
Fターム[4F202CK57]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454) | アンギュラピン (85) | 端部可動の (24)
Fターム[4F202CK57]に分類される特許
1 - 20 / 24
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
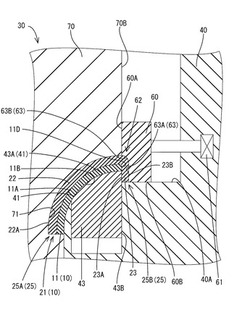
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
成形品の取り出し方法

【課題】 アンダーカット部分をまくりあげることなく成形品を金型から離型させて取り出すことができる成形品の取り出し方法を提供する。
【解決手段】 下型5に対して上型4を離脱させる上型離脱工程と、左右の外スライドコア6a,6bを成形品1より離脱させる外スライドコア離脱工程と、左右のアンダーカット部分3a,3bを成形する夫々2分割された左右の傾斜コア7a,7b,7c,7dを、その左右両端の幅W1,W2が対向する成形品1の端部間距離D1,D2よりも短くなるまで互いに接近させると共に押し上げる傾斜コア接近押上工程と、テール部2のアンダーカット部分2aを成形する直押しコア8を押し上げ、傾斜コア7a,7b,7c,7dを成形品1より離脱させる傾斜コア離脱工程と、成形品1を吸着手段15で吸着して移動させ、直押しコア8を成形品1より離脱させる直押しコア離脱工程を備えた。
(もっと読む)
アンダーカット処理機構
【課題】成形品の下面内側に突出したアンダーカット部が型抜き方向に対して交差する左右両側に凹凸するような形状である場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、エジェクタピン20に支持された保持駒40とホルダー30外に配された各成形コア60とは、一対の連結部材51,52により連結支持され、各連結部材51,52は、互いに同一平面上で交じり合うように一方のガイド溝53に他方が貫通した状態で、ホルダー30内にあるガイド手段である斜溝34,35に沿って型抜き方向に案内される。
(もっと読む)
成形用金型
【課題】簡易な構成で組み付け時間を短縮することのできる、アンダーカット成形品成形可能な成形用金型を提供する。
【解決手段】可動型210が型締め方向Aに移動するときに、スライドガイド溝121がスライド板223をガイドしてキャビティ板221,222を成形品300成形用キャビティの方向(型締め時スライド方向B)へスライドさせる。可動型210が型開き方向A’に移動するときに、スライドガイド溝121がスライド板223をガイドしてキャビティ板221,222を成形品300成形用キャビティから離間させる方向(型開き時スライド方向B’へスライドさせる。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー40内に、中子ピン50とこれを囲む一対の成形コア30,30を収納し、各成形コア30は、中子ピン50を囲んで互いに対接し合う成形位置と、離隔する離型位置とに摺動可能であり、ホルダー40内に、成形品Pの型抜き時に各成形コア30を成形位置から離型位置に向けて、型抜き方向および逃げ方向にそれぞれ同時に移動する傾斜方向に沿って案内する斜溝43を設けた。また、各成形コア30の移動に伴い中子ピン50はセンター孔P2からの逃げ方向に移動する。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突き出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向へ移動する第1コア31と、該第1コア31に隣接して配された第2コア32とから成り、これら第1,2コア31,32は、それぞれ隣接する傾斜した側面33,34を有し、各側面33,34同士は互いに傾斜した方向へ相対的に摺動する状態で押し引き可能に連結されている。ホルダー40内に、第1コア31を型抜き方向へ案内する第1縦溝43と、第1コア31の型抜き方向への移動に伴い押し引きされて連動する第2コア32をアンダーカット部P1から離脱可能な方向へ案内する第2横溝44を設けた。
(もっと読む)
樹脂成形品の成形方法並びに成形金型
【課題】スライドコアを配置してアンダーカット部を有する樹脂成形品を成形する樹脂成形品の成形方法並びに成形金型において、スライドコアに設けたガス抜き構造におけるガス抜き方向を樹脂成形品の表面側とは反対方向に設定することで外観不良を回避する。
【解決手段】アンダーカット部を成形するためにコア型30に配置するスライドコア40は、傾斜ロッド41を挿通するロッド挿通孔42はガス抜きピン44と到達するまで長寸状に設定し、ガス抜きピン44のピン挿通孔45とロッド挿通孔42とを連通させ、ガス抜きピン44とピン挿通孔45との間、並びに傾斜ロッド41とロッド挿通孔42との間にそれぞれクリアランスd1,d2を設定することで、成形時にキャビティCに滞留するガスをガス抜きピン44の外周クリアランスd1及び傾斜ロッド41の外周クリアランスd2を通じて樹脂成形品1の表面側とは反対方向に導くことで、外観不良を回避する。
(もっと読む)
射出成形用ホットランナ金型のバルブゲート
【課題】駆動手段の往復作動によってバルブを開閉するバルブゲートで、バルブ閉時のゲートカット高さ、バルブ開時の流量などを調整する。また、閉作動時にバルブゲート先端内部の材料が急激に圧縮され、内圧が上昇するのを防止する。また、バルブが正常に作動できなくなった場合に駆動部分の破損を防止する。
【解決手段】バルブ体41の駆動手段として電動駆動手段を用いる。電動シリンダ121の駆動によってバルブ体41が上下に作動し、ゲート穴15を開閉する構造において、電動シリンダロッド125の前進後退位置を位置決めすることにより、バルブの閉位置、開位置を調整することができる。また、各作動位置での作動速度および推力を制御することができる。さらに、バルブ作動の過負荷を検出して駆動を停止することができる。
(もっと読む)
射出成形型、及び、成形品の離型方法
【課題】型コストを下げることができると共に、調整リードタイムを短縮させることができる射出成形型、及び、この射出成形型から成形品を離型させる成形品の離型方法を提供する。
【解決手段】アンダーカット部4aを有する成形品4を射出成形するために用いられる射出成形型(金型1)において、傾斜面9a、及び、成形品4に形状を転写する成形品転写部9b、を有するスライド入子9と、スライド入子9の傾斜面9aと互いに摺動する傾斜面8aを有するロッキング部材(ロッキングブロック8)と、を備える構成とする。
(もっと読む)
射出成形用金型
【課題】L字形に折曲したソケット部3cのように第二主金型6、7の離接方向の移動では型抜きできない面3d、3eがある成型品を成形するためのスライド金型8を第一主金型6に設けるにあたり、該スライド金型8を、セット位置に至る直前まで第二主金型7に当接しないようにする。
【解決手段】第一主金型6に、スライド金型8がセット位置に移動するほどダイに主金型側に偏倚移動する傾斜案内面6aを設け、該傾斜案内面6aに沿う状態でスライド金型をセット位置まで移動させるようにしてスライド金型8と第二主金型とのあいだに必要だった円滑摺動を確保するための隙間をなくしてバリ発生がないようにした。
(もっと読む)
射出成形金型
【課題】アンダーカット形状を形成するためにコア入れ子ピン同士を嵌め込ませるタイプであっても外部動力の不要な射出成形金型を提供する。
【解決手段】射出成形金型30の開閉に伴って2つの移動ユニット80、180が移動し、この移動によって、コア入れ子ピン20とコア入れ子ピン120が互いに干渉せずに成形空間34から出し入れされる。射出成形金型30が完全に開いた状態、即ち、図1と図4に示すように固定側入れ子42と可動側入れ子62が完全に離れて固定側移動ユニット50と可動側移動ユニット70が全く接触していないと共に、固定側移動ユニット150と可動側移動ユニット170も全く接触していない状態では、図7(a)に示すように、2本のコア入れ子ピン20,120は成形空間34から完全に離れている(出ている)。
(もっと読む)
アンダーカット処理機構
【課題】コンパクトに構成することが可能となり、省スペース化の要請に応じることができ、金型への加工および組み込みが容易で、構成が簡単であり組立てに手間と時間がかからず、コストダウンを実現することができ、しかも耐久性にも優れたアンダーカット処理機構を提供する。
【解決手段】ホルダー40の上端側の壁面に、連結部材70が傾斜した状態で摺動可能に貫通し、エジェクタピン21の突き出し動作に伴って、該連結部材70が型抜き方向および逃げ方向に同時に移動する傾斜した方向に沿って案内されるガイド孔47を設ける。ホルダー40を、ガイド孔47がある上端側をホルダー本体41とは予め分割した上端部46とし、該上端部46をホルダー本体41に対して着脱可能に構成する。
(もっと読む)
積層成形品の成形方法並びに成形金型
【課題】基材とその裏面に樹脂モールド部を一体化してなる積層成形品の成形方法並びに成形金型であって、積層成形品の成形後の脱型操作を円滑に行なう。
【解決手段】ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その裏面側に一体化される樹脂モールド部22とから構成されている。上記樹脂モールド部22は、アンダーカットとなるウエストフランジ23と、補強機能を持つ複数の樹脂リブ24とを備えた複雑形状であり、成形下型60に直上げコア70を配置して、樹脂モールド部22の成形を実施している。そして、直上げコア70は、樹脂モールド部22との脱型が困難な部位を固定ブロック71として、また、その他の部位を可動ブロック72とした分割体で構成することで、食いつきが生じる部位をフリー状態とすることにより、脱型性を高める。
(もっと読む)
成形装置
【課題】基材と表皮材が一体化した樹脂成形品を成形する場合に、溶融樹脂材による表皮材への影響を抑制できるようにすることで、外観見栄えの良好な樹脂成形品を低コストで得られるようにする。
【解決手段】成形装置1は、可動側成形面3aを有する可動型3と、可動側成形面3aと共にキャビティを形成する固定側成形面2aを有する固定型2とを備えている。表皮材51を可動型3と固定型2との間に保持する。固定側成形面2aには、窪み部2bを設ける。この窪み部2bの底部側に、ゲートG1を開口させる。ゲートG1から射出された溶融樹脂材は、窪み部2b内から固定側成形面2a上に広がる。
(もっと読む)
成形装置
【課題】スライド型を備えた成形装置において、型費の高騰を招くことなくスライド型の温度調節を可能にして、高品質の成形品を低コストで得られるようにする。
【解決手段】成形装置1は、第1成形面3aを有する第1成形型3と、この第1成形面3aと共にキャビティを形成する第2成形面2aを有する第2成形型2を有している。第2成形型2には、樹脂成形品TRのアンダーカット部52を成形するためのスライド型10を設ける。スライド型10には、熱媒体通路10bを形成する。スライド型10には、傾斜ピン34を取り付ける。この傾斜ピン34の内部には熱媒体通路を設け、この熱媒体通路をスライド型10の熱媒体通路10bに接続する。
(もっと読む)
球体用成形金型の成形装置
【課題】簡易な構造で、成形された球体用成形金型の成形面に形成されたアンダーカットと干渉することなく各中子を迅速に脱型する。
【解決手段】中央部中子3を支持する第1型部10と、側部中子を支持する第2型部20とが接近することにより、中央部中子3と側部中子とが型締めされ、離反することにより型開きするとともに、側部中子が成形されたアンダーカットから脱型される。
(もっと読む)
樹脂成形用金型装置
【課題】樹脂成形用金型へ組み込みやすく、また構成が単純でコストが嵩まないようにした樹脂成形用金型装置を提供する。
【解決手段】アンダーカット部P1を逃げるための装置であり、エジェクタピン21の先端部23に連結されるアンダーカット抜き装置30が可動型15に設けられ、アンダーカット抜き装置30は、可動型15内に収容されるホルダ40と、エジェクタピン21の先端部23が連結されてホルダ40内で抜き方向に摺動可能に保持される保持駒50と、保持駒50に型抜き方向とは交差する逃げ方向に移動可能に嵌合された逃げ動作駒60とより成り、ホルダ40と逃げ動作駒60との一方には斜溝41または斜条63が設けられ、他方は、斜溝41または斜条63に摺動可能に嵌合し、逃げ動作駒60が型抜き動作時にアンダーカットからの逃げ方向に移動可能に構成されている。
(もっと読む)
射出成形用金型構造
【課題】スライドコアと型部材の傾斜面の間に隙間が形成されてしまうことにより、製品不良が発生してしまうという問題がある。
【解決手段】成形品5にアンダーカット部5aを形成するための凹部3a(成形面)を有するスライドコア3を、前記成形品の脱型方向に対して斜め方向に押出されるロッド7にて可動入子2から押出すことで、前記成形品5が脱型される構成とする射出成形用金型構造であり、前記スライドコア3には、前記ロッド7の引き戻し力F1によって前記可動入子2に設けた圧着面2zに対して圧着される圧着面3zと、前記可動入子2に設けられ、前記ロッド7の傾斜方向と同方向に傾斜させた傾斜面2fに対して当接される傾斜面3fと、が形成され、前記スライドコア3の圧着面3zと、前記ロッド7の引き戻し力F1のベクトルのなす角度R1は、90度以上に設定される。
(もっと読む)
1 - 20 / 24
[ Back to top ]