
Fターム[4F202CL32]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 駆動機構 (472) | トグル機構を有する (215)
Fターム[4F202CL32]の下位に属するFターム
Fターム[4F202CL32]に分類される特許
1 - 20 / 176
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
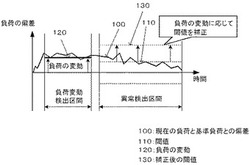
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
射出成形装置及び射出成形方法

【課題】簡易な構成で射出成形装置の圧力を調整する。
【解決手段】射出成形装置1は、第1の端部241への圧力により節243の屈折状態が変化し、第2の端部242がスライドする射出リンク24と、第2の端部242の動作に基づいて移動するスプリング23と、スプリング23の移動に基づいて発生した圧力により樹脂33を射出する射出用シリンダー31と、射出された樹脂33の型取りを行う型22と、を備える。射出リンク24は、外部から与えられた圧力により、節243が屈折状態から伸長状態となった後、加圧前とは逆方向の屈折状態となり固定される。スプリング23は、節243の屈折状態が伸長状態となる前に射出用シリンダー31が型22内のストローク一杯となった場合に、スプリング23のアウターチューブをスライドさせ、節243が逆方向に屈折した状態で固定された場合に、射出用シリンダー31に与える圧力を固定する。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】1ランク下の容量の小さい型厚調整用モータによっても、型厚調整ができるトグル式型締装置の型厚調整方法を提供する。
【解決手段】型厚調整用モータにより、型厚調整をするときは、タイバーナットを「型厚減」または「型厚増」の方向に駆動しなければならないが、「型厚減」の方向への初動回転抵抗は大きい。これに対し「型厚増」の方向への駆動抵抗は一般に小さい。そこで、型厚調整をするときは、タイバーナットを一旦「型厚増」の方へ設定時間あるいは設定角度だけ駆動して初動回転抵抗を取り去っておいてから、実際の調整を実施する。または、許容始動電流値と、計測される始動電流値とを比較して、始動電流値が小さいときはそのまま調整し、大きいときは逆方向に所定量駆動してから調整する。
(もっと読む)
型締装置及び型締方法
【課題】モータの出力増大を伴うことなくトグル機構にデッドロックが発生することを防止しうる型締装置及び型締方法を提供する。
【解決手段】可動プラテン13を固定プラテン12に対して進退させるトグル機構20と、トグル機構20と接続されたクロスヘッド24を移動させる型締モータ26とを含む型締装置において、クロスヘッド24をトグル機構20がクニッキングを有する所定の型締位置に移動させて型締モータ26を停止させた型締状態で当該型締位置に保持可能とする。
(もっと読む)
トグル式型締装置
【課題】型閉・型締を行う際にリンクピンに掛る曲げモーメントを小さくしリンクピンの曲がりを小さくすることができるトグル式型締装置を提供すること。
【解決手段】リアプラテン3にリンクピン15Bを介して連結された第1リンク11と、可動プラテン2にリンクピン15Aを介して連結された第2リンク12とを屈曲自在に連結し、第1リンク11に一端が連結され、他端がクロスヘッド14に連結されたトグル駆動用リンク13からなるリンクユニット17を複数備えたトグル式型締装置Mcにおいて、トグル駆動用リンク13との連結部であるトグル駆動用リンク枢着部23がトグル駆動用リンク13のクロスヘッド14との連結部と第1リンク11の中心線との間の領域よりも外側に設けられると共に、トグル駆動用リンク13が通る空間を設け形成されている第1リンク11を用いた射出成形機のトグル式型締装置。
(もっと読む)
射出成形機の型開閉速度の制御方法および装置
【課題】トグル式の射出成形機において、可動プラテンの速度の急激な切換りがないようにトグル機構のクロスヘッドを制御する射出成形機の型開閉速度の制御方法および装置を提供すること。
【解決手段】トグル式の型締機構を有する射出成形機において、クロスヘッドの位置に対応させてクロスヘッド速度を設定し、前記クロスヘッド速度と前記トグルリンクの速度増幅率に基づいてクロスヘッド位置毎の前記可動プラテンの速度を求め、前記求めた可動プラテン速度が予め設定された可動プラテン速度を超えるクロスヘッド位置の区間(区間B)を求め、前記求められた区間(区間B)において可動プラテン速度が前記予め設定された可動プラテン速度となるクロスヘッド速度を前記速度増幅率と前記設定された可動プラテン速度とに基づいてクロスヘッド位置毎に求めて、可動プラテンの型開閉動作を行うことを特徴とする射出成形機の型開閉速度の制御方法。
(もっと読む)
圧縮成形用型締め装置及び圧縮成形用型締め方法
【課題】小型・軽量・低コスト化が可能で且つ大きな型締力の付与が可能でありながら、制御が比較的に単純で金型の開閉速度を速くして型締め開始までを短時間にすることが可能となる。
【解決手段】圧縮成形装置100に用いられる圧縮成形用型締め装置110であって、固定的に設けられた筐体フレーム112と、筐体フレーム112に回転可能に支持される回転軸120と回転軸120の中心位置Pとは異なる位置に自身の中心位置Qが設けられ上型104を回転可能に支持する偏心体124とを備え、回転軸120が回転することで上型104の下型106への接近・離間を行い、型締めの際には上型104にかかる型締力の方向で回転軸120と偏心体124とが一直線上に配置される上型支持機構114と、回転軸120の回転と停止とを制御する回転制御機構140と、下型106を支持し型締力を付与する型締力付与機構150と、を備える。
(もっと読む)
トグルリンク式型締装置のリアプラテン
【課題】型締時にタイバーやタイバーナットの故障の原因となるリアプラテンの突出部が外側に変形するのを抑制可能なトグルリンク式型締装置のリアプラテンを提供すること。
【解決手段】四隅にタイバー挿通孔を有するプラテンベース部1aと、プラテンベース部1aからリンク機構側に水平方向に延設され先端にトグルリンクが枢着される複数の突出部12,12が設けられたプラテン上壁部,プラテン下壁部1d,1dとを有し、突出部12,12に設けられたトグルリンクピン挿入孔12aに挿入されるトグルリンクピン13の軸芯がタイバー4の軸芯よりも外側に配置され、リアプラテン上壁部,リアプラテン下壁部1d,1dは上下方向の変形を抑制するための所定の空間部14を有し、空間部14はプラテン上壁部,プラテン下壁部1d,1dの内側から前記トグルリンクピン外周の内側の高さ以上に外側に延びる高さの空間であることを特徴とするトグルリンク式型締機構のリアプラテン1。
(もっと読む)
型締装置及び型厚調整方法
【課題】型厚を調整する際に移動させる必要のある部品を少なくすることができ、型厚の調整の精度を高くすることができるようにする。
【解決手段】固定金型15が取り付けられた第1の固定部材と、第1の固定部材と対向させて配設され、可動金型16が取り付けられた第1の可動部材と、第1の可動部材の進退に伴って進退させられる第2の可動部材とを有する。そして、第1、第2の可動部材の相対的な位置を変えることによって、型厚の調整が行われる。この場合、前記第1、第2の可動部材の相対的な位置を変えることによって型厚の調整を行うようになっているので、型厚を調整する際に移動させる必要のある部品を少なくすることができ、型厚の調整の精度を高くすることができる。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】金型への加工を必要とせずにガス抜きを行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記複数の駆動手段を制御して型締力を制御する制御手段と、を備え、前記制御手段は、前記複数の駆動手段を制御して前記第1及び第2の型締部間の圧力を局所的に変更することにより、前記金型のキャビティ内のガス抜きを行うことを特徴とする。
(もっと読む)
型締力の適否判定方法および型締力調整方法
【課題】センサ等を格別に設ける必要がなく安価に型締力の適否を判定でき、最適な型締力に調整できる調整方法を提供する。
【解決手段】トグル式型締装置(3)を備えた電動射出成形機(1)において、射出工程あるいは保圧工程に、クロスヘッド(17)を駆動するサーボモータ(26)のトルクを監視する。トルクの変化が所定のしきい値(Ta)を越えた場合には、クロスヘッド(17)位置が変化したと判断して、型締力が不足していると判定する。型締力をΔFずつ大きくなるように調整して、射出成形を繰り返し、同様に射出工程あるいは保圧工程においてサーボモータ(26)のトルクを監視する。トルクの変化がしきい値(Ta)以内になったとき、型締力は適切であると判定し型締力の調整を完了する。
(もっと読む)
射出成形機の型締装置と押出方法
【課題】 射出成形機やダイカストマシンにおいて、省スペースでかつ製造コストの低い電動式型締装置を提供する。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
(もっと読む)
トグル式型締装置
【課題】型締時にプラテンは弓状に変形するがプラテンの突出部では軸方向の滑りを許容するため固定部材の破損を防止することができるトグル式型締装置を提供すること。
【解決手段】リアプラテン4にリンクピン15を介して連結された第1リンク11と、可動プラテン3にリンクピン15を介して連結された第2リンク12とを屈曲自在に連結したトグル式型締装置において、リアプラテン4側のリンクピン15が第1リンク11に対して相対回転不能に固定され、かつ、可動プラテン3側のリンクピン11が第2リンク12に対して相対回転不能に固定され、リンクピン15が可動プラテン3およびリアプラテン4の連結部に挿入されたブッシュ16によって、回転可能かつ軸方向に摺動可能に支持され、第1リンク11は3本のリンクで構成され、第2リンク12は第1リンク11との連結部が二又であり、可動プラテン3との連結部が三又であり、二又と三又を連結する連結部から構成されることを特徴とするトグル式型締装置。
(もっと読む)
成形機の型締装置と、その制御方法
【課題】金型交換時に次に取付ける金型に適した位置に支持盤を移動させることが可能な型締装置を提供する。
【解決手段】型締装置13は、固定盤30と、可動盤31と、支持盤として機能するリンクハウジング32と、トグル式開閉機構33と、被検出部材60と、センサ70などを備えている。トグル式開閉機構33によって可動盤31が型締方向あるいは型開方向に移動する際、センサ70が被検出部材60の第1端61あるいは第2端62に反応することにより、オンまたはオフの信号が出力される。制御部は、固定盤30からセンサ70までの距離Lsと、前記信号が出力されたときの可動盤31の位置Laとに基いて、取外された第1の金型の厚さL1を算出する。次に取付ける第2の金型の厚さL2が制御部に入力されると、第1の金型の厚さL1と第2の金型の厚さL2との差に基いて、可動盤31の移動目標距離が算出される。
(もっと読む)
型締装置の型締力調整装置
【課題】 型締め機構として簡単な構造のトグル機構を利用する場合に、型締力を容易に調整することができるようにして、精密な成形加工を行える型締装置の型締力調整装置を提供する。
【解決手段】 トグル機構7によって油槽4aを昇降させ、この油槽4aに昇降自在に押動ブロック4bを具備させ、この押動ブロック4bに可動盤3aを取り付ける。油槽4aには緩衝油5を充填する。油槽4aの底壁内には、緩衝油5の圧力を調整する緩衝調整部6が設けられる。緩衝調整部6には前記油槽4a内の緩衝油5が導入されてその圧力によってポペット6dが押動されるようにしてあり、これに対抗するよう調整バネ9の復元力が付勢されている。型締め時には前記緩衝油5の圧力を介して可動型3が固定型2に押圧されるから、前記調整バネ9の復元力の大きさを調整することで型締め力を調整できる。
(もっと読む)
拡張成形方法およびトグル式型締装置
【課題】装置の温度変化による熱膨張や熱収縮による影響を受けることがなく、寸法精度の高い発泡成形品を得る拡張成形方法を提供する。
【解決手段】トグル式型締装置(1)において、タイバー(6)に型締力センサ(29)を設け、型締工程において型締力を監視する。金型(15、16)がタッチすると型締力が検出されるので、このときの可動盤(8)の位置を基準型盤位置とする。型締された金型(15、16)内のキャビティ(C)に発泡剤が添加された溶融樹脂を射出後、可動盤(8)を基準型盤位置から相対的な移動量だけ駆動して所定の型開量だけ型開する。溶融樹脂内で気泡が発泡して発泡成形品が得られる。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
型締装置
【課題】本発明はトグル機構を連結する上で必要となるリンクピンの保守性の向上を図ることができる型締装置を提供する。
【解決手段】長リンク4と移動盤3のリンクピン支持部8とを連結させるリンクピン1や短リンク5と型締ハウジング2のリンクピン支持部7とを連結させるリンクピン1や長リンク4と短リンク5とを連結させるリンクピン1等トグル機構を構成するために用いる全てのリンクピン1に対して、各々のリンクピン1を2つに分割し、取り付ける。ただし、2つに分割されたリンクピン1同士は連結していない。また、リンクピン1の長さにより分割されたリンクピン1同士の端面が接触している場合や、リンクピン1同士の間に隙間19が空いている場合がある。また、リンクピン1を2つに分割しても、リンクピン1が有する性能または機能などはリンクピン1が1本であった場合と比べて劣化しないように設計される。
(もっと読む)
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
1 - 20 / 176
[ Back to top ]