
Fターム[4F202CB19]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 絵付け、ラベリング (188)
Fターム[4F202CB19]に分類される特許
61 - 80 / 188
射出成形用金型及び複合品の製造方法

【課題】金属製材料の表面の加飾と裏面の樹脂部の成形を簡易に行うことができる射出成形用金型及び複合品の製造方法を得ることを目的としている。
【解決手段】金属体20の裏面に樹脂部30が成形され、その樹脂部30の成形と同時に金属体20の表面が加飾シートFにより加飾された複合品の製造に用いることができる射出成形用金型であって、金属体20が配置される第1キャビティ面が形成された第1型1と、金属体20の表面に沿った形状を有する第2キャビティ面が形成され、第1型1との型締めによって金属体20と第1キャビティ面との間に樹脂部30に対応したキャビティを形成する第2型2と、金属体20の裏面に対向するように第1キャビティ面に形成された、キャビティVに溶融樹脂を射出するゲート4とを備えた。
(もっと読む)
多色成形方法、多色成形装置及び多色成形部品

【課題】耐久性がよく、形状の自由度が高い成形部品を製造することができる多色成形方法、多色成形装置及び製造された多色成形部品を提供すること。
【解決手段】分離された第1及び第2のキャビティ部材10a及び10bの間に、インモールド層13が形成された基材フィルム14が配置される。これにより1次成形樹脂15が射出される際の基材フィルム14の変形を主に凹部3内に抑えることができ、基材フィルム14の変形量を小さくすることができる。これにより、貫通孔2及び凹部3からなる1次キャビティ8の形状の設定範囲を大きくすることができ、形状の自由度の高い1次成形層15’を成形することができる。また、インモールド層13は、1次成形層15’の接着面17に転写されるので、インモールド層13が露出しないように、2次成形層18’を成形することが容易となる。これにより、耐久性のよい多色成形部品を成形することができる。
(もっと読む)
成形同時転写用金型及び転写シート送り方法
【課題】長尺物の成形品の製造において、長手方向に直線を含む図柄が歪むことなく転写される転写シート送り方法を得る。
【解決手段】前嵩上げ部材46と後嵩上げ部材47を備えた転写シート送り装置を使用して行う転写シート送り方法である。まず、前嵩上げ部材46と後嵩上げ部材47に接して、キャビティ43に連続転写シート11を配置する。次に、前張力付加部材55と、後張力付加部材56をA金型41側に押し付け、連続転写シート11に張力を付加する。そして、図柄の前後領域をA金型の2次パート面44に押し付けてクランプをする。さらに、連続転写シートとA金型のキャビティ面間の空間を減圧にして、図柄をA金型のキャビティ面45に密着する。
(もっと読む)
インモールド成形方法およびインモールド成形金型
【課題】インモールド転写箔の絵柄を均一に貼付けることができるインモールド形成方法を提供することを目的とする。
【解決手段】インモールド転写箔103を押さえるため第1金型104のパート面104aと対向する箔押え枠105に弾性体から形成された箔押え弾性体135を設ける。インモールド転写箔103の送り方向のパート面104aに凹部114を設け、インモールド転写箔103と接触する薄部145の面とパート面104a、および凹部114に挿入される厚部155とのクサビ効果で端部を強く挟持し、インモールド転写箔103の幅方向はパート面104aと厚部155の面により挟持することにより、成形品における絵柄の皺,絵柄の破断の発生を防止する。
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
ラベルを統合して成型された製品、およびそのような成型品を具備したレイザハンドル
成型品(80)は第1成型部品(61)と、第2成型部品(62)と、第1成型部品に設けられた後側と前側とを備え前側が周縁(73)を備えたラベル(63)と、を具備し、第2成型部品(62)は重ね部(65)を備え、重ね部は前記周縁上のみにおいてラベルの前側と重なっている。レイザハンドルはそのような成型品(80)を具備している。そのような成型品(80を生産するための方法が開示されている。 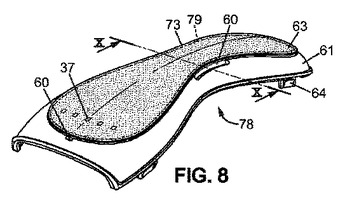 (もっと読む)
(もっと読む)
インモールド成形金型,インモールド成形方法、およびインモールド成形品
【課題】インモールド成形の際に、インモールド箔のしわの発生を抑制することを目的とする。
【解決手段】インモールド箔601が載置されるインモールド成形金型のキャビティ領域と吸引溝607との間に凸形状603を設けることにより、インモールド箔601の十分な吸引が可能となるため、インモールド箔601のしわの発生を抑制し、成形品605の外観不良の発生を抑制することができる。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
インモールドラベル容器の製造装置
【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
離型フィルム
【課題】耐熱性、成形性、離型性を同時に備えた離型フィルムを提供する。
【解決手段】融点が210℃以上245℃以下、および配向係数が0.10以上0.16以下の基材フィルムの少なくとも片方の面に、帯電防止性を有する成分と離型性を有する成分とを構成成分として含有する離型層を設けた離型フィルム。さらに、離型性を有する成分が、ポリビニルアルコール又はポリエチレンイミンを塩素化アルキロイル又はアルキルイソシアネートで長鎖アルキル化した共重合体であり、帯電防止性を有する成分が、第四級アンモニウム塩型カチオン化合物である離型フィルム。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】薄い肉厚を有する成型品の端縁を被覆することができるインモールド加飾成形方法及び成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、第一成形金型で成形品の表面に貼付可能な貼付部及び貼付部の辺縁から内側方向へ傾斜された被覆部を備えるように加飾フィルムを予備成形するステップと、被覆部の貼付部から離れている辺縁に沿って加飾フィルムを切断するステップと、凹部が形成された雌型及び雄型からなる第二成形金型を提供し、加飾フィルムを雌型の凹部内に装着するステップと、雄型と雌型とを型閉めした後、雄型の金型分割面で加飾フィルムを押圧するステップと、成形空間部内に溶融樹脂を射出して、成形品の表面及び端縁を加飾フィルムに貼付させるステップと、雄型と雌型とを型開きして成形品を取り出すステップと、を備える。本発明は、該方法によって製造された成形品を更に提供する。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】加工ステップが簡単であり、成型品の質量も安定したインモールド加飾成形方法及びその成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、フィルム移送装置で加飾フィルムをインモールド加飾成形金型の雌・雄金型との間に移送し、加飾フィルムを雌金型のキャビティの内壁に吸着させるステップと、雌・雄金型の金型分割面同士が接触しないように金型の1回目の型閉じをするステップと、成型樹脂を雌金型のキャビティに射出するステップと、雌・雄金型との2回目の型閉じをして、雄・雌金型の金型分割面同士を接触させ、加飾フィルムを切断してフィルム移送装置の上の加飾フィルムから脱離させるステップと、成型樹脂の射出を停止するステップと、金型を型開きして、加飾フィルムが貼付されている成形品を取り出すステップと、を備える。本発明は、インモールド加飾成形方法による成形品を更に提供する。
(もっと読む)
皮革インサート成形品とその製造方法
【課題】 金型への皮革のセットが容易で、皮革をインサート成形品の表面に部分的に組み込んだデザインでも隙間や端面露出の問題がない皮革インサート成形品とその製造方法を提供する。
【解決手段】 皮革インサート材が外面に積層された一次成形樹脂部をコア型に密着させたまま、二次成形型に移動させ、基体シート上に剥離層、隠蔽層及び接着層が順次積層された転写シートを二次成形用キャビティに吸着させた状態で型閉めし、前記二次成形用キャビティに二次成形樹脂を射出することにより、前記一次成形樹脂部及び前記皮革インサート材と一体に且つ前記皮革インサート材が周縁部を除いて露出するように、外面に隠蔽層を形成した二次成形樹脂部を成形し、前記二次成形型と前記コア型との型開き時または型開き後に、前記基体シートを剥離する。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】加飾フィルム40を成形用金型にインサートして成形品を成形するときに、成形品の大きさ等に影響されずにインキ流れの発生を防止することを目的とする。
【解決手段】加飾フィルム40を内部にインサートして成形品を成形するための成形用金型20であって、成形材の射出方向に加飾フィルム40が位置するゲート25の周りに成形品の厚みを肉厚に成形する肉厚成形部26を設けたことを特徴とする。特に、肉厚成形部26の高さを、基本厚さ成形部24の高さの略1.5倍以上であって、加飾フィルム40の厚さの略10倍以上であることが好ましい。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
立体形態見本およびその製造方法
【課題】本発明の解決しようとする課題は、短期間に、低コストに生産可能な立体形態見本とその製造方法を提案するものである。
【解決手段】模写すべき3次元形状物品の外観を現出するための画像を形成したプラスチックフィルムを、該3次元形状物品の形状に合わせて成形したものを、プラスチック成形品の表面に貼り合わせたことを特徴とする立体形態見本であり、プラスチックフィルムに画像を形成する第一の工程と、該プラスチックフィルムを予備成形する第二の工程と、成形されたプラスチックフィルムを切り抜き、射出成形金型内に設置して熱可塑性樹脂を射出成形することにより射出成形品と前記プラスチックフィルムとが一体となった部品を得る第三の工程と、これらの工程によって製造された複数の部品を組み立てて、立体形態見本を製造する第四の工程とからなることを特徴とする、立体形態見本の製造方法である。
(もっと読む)
樹脂成形品及び樹脂製品製造用金型
【課題】インサート部材と加飾層とを併せ持つ意匠性に優れた樹脂成形品を得ること、及び、そのために用いる金型を得ることを目的とする。
【解決手段】本発明の樹脂成形品は、一部が樹脂部から露出した状態で樹脂部に埋設され、かつ、樹脂部に埋設される部位の少なくとも一部に、樹脂成形品の表裏方向に対して直角な方向に樹脂部と係合する係止部を設けたインサート部材4を備えると共に、樹脂部の表面に加飾層を備え、樹脂成形に際して、インサート部材4の表面を樹脂成形品の表面を形成する成形金型の所定の位置に配置する厚み方向位置決定部4Cを、インサート部材4の裏側に設けた。
(もっと読む)
酸素バリヤ成形容器及びその製造方法
実質的に酸素を透過しないプラスチック容器の製造方法であって、底酸素バリヤフィルムを用意し、底酸素バリヤフィルムはプラスチック容器の床の面積より大きい面積を有し、側壁酸素バリヤフィルムを用意し、側壁酸素バリヤフィルムは、プラスチック容器の側壁を実質的に包囲するよう寸法決めされ、かつプラスチック容器の側壁の長さより大きい長さを有している。型は、床及び側壁を有し、型は、床の下に延び、かつ側壁酸素バリヤの過剰長さを受入れるよう寸法決めされ、底酸素バリヤフィルムは、前記溝を横切って少なくとも部分的に延びるよう寸法決めされる。酸素バリヤフィルムは型内に置かれ、プラスチック容器がキャビティ内で射出成形される。耐酸素容器は、床を有する。床から側壁が延びる。酸素バリヤ材料は、床及び側壁に配置される。酸素バリヤ材料は、ナノシリケート及びナノクレーの一方である。 (もっと読む)
インモールドラベル付き合成樹脂製カップ容器
【課題】インモールドラベル付き合成樹脂製カップ容器において、特に側周壁下端部における皺や剥離のないラベルの貼着性と、充填ライン等における安定した搬送性を、共に高いレベルで達成可能な形状の容器本体を提供する。
【解決手段】容器本体1の側周壁2にインモールド射出成形によりラベル11を貼付したカップ容器において、容器本体の側周壁の下端部の所定高さ位置から内鍔状周片4を介して周縁に周状に接地部7を配設した底部5を垂下設し、側周壁の下端が内鍔状周片より下方に突出し、また、接地部の下面が側周壁の下端より下方に突出するように構成する。
(もっと読む)
61 - 80 / 188
[ Back to top ]