成形品
【課題】 インサート成形品におけるウエルドラインの発生を確実に防止でき、穴形状を有する成形品やサイズの大きな成形品も効率よく製造することができるインサート成形金型及び該インサート成形金型を使用したインサート成形品の製造方法並びに該製造方法によって製造したインサート成形品を提供する。
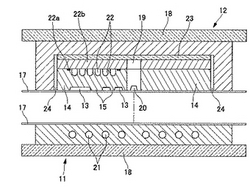
【解決手段】 キャビティ面にインサートフィルム17を配置し、キャビティ13内に樹脂を射出して樹脂成形品を成形するとともに、成形品表面にインサートフィルムから模様を転写するインサート成形金型におけるキャビティ面の近傍に、キャビティ面を加熱するための加熱媒体及び冷却するための冷却媒体が供給される温調通路21,22を設け、射出時には温調通路に加熱媒体を供給してキャビティ面を樹脂の熱変形温度より高い温度に加熱し、射出終了後には温調通路に冷却媒体を供給してキャビティ面を熱変形温度より低い温度に冷却する。
(もっと読む)
振出容器

【課題】内容物を振出口に衝突する前に細分化し、使用勝手の優れた粉状物振出容器を提供。
【解決手段】ラベルを肉薄筒状本体の外周面に溶着固定し、その筒本体開口部内に、中心部から複数の放射片を筒本体に連設したラベル被覆筒体を有し、このラベル被覆筒体の開口部に組付いて、この開口部を蓋板で開閉するキャップを有し、ラベル被覆筒体の下端開口部に組み付いて、この下端開口部を閉鎖する底蓋体を有することとして振出容器を構成した。振出容器には、この放射片よりも下に粉チーズ等の粉状内容物が収納され、キャップに形成された開口部から粉状内容物を振り出す際、粉状内容物が放射片の各腕片間を通過することとなり、粉状内容物がたとえ塊状となっていても、粉状内容物が放射片に衝突して、略元来の粉状に細分化され、振出容器から適正な状態で粉状内容物を振り出すことができる。
(もっと読む)
転写フィルムおよび加飾射出成形品並びにその製造方法
【課題】本発明は、少なくとも一つの注入樹脂材料およびそこに機械的に固定して接続された少なくとも一つの加飾要素から形成され加飾された射出成形品に関する。本発明はさらに、インモールド対応転写フィルムおよびこのような射出成形品の製造方法に関する。
【解決手段】加飾要素は一つ以上の層部を有し射出成形品に加飾および/または保護層を設ける。射出成形品は、射出成形工程中に射出成形金型の閉鎖領域あるいは射出成形金型の少なくとも二つの個別な部分の間の移行領域において注入樹脂材料に形成される少なくとも一つの射出成形シームを有する。少なくとも1つの加飾要素は樹脂材料に環状に伸びる射出成形シームによって画定された樹脂材料の表面領域を部分的にのみ覆い、加飾要素は少なくとも1つの保護ラッカー層および/または少なくとも1つの加飾層および保護ラッカーまたは加飾層に隣接する少なくとも1つの下塗り層を有し、下塗り層は樹脂材料のための射出成形温度で軟化し樹脂材料に結合される。
(もっと読む)
成形同時印刷システムおよび転写印刷成形品の製造方法
【課題】転写印刷用箔の反転写部側の面への樹脂の流入に起因する成形不良、転写不良のおそれを効果的に解消可能な成形同時印刷システムおよび転写印刷成形品の製造方法を提供する。
【解決手段】射出成形機と、該射出成形機に取り付けられる金型と、転写部が長手方向に所定の間隔をおいて複数印刷された転写印刷用箔と、該転写印刷用箔の転写部を順次前記金型内に送り出す箔送り出し機構と、転写済みの転写印刷用箔を金型内から巻き取る箔巻き取り機構とを有する箔送り手段とを備え、型締された金型内に樹脂を射出し、成形と該成形品の表面への転写印刷を同時に行う成形同時印刷システムにおいて、前記金型の可動型または固定型の少なくとも一方に、前記金型の型締時に転写印刷用箔の幅方向の少なくとも一端部を、金型の分割面に対して折り曲げて可動型または固定型との間に挟持するブロック体を設けるとともに、前記金型の型開き時にブロック体を反固定型側または反可動型側に付勢するスプリングを設けたことを特徴とする成形同時印刷システムおよび転写印刷成形品の製造方法。
(もっと読む)
射出成形同時加飾用金型、シート送り装置および射出成形同時加飾品の製造方法
【課題】 成形時の発塵、空気中に浮遊している異物の排除と、加飾シートに付着している異物の除去を目的とする。
【解決手段】 A金型1とB金型2との間に加飾シート5をセットし、型締めし、加飾シート5を挟んでA金型1とB金型2とによって形成される成形空間部3に溶融した成形樹脂4をゲートから注入し、該成形樹脂4を固化させて射出成形同時加飾品10を得るための射出成形同時加飾用金型であって、B金型2に対向した加飾シート面にエアーを供給するためのエアー送り部11およびエアー吸引部12がB金型2に形成されていることを特徴とする射出成形同時加飾用金型である。
(もっと読む)
インモールド成形における窓部の製造方法及び射出成形金型の構造
【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
簡易型金型内製品ハンドリングシステム及び成形品を取り扱う方法
金型内蓋ハンドリングシステムは、射出成形金型の成形面にわたって横方向に並進して、成形キャビティの列上で第1の動作を行うか、又は成形キャビティの列から複数の成形品を抜き取り、その後、第2の動作のために外側位置へ後退するか、又は成形品を落下シュートへ移すように動作可能である、スライドを提供する。スライドの駆動手段は、スライドの端に取り付けられる第1のトランスミッション及び第2のトランスミッションを含む。トランスミッションは、トランスミッションに収容されている少なくとも1つのベルトが複数のガイドにより画定される経路に沿って構成され、この経路はガイド間に画定される複数の部分を含み、少なくとも1つのベルトがこの経路に沿って2つの位置間で動作可能であり、スライドが種々の適宜配置された経路部分に接続されていることにより内側位置と外側位置との間でそれぞれ駆動される、という基本原理に基づいて動作する。
 (もっと読む)
(もっと読む)
インモールド容器およびその製造装置
胴部表面に凹部または凸部を有し、意匠性に優れ、類似品を排除することができるインモールド容器を提供する。
インモールド容器10はフランジ部12を有する胴部11と、底部13とを有し、ラベル20と射出樹脂21とから形成されている。胴部11の外面に多数の凹部15および多数の凸部16が設けられている。胴部11は角θでフランジ部12側へ向って末広状に形成されている。凹部15はその底部13側に角θより小さい胴部11に対する傾斜角θ2の傾斜部15aを有し、凸部16はそのフランジ部12側に角θより小さい胴部11に対する傾斜角θ1の傾斜部16aを有している。
(もっと読む)
181 - 188 / 188
[ Back to top ]