
Fターム[4F202CC10]の内容
プラスチック等の成形用の型 (108,678) | 型の全体的装置構成 (555) | その他の点 (50)
Fターム[4F202CC10]に分類される特許
1 - 20 / 50
材料の成形方法および成形金型
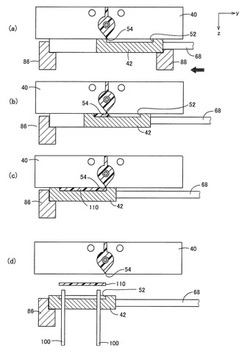
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
成形品の製造方法及び製造装置並びにそれらに用いられる金型

【課題】大掛かりな搬送設備が不要な成形品の製造方法及び製造装置並びにそれらに用いる金型を得る。
【解決手段】第1金型2及び第2金型3、第2金型3に着脱可能に固定される金型部品1とによりキャビティ5が形成されるようにし、第1金型2と第2金型3を所定温度以上にしておき、第2金型3に加熱工程で所定温度以上にした金型部品1を固定して成形材料をキャビティ5に注入する成形工程、第1金型2と第2金型3とを離隔し、第2金型3から成形品51を金型部品1に抱かせた状態で取り出す取り出し工程、取り出された成形品51を冷却する冷却工程、冷却された成形品51を金型部品1から離型する離型工程、離型された金型部品1を所定温度以上にする加熱工程を備え、金型部品1を各工程に巡回させて各工程における処理を行う。
(もっと読む)
樹脂製品の成形方法とそれに用いる成形装置
【課題】一次成形品に二次成形品を直接成形するに際し、一度セットされた金型はそのままにして複数個のキャビティに溶融樹脂材を順次射出して二次成形品を成形可能とし、成形サイクルを短縮してコストを軽減する。
【解決手段】一次成形品に二次成形品を直接成形する樹脂製品の成形方法であって、一次成形品(フェンダーライナ10)と金型22とによって複数個のキャビティ16および各キャビティに個別に通じるゲート25をそれぞれ構成する。そして、一つのキャビティに射出ユニット30からゲート25を通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品(連結部材18)を成形する。ゲート25内の樹脂材が硬化した後に金型22はそのままに保持し、射出ユニット30を別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】複数のキャビティによる高い生産性を保持しつつ、成形樹脂の品質のばらつきの発生を回避することが可能となる。
【解決手段】上型108A、108Bと下型112A、112Bと対をなす金型を2対有し、且つ上型108A、108Bと下型112A、112Bを相対的に接近・離反させるエアシリンダ144を有する打錠プレス100において、エアシリンダ144は互いの移動方向が逆方向とされ移動することにより互いに反力を受けるシリンダ本体146及びロッド150を備え、シリンダ本体146が一方の対の下型112Bに連結され、ロッド150が他方の対の下型112Aに連結され、シリンダ本体146及びロッド150の移動により上型108A、108Bに対する下型112A、112Bの相対的な接近・離反が2対の金型で行われる。
(もっと読む)
溶液製膜の製造方法及び製造装置
【課題】配向軸の変動を抑制することができる溶液製膜の製造方法及び製造装置を提供する。
【解決手段】ポリマーと溶媒とを含むドープを流延ダイ22から支持体24上に流延して流延膜70を形成し、流延膜70を支持体24から剥ぎ取ってテンター装置42に送り、流延膜70を少なくとも乾燥して巻き取る溶液製膜の製造方法において、支持体24とテンター装置42との間に張力制御手段36を設け、張力制御手段36によって流延膜70を支持体24から剥ぎ取るテンションを一定に保つ。
(もっと読む)
射出成形機の中間型盤
【課題】小型軽量化を図ると共に、駆動応答性を高める。
【解決手段】可動側金型を取付けた可動型盤と固定側金型を取付けた固定型盤の間に、両背面に可動側金型又は固定側金型にそれぞれ嵌め合されてキャビティを形成する金型が取付けてある中間型盤と、2つのキャビティにそれぞれ樹脂材を充填する1組の射出充填ユニットとを有する射出成形機である。中間型盤は、複数の突出しロッド28と、複数の突出しロッドが出入り可能な複数の貫通孔を有する2枚の金型取付板21,22と、2枚の金型取付板を所定の間隔で平行に保持する複数の間隔部材23,26と、2枚の金型取付板の間の空間に突き出し方向に移動可能に設置され複数の突出しロッドが固定された突出板25と、2枚の金型取付板に両端を固定され突出板をガイドする複数のガイドロッド27と、突出板の外周端部に一端を連結した突出板作動用油圧シリンダ35とを有する。
(もっと読む)
シート状モールド移送位置決め装置
【課題】被成型品をシート状モールドから引き剥がすために、平板状のシート状モールドを移送し位置決めするシート状モールド移送位置決め装置において、シート状モールドが弛んだり切れたりすることを防止する。
【解決手段】シート状モールドMのモールド原反MBを設置するモールド原反設置装置9と、モールド原反設置装置9から繰り出している平板状のシート状モールドMAを巻き取るモールド巻き取り装置11と、引き剥がしをするときに平板状のシート状モールドの形態が変化しても、平板状のシート状モールドの張力を一定に維持する張力維持手段とを有する。
(もっと読む)
金型開閉制御装置
【課題】複数のパーティングラインを所望の順序で開閉制御可能な金型開閉制御装置において、部品点数が少なく、簡単な構成で確実な金型開閉制御を行うことができると共に、耐久性の高い金型開閉制御装置を提供する。
【解決手段】 本体ブロック3に第1及び第2シャフト4,5を平行に設ける。本体ブロック3にはスライドロックカム15を収納したトンネル12を設け、このスライドロックカム15を前記各シャフト4,5の一位置に設けた各くびれ13,14に係合可能に構成し、常時いずれか一方のシャフト4,5と係合した状態を作る。第1及び第2シャフト4,5に金型プレート固定用のブロック6,9を設け、各ブロック3,6,9を3個の金型プレートに固定して、金型プレート間に生ずるパーティングラインS1,S2を順次開き、その後、逆の順序で順次閉じる形で開閉制御する金型開閉制御装置1。
(もっと読む)
プラスチックレンズ成形装置
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズ成型装置を提供すること
【解決手段】長寸方向と短寸方向とが互いに直交するプラスチックレンズを成形するプラスチックレンズ成形装置であって、前記プラスチックレンズの材料樹脂を注入するモールド型を備え、このモールド型は、互いに対向するとともに間にキャビティが形成された一対の型と、これらの型の外周面に巻き付けられるテープとを有し、前記型は、それぞれ前記プラスチックレンズの長寸方向に対応する長寸部分と短寸部分に対応する短寸部分とをそれぞれ有する異形形状であることを特徴とするプラスチックレンズ成形装置。
(もっと読む)
防眩フィルムおよびその製造方法、ならびに金型の製造方法
【課題】優れた防眩性能を示しながら、白ちゃけによる視認性の低下が防止され、高精細の画像表示装置の表面に配置したときに、ギラツキを発生せずに高いコントラストを発現する防眩フィルムおよびその製造方法、ならびに、防眩フィルムを得るための金属金型の製造方法を提供する。
【解決手段】透明支持体上に、微細な凹凸表面を有する防眩層が形成されてなる防眩フィルムであって、前記微細凹凸表面の標高の空間周波数0.01μm-1におけるエネルギースペクトルH12と、空間周波数0.04μm-1におけるエネルギースペクトルH22の比H12/H22が3〜15の範囲内である防眩フィルム、およびその製造方法、ならびに金型の製造方法。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
多色成形品の成形方法および多色成形用金型
【課題】大型の金型や大型の型締装置を必要とせず、型開するときに金型が傾いて金型を傷つけることのない多色成形用金型を提供する。
【解決手段】固定側金型(19)と、底面が回転金型支持台(14)に固定されている回転側金型(20)と、可動側金型(21)とから多色成形用金型(5)を構成する。回転側金型(20)の上面にはストッパ(39)を、固定側金型(19)と可動側金型(21)の上面には第1、2のピストンシリンダユニット(36、36)を設ける。型開動作に同期して第1、2のピストンシリンダユニット(36、36)を駆動して第1、2の突き出しロッド(37、38)でストッパ(39)を突き出す。
(もっと読む)
竪型射出成形機
【課題】2面の固定側金型が干渉することもなく交互成形でき、また狭い場所にも据え付けることができ、さらには安価に得られる竪型射出成形機を提供する。
【解決手段】 固定プラテン(5)と、固定プラテンに対して上下方向に駆動され、型開閉される可動プラテンとからなる。固定プラテン(5)には第1、2の固定側金型(1、2)を設ける。これらの金型(1、2)を、成形位置(S)と待避位置(T)との間をそれぞれのボールネジ(11、12)で駆動する。2本のボールネジ(11、12)を略V字形に配置し、一方のボールネジ(11)をサーボモータ(15)で回転駆動し、他方のボールネジ(12)は傘歯車(18、19)を介して逆方向に回転駆動する。
(もっと読む)
複合光学素子の製造装置および複合光学素子の製造方法ならびに制御プログラム
【課題】複合光学素子を構成する樹脂の表面に、成形時に微細なヒケが生じることを防止し、高い光学性能および面精度を実現する。
【解決手段】成形型固定板7に支持されて基材2と対向し、基材2に塗布された紫外線硬化樹脂1の成形を行う成形型3の変位を、サーボコントローラ13によって制御されるサーボモータ9およびボールネジ機構8によって制御する複合光学素子の製造装置において、紫外線4aの照射による紫外線硬化樹脂1の硬化開始時に、サーボモータ9のトルク制限設定値21を成形型3およびその支持構造の重量に釣り合う値に変更して成形型3を浮動状態にし、紫外線硬化樹脂1の収縮硬化力に成形型3が追従するように制御し、成形型3の成形面3aが転写される紫外線硬化樹脂1の光学機能面1aにおけるヒケの発生を防止し、基材2とともに複合光学素子を構成する紫外線硬化樹脂1の光学機能面1aの面精度を向上させる。
(もっと読む)
発泡成形設備
【課題】レイアウト変更の自由度が高く、また設備も簡易となる発泡成形設備を提供する。
【解決手段】台車70がライン1〜6を循環し、1周する度に成形品が成形される。金型80に対し、防爆注入ゾーン10にてウレタン原液が供給される。台車70は、ライン1、2を経て、ライン3,3a,3bのいずれかを走行する。この間、金型80が温水で加熱され、ウレタンの発泡及び硬化反応が進行する。蓋開け機31で上型82が開放され、脱型ゾーン32で成形品が下型81から脱型される。台車70は、次いで離型剤塗布ゾーンまで走行し、キャビティ面に離型剤が塗布される。副資材が副資材セットゾーン50において金型80にセットされる。待機ゾーン60での待機中に、温水の交換、エアタンク79へのエアの補充、バッテリ71への充電が行われる。
(もっと読む)
樹脂材の射出成形方法および射出成形装置
【課題】射出成形されたレンズ部2を第一金型6から脱型した場合に熱収縮により発生する該レンズ部2の歪を補正する。
【解決手段】互いに型合わせされる第一、第二の金型6、7を用いてレンズ部2とハウジング3をそれぞれ射出成形した後、レンズ部2とハウジング3とを突き当てて一体化する前のハウジング3に成膜を施す工程と並行して、第二金型7に残るレンズ部2の第一金型6脱型面に、可動金型8の先端型面8aを押し当てて歪を補正するようにした。
(もっと読む)
成形体製造用金型および製造方法
【課題】形状が異なった第一、第二の成形体1、2を一組の金型3、4を用いて交互に連続して製造できるようにする。
【解決手段】一方の第二半部突き合せ面2aOと他方の第二半部突き合せ面2bOとを突き合せて第二成形体2を製造するとき、一方の第一半部の反突き合せ面と突き合せ面とを形成する型面1aO、1aI同士、他方の第一半部の突き合せ面と反突き合せ面とを形成する型面1bO、1bI同士が突き合って各第一半部1a、1bを形成する工程と、一方の第一半部突き合せ面1aOと他方の第一半部突き合せ面1bOとを突き合せて第一成形体1を製造するとき、一方の第二半部の反突き合せ面と突き合せ面とを形成する型面2aO、2aI同士、他方の第二半部の突き合せ面と反突き合せ面とを形成する型面2bO、2bI同士が突き合って各第二半部2a、2bを成形する工程とを交互に繰返すようにする。
(もっと読む)
粉体成形方法とそれに用いる粉体成形用金型
【課題】簡素な金型構成で、加圧の解放時や取出し時に割れや欠けの発生させることのない粉体成形方法とそれに用いる金型を提供する。
【解決手段】金型を組合せて直方体の空隙14を形成し、この空隙に粉体を供給した後、前記空隙の側面を、前記金型を介して加圧することで、矩形の断面を有する長尺の粉体成形物を成形する方法であって、前記加圧は、空隙の六側面を一定時間加圧する第一の加圧工程と、六側面の内、対向する二側面の加圧を先に解放して前記金型の一部を移動させた後、残りの四側面の加圧を解放する第二の加圧工程とした。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 新しい構造を持つウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、一端から他端に向かって連通するよう配向された空孔を持つ発泡本体を有する。このウレタン発泡成形体は、発泡ウレタン樹脂原料と磁気粘性流体とを混合した混合材料を発泡型に注入し、該発泡型の一端から他端に向かう磁場中で発泡させることにより製造される。
(もっと読む)
自動車用の換気装置、換気装置を製造する鋳型及び方法
【課題】機能性の点にて通常の必要条件に適合することのできる、単純な設計の換気装置を効率良くシリーズ製造することを可能にする。
【解決手段】自動車の換気装置10は、プラスチックで出来たハウジング12と、ハウジング12に対して射出成形された少なくとも1つの換気フラップ14とを備える。ハウジング12は、換気フラップ14の各々の接続領域内に開口部を有する。換気装置10を製造するための鋳型は、2つのコアを有しており、これらのコアは、射出位置において、換気フラップ14の輪郭を規定し、また、型抜き位置において、鋳型内にて形成された成形部分を型抜きすることを可能にする。射出位置において、開口部が換気フラップ14の接続領域内にて2つのコアの間に形成される。鋳型により換気装置10を製造する方法において、換気フラップ14は、ハウジング12の開口部24を通してハウジング12に対して成形される。
(もっと読む)
1 - 20 / 50
[ Back to top ]