
Fターム[4F202CB19]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 絵付け、ラベリング (188)
Fターム[4F202CB19]に分類される特許
161 - 180 / 188
複合構造要素の製造方法
【課題】多要素成形品の製造方法に関する。
【解決手段】第1プラスチックフィルムおよび第2プラスチックフィルムをインジェクションモールドの第1キャビティに別々に導入し、第1および第2プラスチックをその間に空隙を形成するように第1キャビティ内にそれぞれ配置する。次いで、空隙に第1熱可塑性材料を注入し、これにより第1成形品を形成する。次いで、第1成形品を金型から外し、第1成形品および少なくとも1つの第2成形品を金型の第2キャビティに一緒に導入する。最後に、第2熱可塑性材料を金型の第2キャビティに注入し、これにより第1成形品および第2成形品を共に組み合わせ、このようにして多要素成形品を形成する。
(もっと読む)
成形同時両面加飾金型と成形同時両面加飾品の製造方法

【課題】 加飾フィルムの金型に対する固定力が弱く、不安定であり、射出された成形樹脂の流動力によって、加飾フィルムの浮きやめくれが発生していた。
【解決手段】 第1型の射出口を覆わない部分に第1加飾フィルムを沿わせ、第2型に第2加飾フィルムを沿わせた後に第1型と第2型とを型閉めし成形樹脂を射出して樹脂成形品を成形すると同時に該樹脂成形品の表裏両面に加飾フィルムを接着させる成形同時加飾法に用いる成形同時両面加飾金型であって、第1加飾フィルムの射出口側端部を挟み込む挟み込み部材を第1型に有することを特徴とする成形同時両面加飾金型。
(もっと読む)
インモ−ルドラベル成形容器
【課題】 汎用樹脂のポリプロピレン、ポリスチレンなどからなる成形容器のインモールドラベル成形において、使用するラベルが透明性があって内容物の変質原因である紫外線を遮断し、かつ酸素ガスに起因する酸化などの変質を防ぐことができるインモールドラベル容器の提供を課題とする。
【解決手段】 基材フィルム31に少なくとも透明な紫外線遮断層34、必要に応じて透明なガスバリア層及び成形容器の樹脂との熱接着樹脂層36積層されたインモールドラベルを容器の側部10a、底部10bに設ける。そして底面ラベル2の外径は底部10bの外径Bより大きく、側部10aの外径Aより小さく、底面ラベル2の周縁部2aは下方に降下して構成する。
(もっと読む)
転写装置を備えた成形機
【課題】 成形品取出機による樹脂成形品の取出しサイクルタイムの延長を回避して、樹脂成形品の製造能率の低下を抑制することができる転写装置を備えた成形機を提供する。
【解決手段】 成形機の幅方向にのびる横行フレーム4と、成形機の長手方向にのびる引抜きフレーム5と、昇降および反転自在な成形品取出しヘッド6を設けたヘッド昇降ユニット7とを備えた成形品取出機1Aが装備され、かつ、可動金型装置8の上側に樹脂成形品への転写装置9が搭載されている転写装置を備えた成形機1Bにおいて、成形品取出機1Aの成形品取出しヘッド6の下端の位置を型締時の転写装置9の上端の位置よりもΔhだけ上位に設定する。
(もっと読む)
成形金型における部材搬送供給方法およびその装置
【課題】簡単な操作かつ構成の装置で、しかも信頼性と生産性が高く、優れた成形金型における部材搬送供給方法およびその装置を提供することを目的とするものである。
【解決手段】柔軟かつ可塑性を有する被搬送供給部材90を供給する巻出機構29と、被搬送供給部材90を把持して搬出および供給を行うためのチャック33と、被搬送供給部材90を保持し維持するためのホルダーと、被搬送供給部材90を搬送するためのフープ状の搬送ベルト1およびその駆動部を有し、搬送ベルト1に保持し維持された被搬送供給部材90を樹脂成形するために、搬送ベルト毎に成形金型へ投入し、位置決めした後に所定成形を行う成形機構32にて構成してなる成形金型における部材搬送供給装置。
(もっと読む)
残留応力を無くした薄板状射出成形同時加飾品、個別成形品、薄板状射出成形同時加飾用金型及び薄板状射出成形同時加飾品の製造方法
【課題】残留応力を無くした薄板状射出成形同時加飾品を得る。
【解決手段】 単一または複数の個別成形品部51、応力緩衝部残滓41とゲート跡71を含み、少なくとも一の個別成形品部51とゲート跡71の間に応力緩衝部残滓41が在り、個別成形品部51は、板状で厚さが0.6mm〜1.5mmであって、その表面は第1加飾シート3を使用して加飾された第1加飾面61を有し、応力緩衝部残滓41は、少なくとも一部分の厚さは個別成形品部51の厚さよりも厚く、成形樹脂が略放射線状に流れることで形成される薄板状射出成形同時加飾品である。
(もっと読む)
特殊な形状の成型品の表面に張設する樹脂薄膜フィルムと、その張設手段
【課題】 仮令えば携帯電話の表面パネルのように多数の凸凹がある部材に張設して雨水の浸入や塵埃や湿気や錆や臭気の発生を未然に防止する合成樹脂薄膜フィルムを張設した成型品の製造方法を提唱するもの
【解決手段】 装置本体に装備させた一対の金型間に合成樹脂薄膜フィルム本体フィルムを介在させ、該金型を閉じる行程と、該金型金型内に樹脂材料を射出し、合成樹脂薄膜フィルム本体フィルムが張設された製品を製造する行程と、当該製品から合成樹脂薄膜フィルム本体フィルムの不必要部分をカットする行程と、当該製品を金型から突出す行程よりなる。
(もっと読む)
インモールド成形装置
【課題】加飾フィルムの位置決め精度の向上を図るのに効果的で、転写精度に優れたインモールド成形装置を提供することを目的とする。
【解決手段】可動型と固定型を上下に配置した樹脂射出成形装置と、その金型間を横方向に通過するように配設した加飾フィルム供給装置とを備え、加飾フィルム供給装置は、加飾フィルムを転写層が略水平方向になるように可動型と固定型との一方の間から供給し、他方の間から射出樹脂体とともに出てくる加飾フィルムを間欠的に巻き取るものであり、テンション付加装置は、射出成形型と供給リールとの間に配置するとともに、テンションアーム装置と、テンションアームの先に設けたテンションローラとを有し、テンションローラにて加飾フィルム面を押圧し、テンションアーム装置にてテンションアームのテンション角度を所定の範囲に制御するものであることを特徴とするインモールド成形装置とした。
(もっと読む)
加飾用積層シ―ト及び被覆成形品の製造方法
【課題】 表面層を有する加飾用成形シートであって、成形直前の高温加熱により硬化反応が進行しすぎず、成形時の伸び率が高く(真空成形法で300%以上の展開倍率を有する。)、得られる被覆成形品の外観や表面光沢に優れる加飾用積層シートを提供する。
【解決手段】 表面層(A)と透明又は半透明の熱可塑性樹脂層(B)とインキ層(C)と支持基材層(D)とがこの順に積層された加飾用積層シートであって、前記表面層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜80%の範囲で半硬化させた層である加飾用積層シート、及び、金型表面に前記加飾用積層シートを密着させる際のシート温度が100℃以上である被覆成形品の製造方法。
(もっと読む)
強化構造を有するプラスチック製品およびそれを製造する方法
少なくとも一方面に波状の起伏を有する少なくとも1つの壁を有し、少なくとも一方向における壁の厚さが、滑らかな起伏に沿って交互に増減するプラスチック射出成形製品。本発明はまた、プラスチック製品を製造する方法も提供する。この方法では、製品の少なくとも1つの壁が射出成形によって金型キャビティ内で形成され、前記少なくとも1つの壁を形成する金型キャビティの一部は、退避位置と前進位置との間で移動可能な少なくとも1つの可動金型壁部を有し、可動金型壁部が退避位置にある状態で、プラスチックが金型キャビティのそれぞれの一部に導入され、次いで、前記可動金型壁部が前進位置に運ばれて、金型キャビティの前記一部の中のプラスチックが拡がる。前記可動金型壁部および/または反対側の金型壁部は、形成する壁の少なくとも一方面に波状の表面が形成されて、それぞれの壁の一方向における壁厚が、厚い部分と薄い部分とが交互に現れる起伏を有するように、形成されている。  (もっと読む)
(もっと読む)
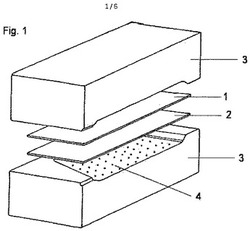
背面射出されたプラスチック成形物の製造方法
【課題】
背面射出されたプラスチック成形物の製造方法を提示する。
【解決手段】
この発明は、各々がポリオレフィンから成る装飾層(5)と、発泡層(6)と、基材(8)とから構成された、背面射出されたプラスチック成形物の製造方法に関するものである。前記方法において、装飾層(5)と発泡層(6)とは複合体の形態として射出成形用金型の内部に設置され、次にそれらは、閉じられた射出成形用金型(1、2)内で基材材料(8)を用いて背面射出される。完成した成形物(9)上の所望とする装飾層(5)の外面を構造化するため、該装飾層(5)が当接する前記射出成形用金型(1、2)の内面は相補的な態様で構成されている。独立気泡から形成された発泡層(6)が用いられ、前記層は、閉じた射出成形用金型(1、2)において、基材材料の硬化中に該射出成形用金型(1、2)の表面構造(7)に対応して永久に圧縮される。射出成形用金型(1、2)の表面構造(7)は、該表面それ自体を対応させて形成すること、或いは該射出成形用金型(1、2)の表面と装飾層(5)との間に配置されるインサートにより得ることができる。  (もっと読む)
(もっと読む)
インモールドラベル方式プラスチック容器
インモールドラベルに多少の寸法の誤差がある場合においても、意匠性を損なうことなく、また歩留まりの低下も招くことなく、製造することが可能なインモールドラベル方式プラスチック容器を提供するとともに、当該容器の開口部に直接口を付けて内容物を飲食した場合においても安全なインモールドラベル方式プラスチック容器を提供することを主な課題とする。インモールドラベル方式プラスチック容器の下方は糸じり部が形成されており、その寸法は、0.3mm以上20mm以下であって、当該糸じり部においても容器側面部と同様のラベリングがされているインモールドラベル方式プラスチック容器を提供する。  (もっと読む)
(もっと読む)
樹脂成形品の製造方法および樹脂成形品
【課題】量産される樹脂成形品個々の外観を、各種多様な凹凸模様を付しつつ様々に異なるデザインで加飾することが可能であって、かつ無駄が出ないように少量ずつ、しかも単一の金型設備で製造することが可能な樹脂成形品の製造方法および樹脂成形品を提供する。
【解決手段】第1の可撓性フィルム基材1にインクジェットプリンタを用いた印刷やシルク印刷で凹凸部2を形成することにより凹凸模様成形用フィルム3を作成するとともに、第2の可撓性フィルム基材4に転写用加飾層5を形成した転写用フィルム6を作成し、凹凸模様成形用フィルムと転写用フィルムとを重ね合わせて、キャビティ7内に配設し、次いで、キャビティ内へ樹脂を充填してインモールド成形を行い、その後、凹凸模様成形用フィルムおよび第2の可撓性フィルム基材を剥離して樹脂成形品8を製造する。
(もっと読む)
シート成形体の製造方法およびインサート成形体の製造方法
【課題】 加飾シートを立体成形する際において加飾シートを均一に拡張するとともに、加飾シートと雄型の表面とを良好に密着させることにより、加飾シートにシワを生じさせることなく、意匠性に優れ、所望の立体形状に成形されたシート成形体を製造する。
【解決手段】 加熱した加飾シート11の表面11a側の気圧を裏面11b側よりも低くして加飾シート11を拡張する。その後加飾シート11の裏面11b側からアーム手段29を前進させ、加飾シート11の周縁に当接させて加飾シート11を支持しながら、加飾シート11の表面11a側の気圧を裏面11b側よりも高くして、加飾シート11を反転させる。その後加飾シート11の裏面11b側からシート成形用雄型27を押圧しながら、アーム手段29の後退と、加飾シート11の表面11a側の気圧の相対的な上昇とを行い、加飾シート11をシート成形用雄型27の表面に沿わせて立体成形する。
(もっと読む)
転写成形方法及び転写成形装置
図柄が位置ずれして転写された成形品となった場合に、その位置ずれを自動的に補正して所定位置に図柄が転写された成形品とすることができる転写成形方法である。成形品の図柄の位置ずれがある場合は、その成形品bの図柄(21)の位置ずれ寸法と位置ずれ方向をデジタル値として検出し、その検出した位置ずれ方向と反対側に転写用フィルム(20)を検出した位置ずれ寸法だけ自動的に移動して位置補正し、その後に転写成形した成形品bの所定位置に図柄(21)が転写されるようにする。  (もっと読む)
(もっと読む)
成形品の製造方法
【課題】 本発明は、下型の型表面に加飾成形用の模様シートを短時間で確実に載置できる成形品の製造方法を提供することを目的とする。
【解決手段】 本発明は、型の表面に模様シートを載置し、その模様シートの上に熱硬化性成形材料を配した後加圧し、加飾成形品を形成する成形品の製造方法において、上記型が突起を有し、この突起に模様シートを突き当てて載置する成形品の製造方法である。また、突起が、成形品を型から離型させる駆動ピンである成形品の製造方法である。
(もっと読む)
インモールド蓋材の製造装置
【課題】 容易かつ簡易にインモールド蓋材を製造することができるインモールド蓋材の製造装置を提供する。
【解決手段】 インモールド蓋材の製造装置は、ラベル原反40をラベル11毎に打抜くラベル打抜装置35と、ラベル打抜装置35で打抜いたラベル11を吸着する第1吸着ヘッド41aを有する第1吸着機構41と、第1吸着ヘッド41aにより吸着されたラベル11を受けとる第2吸着ヘッド42aを有する第2吸着機構42とを備えている。第2吸着機構42の第2吸着ヘッド42aにより吸着されたラベル11は、成形型50の開いた状態の雌型51と雄型52との間に移載され、雌型51内に装着される。雌型51と雄型52とが閉となり、雌型51と雄型52との間で、インモールド蓋材1が成形される。
(もっと読む)
裏面側から照光可能な成形同時加飾成形品
【課題】 表面を透光性の金属膜層として、その下面側に透光部のパターンを付けたものであって、多品種少量生産に適した成形品を得ることを課題とする。また、本発明はこのような成形品の製造方法を得ることを課題とする。
【解決手段】 成形樹脂層2の表面に少なくとも透光性の金属膜層37が形成され、成形樹脂層の裏面に少なくとも遮光部のみに形成される遮光層38が設けられた裏面側から照光可能な成形同時加飾成形品4である。また基体シート30a上に少なくとも透光性の金属膜層37が形成された転写シートA1を加飾シートとして用いてA金型6側に設置し、基体シート31b上に少なくとも遮光部のみに形成される遮光層38が設けられた転写シートB3を加飾シートとして用いてB金型7側に設置し、A金型とB金型とを型締めし、成形樹脂を注入し、冷却固化させた後、型開きして得ることを特徴とする成形同時加飾成形品の製造方法である。
(もっと読む)
注入補助具
【課題】 発泡原料を注入する際に用いて発泡原料が注入口の周辺に付着するのを防止する注入補助具を提供する。
【解決手段】 注入ノズル11を一対のプレート15間に挿入することにより、注入ノズル11がプレート15の曲折部(突起部)20を押して、プレート15の下端部19が注入ノズル11の径Dよりも広い幅Wで拡開するため、注入口8が拡がって、発泡原料Pが注入口8に付着しにくくなる。プレート15の内面に発泡原料Pが付着しても、注入後は、引張スプリング18作用により、プレート15の下端部19同士が当接するため、発泡原料Pがプレート15から垂れ落ちることはない。
(もっと読む)
樹脂成形品の製造方法
【目的】成形部材を構成する主たる基材の機械的特性を損なわず、加熱変形も伴わず、機能性を有する膜を均一に、さらに薄膜に生成させ、複数種の異なった機能性を有する膜を形成するのに適した樹脂成形品の製造方法を提供する。
【構成】プレス加工、切削加工などの加工方法で作成した中子20a表面に機能性薄膜20b、20cを粉体塗装や溶剤塗装でコーティングして、この機能性薄膜20b、20cがコーティングされた置き中子20を金型に被着させて樹脂を射出成形する。中子20a表面にコーテイングされていた機能性薄膜20b、20cは射出成形された樹脂と融合或いは相溶化して結合するので、成形後、中子20aを取り外すと、均一な厚さで発揮すべき機能がむらなく、さらに、基材としての樹脂に物性上の悪影響を与えることのない機能性薄膜20b、20cを空隙部表面に形成した樹脂成形品を製造することができる。
(もっと読む)
161 - 180 / 188
[ Back to top ]