
Fターム[4F202CK01]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916)
Fターム[4F202CK01]の下位に属するFターム
ランナー、スプルー (1,536)
流量調節部材を有するもの(←開閉弁) (311)
混合手段を有するもの (12)
Fターム[4F202CK01]に分類される特許
41 - 57 / 57
中空成型品を生産する方法及び装置、並びに、その方法により生産される中空成型品
パイプ節のように、中空内部を有する射出成形されたプラスチック製品(10)を生産する方法であって、環状成形キャビティを区画する外側ダイ部品(11、12)と内側マンドリル(13)を形成するステップと、成形キャビティ(14)へプラスチック材料を導入するステップと、マンドリルの表面へ開口する流路(37)を通し、マンドリルと成型品の内部表面との間の中間面に加圧流体を送出するステップと、外側ダイ部品(11、12)を閉じた状態にしたままマンドリル(13)を取り外すステップとを含む。そのような中空成型品を生産する装置、中空成型品そのもの、及び、老朽化し、破損し、あるいは、損傷された既存のパイプラインをライニングする方法も記述される。  (もっと読む)
(もっと読む)
プリフォーム成形機

【課題】プリフォーム成形時の重ね成形を防止するプリフォーム成形機を提供する。
【解決手段】プリフォーム成形機100は、キャリアプレート30の上流に真空ポート33a,33bを介して真空ホース41a,41bと、真空ホース41a,41bの流量を検知する流量計42a,42bと、真空ライン44a,44bまたは大気ライン47a,47bを切り換える切替弁43a,43bと、キャリアプレート30の内部を真空引きする吸引ポンプ45a,45bと、真空ライン44a,44bを真空解除する真空弁46a,46bとを備え、コア金型10からプリフォームPFを吸引しながら移動する場合に、流量計42a,42bの一方または双方が真空ホース41a,41bの流量を検知すると、コア金型10の移動機構12をインターロックする。
(もっと読む)
開口部を有する合成樹脂製枠体の成形方法

【課題】 コンピューターのディスプレーの枠体や、液晶テレビ或いはプラズマテレビ等のディスプレー用の枠体など、内側に開口部を有する合成樹脂製枠体を、性状的に一定品質の合成樹脂成形品として一挙に成形することができる。
【解決手段】 内側に開口部を有する合成樹脂製枠体の成形方法であって、
前記枠体成形用の周部キャビティ300と、該周部キャビティ300に連通する溶融樹脂原料の注入ゲート400を備え、かつ、当該注入ゲート400が、前記開口部に対応する位置の領域全体に亘って設けられた溶融樹脂原料の貯留部401を備えた金型を用い、
この金型内に供給された溶融樹脂原料を前記貯留部401で一旦貯留し、この貯留部401から前記周部キャビティ300への溶融樹脂原料の注入分を閉型時に前記周部キャビティ300に注入して成形することを特徴とする。
(もっと読む)
パウダースラッシュ成形方法及び装置
【課題】インストルメントパネルの表皮材等の成形において、部分的な厚みのコントロールが容易に可能で、厚み偏差をなくし、助手席側は所定の肉厚を確保して、運転席側の肉厚を薄肉化でき、またブロッキングパウダーの除去作業を簡略化できるようにする。
【解決手段】金型10の開口側に対向して樹脂パウダーRを収容する材料箱20を固定しておき、この金型10と材料箱20を回転させて、材料箱20内の樹脂パウダーRを金型10に供給して内表面13に付着させて表皮成形品を成形する場合に、材料箱20の開口部22に金網30を付設しておいて、樹脂パウダーRの金型10内への落下供給を制限しながら成形する。
(もっと読む)
プラスチック原料液注入装置およびプラスチックレンズの製造方法
【課題】プラスチックレンズの製造において注入管の交換を容易、短時間に行う手段、及び高粘度で初期重合速度の速い原料液から、泡や光学的欠損が低減する方法の提供。
【解決手段】プラスチックレンズを成形する型に原料液を注入するための注入装置は、複数のモノマーを含む原料液を混合して吐出口より流出する吐出部と、原料液を一端から他端へ流すための貫通孔を有する複数の注入管と、一端が前記吐出口に連結された注入管(吐出口連結注入管)を吐出口連結注入管と交換するための注入管(交換用注入管)に交換するための交換手段とを含み、交換手段は、交換用注入管の端部を保持する待機保持部と、吐出口連結注入管の端部を、吐出口と連結された状態で保持する連結保持部と、前記待機保持部に保持された交換用注入管端部を移動させ吐出口に連結するとともに、吐出口に連結されていた吐出口連結注入管の吐出口との連結を解除する移動手段とを備える。
(もっと読む)
繊維配列体の製造鋳型
【課題】気泡混入のない繊維配列体の製造を可能とする簡便な構造の鋳型を提供する。
【解決手段】繊維の長手方向に引き揃えた繊維束が樹脂で固定された繊維配列体の製造用鋳型であって、該鋳型は、少なくとも2個の組み立て可能な鋳型部品群で構成され、該鋳型部品群の少なくとも1個の鋳型部品には、隣接する他の鋳型部品との接合面の底部付近に、鋳型の空洞に到達する溝を設け、当該他の鋳型部品には、該溝に相対する箇所から鋳型外部に到達する貫通穴を設け、これら鋳型部品を組み立てることにより鋳型外部から鋳型空洞まで貫通する空間を備えたことを特徴とする、前記鋳型。
(もっと読む)
射出成形装置
【課題】溶融樹脂を射出する射出機1と、この射出機1から射出された溶融樹脂をキャビティ24内で成形する金型20とを備えた射出成形装置において、射出機1の溶融樹脂に混入された異物による金型20の破損を未然に防止するとともに、その異物の混入の有無を金型20の分解をせずに確認できるようにする。
【解決手段】射出機1において樹脂射出口13が形成された射出機側接続部10と、金型20において樹脂導入口48が形成された金型側接続部47と間に異物除去用のフィルタ部材53を配置する。そのフィルタ部材53の各フィルタ孔59の内径d2を、金型20におけるゲートノズル31の樹脂供給口34の内径d1よりも小さくすることで、異物をフィルタ部材53で捕捉できるようにする。
(もっと読む)
射出成形機の金型位置決め機構
【課題】 固定盤におけるロケートリング挿入孔に対して、金型のロケートリングに対応したロケートリング挿入部材を取付ける際に、簡単な機構によりロケートリング挿入部材を固定盤に確実に取付けることができる射出成形機の金型位置決め機構を提供する。
【解決手段】 固定盤12におけるロケートリング挿入孔13に対して取付けられ径の大きいロケートリング14aに対応するロケートリング挿入部材19の内周部に、径の小さいロケートリング14bに対応するロケートリング挿入部材21を取付可能に設ける。
(もっと読む)
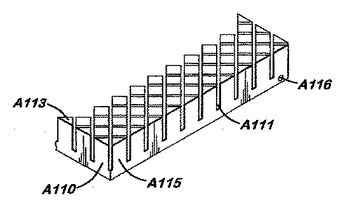
フレーム成形方法および制限型
本発明は、フレームを成形する方法に関する。少なくとも1つの平らな薄板状のエレメント(2,3,4,5,6)が内部に配置され、少なくともエレメントの端部を囲む限界鋳型(100)が準備される。少なくとも1つのエレメントを回転(40)させ、限界鋳型に導入された成形材料を少なくとも1つのエレメントの端部領域(7)に導いて固めさせ、少なくとも1つのエレメントを少なくとも部分的に完全に囲むフレームを製造する。 (もっと読む)
ガラス板一体樹脂成形方法及び照明器具
【目的】 本発明の目的は、成形時にガラス板が位置ずれせず、且つ割れることなく、ガラス板の周縁部に樹脂枠体を一体成形することができるガラス板一体樹脂成形方法及び照明器具を提供することにある。
【構成】 ガラス板一体樹脂成形方法は、ガラス板10の周囲に略同量の複数のシート状の樹脂材料Xを配置し、当該樹脂材料Xを上下一組の金型110、120により押圧することにより、キャビティ空間α内を流動させ、これによりガラス板10の周縁部に樹脂枠体Xを一体成形するようになっており、樹脂材料Xを配置するに当たり、樹脂材料Xを、ガラス板10を挟んで対向する位置であり、且つ樹脂材料Xの流動力がガラス板10に対して略均一に作用する位置に配置するようにしている。
(もっと読む)
筆記具用成形品及びその製造方法
【課題】 強度や耐久性に優れて品質の安定化した筆記具用成形品を提供する。
【解決手段】 筒状体1の軸方向へずらした位置に複数のゲート跡2bを残すことで、各ゲートからの溶融樹脂の流入時におけるゲート付近の残留応力が分散され、溶融樹脂の密度バランスに偏りがなくなる。
(もっと読む)
成形型、成形方法、成形体、透過型スクリーンおよびリア型プロジェクタ
【課題】 成形体から容易に剥離することができ、長寿命で、取り扱い性に優れた成形型、その成形型を用いた成形方法、その成形体を用いて製造される成形体、透過型スクリーンおよびリア型プロジェクタを提供すること。
【解決手段】 本発明の成形型1は、成形型1は、第1のシリコーン樹脂で構成され、一方の面に複数の凹部が形成された第1の層2と、第1の層2の他方の面側に配され、第1の層2よりも低分子の第2のシリコーン樹脂で構成された第2の層3とを有している。第1のシリコーン樹脂の重量平均分子量は、600,000以上である。第1の層2の厚さは、0.5〜5.0mmである。第2の層3を構成する第2のシリコーン樹脂の重量平均分子量は、300,000〜350,000である。
(もっと読む)
複数の加圧チャンバを有する補綴ソケット直接注型装置
【課題】
【解決手段】 本発明の補綴ソケット注型装置は、前方側面を備えた基部を有し、この前方側面から、中央の注型領域を囲む膨張可能なブラダーが延びている。ブラダーは、ブラダーの内側でその長さにほぼ沿って延び、中央の注型領域を周方向に囲んでいる膨張可能な複数の内側チャンバを有する。これらチャンバの内壁は、柔軟で流体不浸透性の比較的薄いシート材料で形成されている。この材料は、チャンバの空間が加圧されると伸張可能である。ブラダーはまた、材料で形成された外側カバー、即ち、壁部か、ブラダーの外方への伸張を拘束する構造物かを有している。これらチャンバは、硬化可能な補綴ソケット材料が上に配置された義足が圧力下で注型および硬化されるように配置され得る中央の注型領域を圧迫するように、義足加圧された空気または他の流体を用いて膨張可能である。 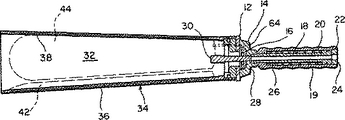 (もっと読む)
(もっと読む)
射出成形機における成形材供給装置
【解決手段】射出成形機において、成形型1には、メインノズル5の射出口部5aと連通し得る主供給口部6のほかに、サブノズル15の射出口部15aと連通し得るとともにキャビティ4と連通する補助供給口部8を設けている。主供給口部6に連通する分配路10を有する分配ブロック7,9には、サブノズル15を取り付けた供給腕部11を回動可能に支持している。供給腕部11は、分配路10の吐出口部10aとサブノズル15の射出口部15aとを連通する供給路18を有し、分配路10の吐出口部10aに対するサブノズル15の射出口部15aの相対位置を変更するように変形し得るとともに、サブノズル15を成形型1に位置決めするねじ締結部を設けている。
【効果】射出筒の先端部の構造を簡単にするとともに、キャビティ4のゲート位置の設定を行い易くして射出時間や射出圧(型締め圧)を低減することができる。
(もっと読む)
プランジャ、封入デバイス、そしてプランジャ・ハウジングへのプランジャの嵌合をシールするための方法
【課題】プランジャがプランジャ・ハウジング内でロックしてしまう可能性を減少させる。
【解決手段】本発明は、型空洞へ封入材料を供給するためのプランジャ(1、10、25、40)に関する。このプランジャは、プランジャの円筒ケーシング内へ凹んだ少なくとも一つの周縁溝(3、11、30、41)を持ち、この溝内には、溝を部分的に充填するだけの材料部品(6、12、31、42)が配置される。本発明は、また、担体上に取り付けた電子部品を封入するためのデバイスに関する。加えて、本発明は、また、圧力下で型空洞へ封入材料を供給するように適応したプランジャの、プランジャ・ハウジングへの嵌合をシールするための方法に関する。
(もっと読む)
スクリード形成方法
継続的、周期的に熱可塑性材料を緩衝材に形成するスクリード形成方法を開示する。
 (もっと読む)
(もっと読む)
眼鏡用プラスチックレンズの注型重合方法
【課題】 光硬化樹脂レンズの重合工程では、粘着テープと成形型でモールドを形成し、注入針を粘着テープに貫通させたり、熱風で注入口を開け、光硬化性プラスチックレンズ原料をモールド内に注入し、その後、封止剤で封止していた。しかし、封止剤が光硬化性プラスチックレンズ原料に混入し、眼鏡用プラスチックレンズの製造歩留まりを低下させていた。
【解決手段】 光硬化性プラスチックレンズ原料の注入後に、その状態で光を照射して短時間で硬化させることで、注入後に必要であった封止工程が省略できる。また、封止剤の混入を防ぐことができる。
(もっと読む)
41 - 57 / 57
[ Back to top ]