
Fターム[4F202CK59]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454) | 傾斜面のすり合わせ、カムによるもの (68)
Fターム[4F202CK59]に分類される特許
1 - 20 / 68
ワーク保持治具及びそれを用いたワークの加工方法
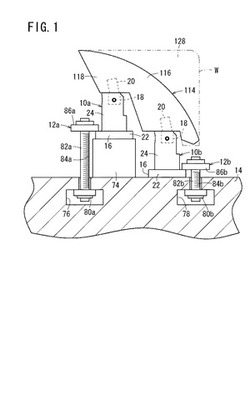
【課題】汎用性が高く、支持部位の形状が異なる様々な種類のワークを容易に保持することが可能であり、これによりコストの低減を図ることができるワーク保持治具及びそれを用いたワークの加工方法を提供する。
【解決手段】被加工部位128と、ロッド嵌合穴126a、126bが形成された支持部位118とを有するワークWを、ワーク保持治具10a、10bで保持する。これらワーク保持治具10a、10bは、第2大径孔30が形成された支持基材16と、前記第2大径孔30に挿入される媒介部材18と、ロッド嵌合穴126a、126bに挿入される係合部材20とを有する。支持基材16が加工用テーブル14に取り付けられると、ワークWの被加工部位128が鉛直上方に臨む。この被加工部位128に対して所定の加工が施される。
(もっと読む)
樹脂封止方法

【課題】成形品の製造歩留まりを向上することのできる技術を提供する。
【解決手段】上テーパプレート24に対して、そのテーパ面24aと対向するテーパ面25aを有する下テーパプレート25を型開閉方向と直交する方向に移動して、テーパ面24aおよびテーパ面25aでスライドさせると共に、下テーパプレート25を介してインサートブロック22を型開閉方向に移動させてクランプ位置を固定させる。次いで、ワークWが第1クランプ力C1より高い第2クランプ力C2でクランプされた状態で、キャビティ15aが完全に充填されるまで第1樹脂圧P1で溶融樹脂28aを注入し、ワークWが第2クランプ力C2より高い第3クランプ力C3でクランプされた状態で、キャビティ15aで充填された溶融樹脂28aに対して第1樹脂圧P1より高い第2樹脂圧P2で加圧する。
(もっと読む)
スライドコア装置
【課題】コンパクトでスライドコアの構成が簡便なスライドコア装置を提供する。
【解決手段】スライドコア装置は、開位置と閉位置との間を移動可能なスライドコア1が閉位置に位置するとき、カム部材4が所定の上方位置から下方位置へ移動されると、カム部材4の揺動部材43がスライドコア1の段差部14を乗り越えて揺動部材43上のカム面42が、段差部14に設けられた傾斜面12に対向し、その後、カム部材4が下方位置から上方位置へ移動されると、カム面42が傾斜面12に作用し、スライドコア1が、閉位置から開位置へ移動するにように構成される。
(もっと読む)
成形金型
【課題】アンダーカット部が設けられる成形品を変形や損傷等を与えることなく成形できる、耐久性の高い成形金型を提案する。
【解決手段】成形金型は、第一側壁103及び第二側壁104の外側面を成形するキャビティ11と、第二側壁104の内側面を成形するコア21と、コア21に対して密着配置されて第一側壁103の内側面を成形する共に、金型開動作の後に第一側壁103の内側面から離間する傾斜コア22と、傾斜コア22に対して密着配置されて第一側壁103の縁部を成形する共に、金型開動作に伴って第一側壁103の縁部から離間するスライドコア24と、を備える。
(もっと読む)
CVJブーツ成形用金型及びCVJブーツ成形方法
【課題】内周面に大きなアンダーカットとなる蛇腹部をもつCVJブーツを射出成形で成形できるようにする。
【解決手段】成形品の内周表面を成形する複数対の分割型4、5を中芯を中心とする放射状に配置し、各対の分割型を軸方向に順に移動させながら、軸方向に移動した分割型どうしの間に形成される空間にその分割型を径方向に移動させて離型する。径方向の移動距離を大きくとることができるため、蛇腹部を容易に離型することができる。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側から嵌め込む構造を採用しながら、コアピンと金型との緩みを防止する。
【解決手段】本発明は、金型構造100であって、製品成形部31から離れた位置に拡径部34を有するコアピン30と、コアピン30を打ち込んで嵌挿するコアピン取付け孔20を金型表面側に有する金型10と、コアピン取付け孔内20に配置され、拡径部34より小径の嵌合部41を有する圧接部材40と、を備え、拡径部34が嵌合部41に挿入されることにより、嵌合部41は拡径方向の力を受けてコアピン取付け孔20の内壁に圧接する。
(もっと読む)
成形装置
【課題】ガスケットの交換頻度を抑えて成形サイクルの短縮ができる成形装置を提供する。
【解決手段】上型2及び下型3で形成されたキャビティ6に成形材料8が充填された状態で前記下型3を上昇させて成形材料8を加圧する加圧手段を備える。下型3及び上型2のうち一方を一方型とすると共に他方を他方型とする。一方型に上下方向に移動自在に設けられたガスケット9と、ガスケット9を他方型のパーティング面30に押し付ける押付手段を備える。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて成形された空間に、第一材料を射出して、筐体100を成形し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて成形された空間に、第二材料を射出して、可動側金型に保持された筐体にシール部材を成形する。
(もっと読む)
離型方法とその装置
【課題】 簡易な構成で凹部を有する成形品を円滑に離型させることができる離型装置を提供する。
【解決手段】 内側にテールライト取付用ボス2を有する成形品1を離型させる装置であって、直押しコア7内に配設されテールライト取付用ボス2を成形する押出ピン12と、下型4内に配設され押出ピン12を突出方向に押し出す押出ブロック14からなり、直押しコア7が上昇すると押出ピン12が押出ブロック14に押されて突出方向に前進し、更に直押しコア7が上昇すると押出ピン12が押出ブロック14から外れて後退してテールライト取付用ボス2から抜ける。
(もっと読む)
多色成形品の成形方法並びに成形金型
【課題】トリム本体とオーナメントとを一体化した多色成形品の成形方法並びに成形金型であって、成形性能、外観見栄えを高め、かつ容量のコンパクト化を図る。
【解決手段】成形金型40は、相互に型締め、型開き可能な成形上下型50,60と、成形下型60に配置され、オーナメント30を成形する際に使用する分割入子70と、分割入子70の長手方向両端に設けた斜面カム機構80とから構成し、斜面カム機構80のシリンダ82を伸長動作させて、スライド駒81の前進動作に連繋して、分割入子70を上昇させて、成形上型50と分割入子70とでオーナメント用キャビティC2を画成し、オーナメント30を成形する。次いで、スライド駒81を後退操作して、分割入子70を下降操作し、本体用キャビティC1内に第1の溶融樹脂M1を射出充填して、ドアトリム本体20を所要形状に成形するとともに、オーナメント30と一体化する。
(もっと読む)
成形用金型及び成形方法
【課題】CVJブーツなど内周面に大きなアンダーカットとなる凹凸部をもつ成形品を射出成形で成形できるようにする。
【解決手段】成形品の内周表面を成形する複数対の分割型を中芯を中心とする放射状に配置し、各対の分割型を軸方向に順に移動させながら、軸方向に移動した分割型どうしの間に形成される空間にその分割型を径方向に移動させて離型する。
径方向の移動距離を大きくとることができ、凹凸部を容易に離型することができる。
(もっと読む)
金型装置
【課題】 金型の外部に設けたシリンダユニットの作動で鋳抜ピンを出没させる金型装置を提供する。
【解決手段】 固定金型2の下部にはスライドブロック6が摺動自在に配置され、前記固定金型2の側面には油圧シリンダユニット7が固定金型2の高さ範囲内で取り付けられ、この油圧シリンダユニット7の作動により前記スライドブロック6が固定金型2内で往復動する。前記スライドブロック6の前面は傾斜面8とされ、この傾斜面8の中央に断面T字状をなす突部9が直線状に設けられている。一方、固定金型2の貫通穴10内にピン11が摺動自在に挿入され、このピン11は先部11a及び基部11bからなり、先部11aは鋳抜ピンとして機能するとともに交換可能とされ、基部11bは先部11aよりも大径とされ、この基部11bには前記T字状突部9が係合するアリ溝状の溝部12が形成されている。
(もっと読む)
金型、および成形品の製造方法
【課題】アンダーカットに対応した交換駒を容易に交換可能な金型を提供する。
【解決手段】金型1は、固定型2と、固定型2との間に成形品15に対応した空間部16を形成する可動型3と、可動型3に着脱自在に組み込まれ、傾斜した貫通穴31を有した交換駒21と、アンダーカット15cを形成する突起部33を有するとともに、交換駒21の厚さTと同じ又は交換駒21の厚さTよりも短く形成され、貫通穴31に摺動可能に配置され、固定型2に向いて押されたときに突起部33がアンダーカット15cから離れる向きに傾斜して移動する駒内スライド23と、固定型2に向いて移動するエジェクタプレート35と、エジェクタプレート35から駒内スライド23に向いて延び、駒内スライド23を固定型2に向けて押し出す押出ピン41とを具備する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
アンダーカット部を有する射出成形品用金型及びそれを用いた製造方法
【課題】金型構成の簡素化・低コスト化と製造工程の単純化を図ることができる、アンダーカット部を有する射出成形品用金型及びそれを用いた製造方法を提供する。
【解決手段】キャビティを有する雌型とコア6を有する雄型とによりアンダーカット部を有する射出成形品1を製造する金型であって、コア6は、先端側が先細りとなるように傾斜する第一傾斜面が形成されると共にキャビティに対して進退移動するクサビ部材10と、アンダーカット成形部位G1,G2と第一傾斜面に対して摺動可能に連接する第二傾斜面が形成されると共にクサビ部材10の進退移動に伴って進退移動の方向に直交する方向に平行移動するスライドコア12,13と、からなる。
(もっと読む)
アンダーカット部を有する射出成形品、流体噴射装置
【課題】製造工程の単純化と製品の低コスト化を実現するアンダーカット部を有する射出成形品、流体噴射装置を提供する。
【解決手段】キャビティを有する雌型とコア6を有する雄型とにより成形されるアンダーカット部を有する射出成形品1であって、コア6は、クサビ部材10とスライドコア12,13とからなり、金型を閉じると共にクサビ部材10をキャビティに対して前進してスライドコア12,13をキャビティの外周側に平行移動させ、キャビティとコア6により形成される内部空間に成形品材料を充填し、クサビ部材10をキャビティに対して後退してスライドコア12,13をキャビティCAの中心側に平行移動させ、雌型から雄型を離間して製造した。
(もっと読む)
金型開閉装置
【課題】解除バーの直線運動をカムの回転運動に変換することによってカムロックの開閉を行う構造の金型開閉装置において、細くて長い解除バーの高精度な切欠き加工を容易に行うことができるようにする。
【解決手段】同一の回転軸を支点としてそれぞれが独立して回転する第1のカム5と第2のカム6とによりクランプカムを構成する。そして、ドグ11の直線運動を第1のカム5の回転運動に変換し、第1のカム5の回転力を利用して第2のカム6を回転させることによって上本体爪1aとロック爪6aとのロックを解除するように構成する。これにより、ドグ11と直接接触する第1のカム5が、ロック状態を維持したまま第2のカム6と独立して回転できるようにして、切欠きを長くしてドグ11から押接力をずっと受けない状態にしておく必要をなくし、型開き長さ以上の大きな切欠部11bを作らなくても済むようにする。
(もっと読む)
射出成形用金型
【課題】 往復運動する単一のピストンにより駆動可能で、雄型部の小型化・大型化およびアンダーカット部の大型化にも対応できる射出成形用金型を提供する。
【解決手段】 雄型部と、駆動機構とを備え、雄型部が、センターコアと、その外周に交互に位置する主スライドコアおよび副スライドコアからなり、駆動機構が、ピストンと、ピストンと一体のバックプレートと、前面上を主スライドコアが摺動するコアプレートと、両プレートの周縁部に位置する第一ピン〜第六ピンと、それらを納めるハウジングとを備え、第五ピン、第六ピンおよびセンターコアが、バックプレートと一体であり、第三ピンおよび第四ピンが、コアプレートと一体であり、主スライドコアおよび副スライドコアがそれぞれ第二ピンおよび第一ピンと摺動手段により連結されており、第一ピン、第二ピン、第三ピンがそれぞれ第四ピン、第五ピン、第六ピンと連結手段により連結されている。
(もっと読む)
タイヤ加硫用金型
【課題】金型の組み込みにおいて、容易にかつ短時間でスライドキーのキー溝におけるセンタリングを確実に行うことができ、その結果、OV/SPを発生させることがなく生産性高く品質の安定したタイヤを得ることができるタイヤ加硫金型を提供する。
【解決手段】径方向の内方から外方に向けて、サイドモールド、トレッドセグメント、セクターシュー及びアクチュエータが順次配置され、アクチュエータに上下2本のボルトで固定されたスライドキーが、セクターシューに設けられたキー溝に嵌め込まれたタイヤ加硫用金型であって、スライドキーの上下部には、ボルトの締め付け方向が互いに逆方向になるように螺刻されたネジ穴が設けられ、さらに、アクチュエータには、ネジ穴の各々に対応したボルト挿通穴が設けられており、ボルトの各々を挿通穴に挿通してネジ穴に嵌め込み、互いに逆方向に締め付けることにより、アクチュエータとスライドキーとが固定されている。
(もっと読む)
二層発泡成形方法および装置並びに二層発泡成形品
【課題】主に、第一層部分の共用型当接部と共用型との間の隙間部に第二層部分を廻り込ませ得るようにする。
【解決手段】共用型24と一層目成形用型25とを用いて第一層部分22の成形を行う第一層成形工程と、成形された第一層部分22を残したままの共用型24と二層目成形用型26とを用いて発泡性の第二層部分23の成形を行う第二層成形工程とにより、第一層部分22と発泡性の第二層部分23とが一体化された二層発泡成形品31の成形を行う二層発泡成形方法であって、第一層成形工程で成形された第一層部分22の共用型当接部と共用型24との間に、隙間部61を形成した状態で第二層成形工程を行うことにより、第一層部分22の縁部から隙間部61へ第二層部分23を廻り込ませて、第一層部分22の共用型当接部の縁部に第二層部分23と一体の廻込部60を形成するようにしている。
(もっと読む)
1 - 20 / 68
[ Back to top ]