
Fターム[4F202CB26]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多層化成形 (464) | 全面の多層化 (59)
Fターム[4F202CB26]に分類される特許
41 - 59 / 59
自動車用内装部品及びその製造方法
【課題】自動車用内装部品としての発泡射出成形品の外観を向上させるとともに、製造コストを低減する。
【解決手段】固定型11と、可動型12と、この可動型12に備えられる可動治具16と、を有する射出成形装置10を用いてドアトリム基材40を製造する。先ず、前記固定型11と前記可動型12との間に形成されるキャビティ13内に非発泡樹脂41を射出して固化させる。次に、前記可動治具16により前記非発泡樹脂41が前記固定型11に接触した状態を保持しながら前記可動型12を退避させる(選択図)。次に、前記可動治具16を前記固定型11から退避させ、前記可動型12及び前記可動治具16の退避により形成される空間内に発泡樹脂を射出する。その後、可動型12と可動治具16を退避させることにより発泡樹脂を膨張させ、非発泡樹脂41と一体成形する。
(もっと読む)
転写型およびこの転写型のアライメント方法

【課題】転写型の製造コストの低減を図るとともに、位置合わせの精度を向上させる。
【解決手段】隔壁を形成する基板Pに型取り転写法によって隔壁形成材料の硬化性ペーストを転写する転写型F1が、この転写型F1を加工して硬化性ペーストを保持する構造を形成するダイシング・ブレードBによって形成されて、照射された光の反射光または透過光によって陰影を形成する傾斜した側面M10aによって周囲が囲まれた角錐台形のアライメント・マークM10を備えている。
(もっと読む)
光学基材、金型、及び複合型光学部品の製造方法
【課題】 所定の樹脂層厚を得ることができる複合型光学部品の製造方法、及びその方法に使用する光学基材、金型を提供する。
【解決手段】 光学基材1は、凸レンズ形状部2と平板形状部3が一体となったものであり、平板形状部のうち、光学的に有効である凸レンズ形状部2の部分の外側下面に、3つの凸部4が120°間隔で設けられている。この凸部4は、金型や他の光学基材との間にエネルギー硬化型樹脂を挟んで押圧し、その後エネルギー硬化型樹脂を硬化させる工程において、相対する金型や他の光学基材の平面状の基準面(凸部が当接する点が同一平面上にあるような基準面)に当接したり、これらに形成された凹部に嵌合したとき、光学基材1と、これら相対する金型や他の光学基材との間の隙間の大きさを決定するものである。この光学基材1を用いることにより、エネルギー硬化型樹脂の厚さは、凸部4の高さに対応して定まり、正確な厚さとなる。
(もっと読む)
真空成形方法及びその装置
【課題】 基材の表面が表皮で覆われる製品を真空成形する際に、不必要な表皮を省略できるようにして、コスト削減を図ることを目的とする。
【解決手段】 本発明に係る真空成形方法は、基材側吸引型11と表皮側吸引型12とを型締めすることにより、基材14とその基材14の表面を覆う表皮25とを両吸引型11,12に収納し、表皮側吸引型12で表皮25の吸引を行なってその表皮25を成形し、基材側吸引型11で基材14の通気部を介して表皮25の吸引を行なって表皮25を基材14の表面に密着させる真空成形方法であって、基材14の表面を部分的に覆う構成の表皮側吸引型12と基材側吸引型11とを型締めする際、表皮側吸引型12の端縁部分12pで表皮25を介して基材14の表面を押圧し、その表皮25を利用して表皮側吸引型12の端縁部分12pと基材14との間をシールする。
(もっと読む)
型内塗装用金型
【課題】金型からの塗料の漏出を防止しつつ、樹脂成形体の端部付近にアンダーカット形状を形成することが可能な型内塗装用金型を提供する。
【解決手段】樹脂成形体9を形成するために複数の金型1で構成するキャビティ12に樹脂を供給する樹脂供給手段6と、キャビティ12の内部にある樹脂成形体9の被塗装面96に塗料を供給する塗料供給手段7とを有し、隣接する金型どうしの境界位置に、キャビティに連通する補助キャビティを設けると共に、樹脂成形体9にアンダーカット部92を形成すべく、金型1に設けられ、金型1の表面に対して傾斜した方向に突出可能なスライドコア4を備えた型内塗装用金型であって、スライドコア4が補助キャビティの一部を形成すると共に、スライドコア4の突出に際して、樹脂成形体9が金型1の表面に沿った方向に移動するのを防止する制止手段を備えた型内塗装用金型。
(もっと読む)
合成樹脂製パレットの製造方法及び合成樹脂製パレットの製造装置
【課題】 内部が中空構造とされた合成樹脂製パレットを、安定かつ確実に製造できる合成樹脂製パレットの製造方法及び製造装置を提供する。
【解決手段】 内部が中空構造とされた合成樹脂製パレットの製造方法であって、合成樹脂製パレットの全体あるいは一部と略同形状のキャビティ11を備えた金型10には、開閉可能なバルブゲート21と、バルブゲート21が開口された部分に設けられた樹脂受け部17のキャビティ間隔tを変更する間隔変更手段34と、ガス注入手段とが備えられており、バルブゲート21を介して樹脂原料を供給した後に、バルブゲート21を閉止して金型10内にガスを注入し、前記ガスが樹脂受け部17に到達する前に、間隔変更手段34によって樹脂受け部17のキャビティ間隔tを小さくするようにしたことを特徴とする。
(もっと読む)
表皮付きシートパッドおよび表皮付きシートパッドの製造方法およびパッド成形型
【課題】通気性を備える表皮をパッドの成形と同時に一体化するシートパッド製造方法を提供する。
【解決手段】本願の表皮付きシートパッド製造方法は、シートパッドの成形型に流動性を有する表皮材料を供給して、当該表皮材料を通気孔を有し成形型面に沿う膜状に硬化する表皮形成工程と、表皮形成工程後に前記成形型に流動性を有するパッド材料を投入して、このパッド材料を発泡および硬化させてパッドを成形するパッド成形工程とを備える。
表皮材料をシートパッドの成形型に供給して硬化させることで、成形型の型面に沿う形状で、しかもシートパッドの成形型に密着した膜状の表皮を成形することができる。このときに、表皮材料に通気孔を成形しておくことにより、表皮成形後の成形型に、パッド材料を投入して発泡および硬化させてパッドを成形することで、通気孔を備える表皮が密着状態で一体化したシートパッドを製造することができる。
(もっと読む)
発泡成形方法
【課題】発泡成形型に対する基材のセット作業の簡易化および合理化を図る。
【解決手段】下型の表皮セット部に、第1スペーサ治具をセットする。次に、第1スペーサ治具をセットした下型へ、予備成形した基材をセットする。次に、下型と上型を一旦型閉めし、上型の基材セット部へ基材を装着する。次いで、下型と上型とを型開きし、下型から第1スペーサ治具を取除く。次いで、下型の表皮セット部へ、予備成形した表皮を装着する。そして、表皮を装着した下型と基材を装着した上型とを型閉めし、表皮と基材との間で発泡体を発泡成形する。なお第1スペーサ治具は、表皮と発泡体とを重ね合わせた外形形状と略合致する外形形状に形成されている。
(もっと読む)
樹脂成形品の製造方法及び樹脂成形品
【課題】
樹脂燃料タンクとの溶着に必要な厚さを十分に確保でき、接着不良や燃料不透性の低下を防止する樹脂成形品の製造方法及び樹脂成形品を提供する。
【解決手段】
この樹脂成形品の製造方法は、第1型枠10のキャビティ11a内に、樹脂燃料タンクに溶着可能な第1樹脂材料を射出して溶着部材50を成形し、第2型枠20に密接するように第1型枠10を相対移動し、第2型枠20のキャビティ21a内に第2樹脂材料を射出して溶着部材50に固着させると共に、本体40の外層部41を成形し、更に第2型枠20内に燃料不透過性の第3樹脂材料を射出し、外層部41内に内層部42を成形する。これによれは、溶着部材50と本体40とが別々に成形されるので、溶着部材50の溶着時に必要な厚さを十分に確保して、接着不良や燃料不透性の低下を確実に防止する。
(もっと読む)
被覆成形体の製造装置
【課題】被覆成形体の製造装置において、上型と下型の相対位置の変動の修正と、所定膜厚の被覆層の実現を可能とする。
【解決手段】被覆成形体の製造装置1の上型11は、上ダイプレートDP1に保持されて、油圧ラムHRの駆動力によって、ガイドポストGPに沿って上下に移動する可動型であり、下型12は、下ダイプレートDP2に固定された金型である支持ベース13の内部に収納されており、支持ベース13は、下型12を収納支持する凹所を有し、この凹所の底面には、上下方向に進退自在に突出して先端が下型12を支持する支持部41と、支持部41の進退動作を駆動する駆動部40と、を備えた型位置制御機構4が設けられている。下型12は、支持部41の進退によって所定の可動範囲内で位置調整のために上下動する半固定型となっている。上型11の肩部には、上型11と下型12との上下方向の相対距離を検出する縦位置検出部3が備えられている。
(もっと読む)
装飾シートの圧着方法
【課題】樹脂芯材の表面にクロス等の装飾シートを圧着する圧着方法であって、製品の意匠面に木目込みラインを設定した製品形態において装飾シートを円滑に木目込み処理でき、圧着金型での量産を可能とする。
【解決手段】圧着金型40は、樹脂芯材20をセットする圧着上型50と、装飾シート30をセットする圧着下型60とから構成され、圧着下型60は、製品表面に該当する中子61と、圧着処理よりも先行して木目込み処理を行なうための木目込みバー70とを備え、木目込み溝21内に装飾シート30を木目込みバー70により先行して木目込み処理し、その後、装飾シート30の圧着加工を中子61の上下駆動により行なう。
(もっと読む)
ゴルフボール成形用金型及びゴルフボールの製造方法
【課題】 ウエルドの発生をほとんど無くし、中間ベントピンに起因するバリの形成を低減させてボールの外観不良を可及的に少なくすることができる品質に優れたゴルフボールを製造することを目的とする。
【解決手段】 上下型の割型からなり、内部にコア又は複数層からなる球状体が配置される球状のキャビティを有し、かつそれぞれ上記キャビティに進退可能な複数個のサポートピンと、上記割型の接合面に沿って所定間隔離間して配置された複数個の樹脂射出ゲートを備えたゴルフボールの成形用金型において、キャビティ内の空気又はガスを外部に逃散させる中間ベントピンを、溶融樹脂が互いに収束する箇所又はその近傍に位置するキャビティ外壁面に配設し、その配置数が各割型当り1個又は2個であることを特徴とするゴルフボールの成形用金型を提供する。
(もっと読む)
ハイブリッドレンズの芯出し装置並びにハイブリッドレンズの製造装置及び製造方法
【課題】 ガラスレンズを金型に対して正確に位置決めできるハイブリッドレンズの芯出し装置を提供する。
【解決手段】 ハイブリッドレンズ製造装置1は、円筒状の上側支持部材23、円筒状の下側支持部材24、超音波振動部40を有する芯出し装置を備える。上側及び下側支持部材23,24は、金型コア52と共軸に互いに対向して配置され、ガラスレンズ60をその間で挟持する。上側及び下側支持部材23,24は、回転駆動部30により同期して回転される。超音波振動部40は、発振器42により金型本体51に配置された複数の振動子41を駆動して超音波振動を発生する。ガラスレンズ60は、上側及び下側支持部材23,24により挟持され、回転されつつ、下側支持部材24を介して超音波振動を伝達されて、金型コア52に対して芯出しされる。
(もっと読む)
コーティングされた成形物品の製造方法
【課題】
向上した生産効率を提供できるイン−モールド・コーティング方法及びその装置を提供する。
【解決手段】
方法は、第1のダイ、第2のダイ及び1以上のモールディング表面を有するコアを有する成形装置を提供し、モールド・キャビティにプラスチック材料を導入して未コーティングの成形物品を形成し、第1のダイをコアから分離させ、コアを成形物品と共に回転させて、未コーティングの成形物品の第1の表面を第2のダイの内側表面に位置合わせさせ、第2のダイとコアとに協同して中間の第2のモールド・キャビティを規定させ、第2のモールド・キャビティにコーティング組成物を導入し、第2のダイの滑動可能な部分を移動させて、未コーティングの成形物品の上にコーティング組成物を展延させてコーティングされた成形物品を形成し、コアからコーティングされた成形物品を取り出すことを含む。
(もっと読む)
型内塗装成形方法
【課題】 製品設計を行う上での自由度の低下を招くことなく、塗膜の形成時における光輝体の配向を整えて製品の意匠性を高めることが可能な型内塗装成形方法を提供する。
【解決手段】 型内塗装成形方法は、固定金型32と第1移動金型とを用いて開口部を有する基材を成形する工程と、固定金型32と第2移動金型とを用いて基材22の表面と第2移動金型との間に塗膜形成用キャビティ38を形成し、これに光輝体を含有する塗料を充填して基材22の表面に塗膜を形成する工程とを備えている。固定金型32には余剰塗料収容部41が設けられ、第2移動金型には塗料注入口39及び凸部40が設けられ、塗料注入口39と余剰塗料収容部41とは互いに凸部40を挟む対向位置にそれぞれ配設されている。そして、塗膜形成用キャビティ38に過剰量の塗料を注入することによって余剰となった塗料を余剰塗料収容部41内に収容した後、塗料を硬化させる。
(もっと読む)
型内被覆成形方法及び型内被覆成形品
被覆が施される直前まで樹脂成形品を金型キャビティ面に押圧すするとともに、樹脂成形品の形状が決まる第2の工程の型締力による、金型キャビティの変形と第4の工程の型締力により生ずる金型キャビティの変形が実質的に同一となるように第2の工程と第4の工程の両型締力を選定し、第2の工程で金型キャビティの形状が型締力により変形したとしても、第4の工程で金型キャビティの形状を同様に変形させて、被覆の厚みを均一するか、或いは、第2の工程の型締力を第1の工程の型締力のより少ない型締力を選定して、金型キャビティの変形量を少なくすることにより、被覆の厚みを均一にすることからなる、外観が良好な成形品を成形する型内被覆成形方法である。  (もっと読む)
(もっと読む)
射出成形同時加飾用金型、シート送り装置および射出成形同時加飾品の製造方法
【課題】 成形時の発塵、空気中に浮遊している異物の排除と、加飾シートに付着している異物の除去を目的とする。
【解決手段】 A金型1とB金型2との間に加飾シート5をセットし、型締めし、加飾シート5を挟んでA金型1とB金型2とによって形成される成形空間部3に溶融した成形樹脂4をゲートから注入し、該成形樹脂4を固化させて射出成形同時加飾品10を得るための射出成形同時加飾用金型であって、B金型2に対向した加飾シート面にエアーを供給するためのエアー送り部11およびエアー吸引部12がB金型2に形成されていることを特徴とする射出成形同時加飾用金型である。
(もっと読む)
管継手の製造方法
【課題】
不織布層と合成樹脂層とをそれぞれ均一の厚さに形成できるような、合成樹脂複合成形品の製造方法の提供。
【解決手段】
不織布13からなる不織布層11aと、該不織布層11aに積層される合成樹脂からなる合成樹脂層11bとを有するとともに、その厚み方向に凹凸を有する合成樹脂複合成形品11,40の製造方法であって、シート状の不織布13を、上記成形品中の不織布層11aの凹凸形状に対応する凹凸形状に成形する不織布成形工程と、該不織布成形工程で成形された不織布上に、上記成形品中の合成樹脂層の凹凸形状に対応する形状の合成樹脂を成形する合成樹脂成形工程とを有する合成樹脂複合成形品の製造方法。
(もっと読む)
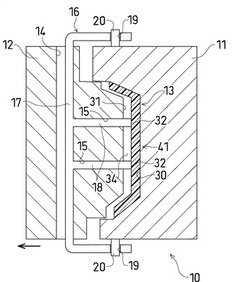
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 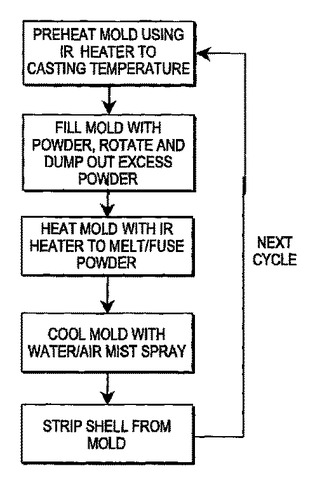 (もっと読む)
(もっと読む)
41 - 59 / 59
[ Back to top ]