
Fターム[4F202CL34]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 駆動機構 (472) | トグル機構を有する (215) | ダブルリンク式 (35)
Fターム[4F202CL34]に分類される特許
1 - 20 / 35
射出成形機
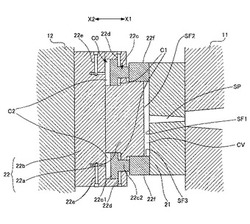
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
トグル式型締装置の可動プラテン位置測定方法

【課題】 トグル式型締装置において、金型を開閉する際の可動プラテンの位置を、簡素な計測手段によって測定する方法である。
【解決手段】 型開閉動作中において、リンク機構のリンク部材に取り付けられた傾斜センサーにより、リンク部材の傾斜角度を測定し、測定された傾斜角度から可動プラテンの位置を制御装置によって換算する。換算された可動プラテンの位置にもとづいて、型開閉速度制御や停止位置の制御を行なう。計測手段の部品点数が少なくなるとともに、省スペース化が図られる。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
金型開閉装置
【課題】簡易な構成により型締め力を向上すること。
【解決手段】固定ベース6に複数のタイバー3で結合された固定側プラテン2と、固定ベース6と固定側プラテン2との間に設けられ、複数のタイバー3によって固定側プラテン2に対して移動可能に案内される可動側プラテン1と、固定側プラテン2と可動側プラテン1とを連結するリンク機構10と、を備え、固定側プラテン2と可動側プラテン1との間に金型を保持し、可動側プラテン1が固定側プラテン2に対して移動することにより金型を開閉する金型開閉装置100であって、リンク機構10は、金型を閉鎖した際に、可動側プラテン1に金型を閉鎖する方向に付勢力を負荷することを特徴とする。
(もっと読む)
射出成形機
【課題】比較的大型なものであっても、インサート成形できるようにする。
【解決手段】C型に形成した保持フレーム2の内側Uに固定金型7と可動金型8を配設する一方でその外側には、タイバー18、タイバー18に進退自在に挿通された移動ダイプレート19、移動ダイプレート19をタイバー18の軸心方向に進退させるトグルリンク機構20、トグルリンク機構20を駆動する型開閉モータ21、可動金型8の装着される金型取付可動プレート14を移動ダイプレート19に一体に連結するプッシュロッド22からなる型締機構15を配設する。内側Uに可動金型8及び固定金型7の配置された保持フレーム2をC型に形成して、その内側Uに対して3方向を開放することができるから、比較的大きな大型部材30であったとしても、開放部を通じてインサート成形の行われる所定位置に設置することができる。
(もっと読む)
成形機の型締装置
【課題】簡単な構成で、ダイハイトが変更された場合におけるハーフナットとハーフナット係合溝との位置ずれを修正可能な型締装置を提供する。
【解決手段】2プラテン方式の成形機用型締装置において、型開閉手段26の駆動源及び型締手段28の駆動源として、それぞれ電動サーボモータを備える。コントローラ4は、型開閉手段26を駆動して、可動ダイプレート24を型閉位置まで移動した後、固定金型21及び可動金型23のダイハイトに応じて型締手段28を駆動し、ロック手段27に備えられたハーフナット277,278とタイバー25に形成されたハーフナット係合溝251との噛み合わせ位置を合致させる。
(もっと読む)
金型の保護方法および保護装置
【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
射出成形機の機械式安全装置
【課題】鋸状の歯車を有するラチェット車を駆動部の回転体に固定し、安全扉が開状態のときには可動盤の前進を機構的に抑制することが可能な射出成形機の機械式安全装置を提供すること。
【解決手段】射出成形機のボールねじ、電動モータの出力軸、または該電動モータの出力軸に連動する被駆動軸に固定された歯面を有するラチェット車11と、ラチェット車11の歯面に噛み合うラチェット爪14と、ラチェット車11の歯面は、ラチェット爪14と噛み合ったとき可動盤が閉鎖する方向の回転のみを抑制する形状をなし、ラチェット爪14の位置を射出成形機の安全扉の開閉動作に連動して移動させるワイヤロープ26と、安全扉が開いた時にラチェット爪14はラチェット車11の歯面に噛み合う位置に移動して該ラチェットを保持させ、安全扉が閉じた時にラチェット爪14が前記ラチェット車の歯面に噛み合わない位置する射出成形機の機械式安全装置。
(もっと読む)
配線基板製造用金型およびこれを用いた配線基板の製造方法
【課題】反り,捩れ等の変形が生じにくく、軽量で生産性が高いとともに、厚さ方向の寸法精度にバラツキのない配線基板を製造するための金型を提供することにある。
【解決手段】一対の金型でコアレス多層基板52を挟持するとともに、前記コアレス多層基板52の実装面に接合する金型の接合面に形成したキャビティに樹脂を注入,固化して成形する配線基板製造用金型である。特に、コアレス多層基板52の実装面に、半導体素子を実装するための開口部を備えた環状補強枠53を一体成形する格子状キャビティ34を設けた。
(もっと読む)
中空成形装置
【課題】 成形金型の型締力が容易かつ確実に調整でき、しかも、成形金型の種類や形状の変更にも対応できる中空成形装置を提供する。
【解決手段】 中空成形装置に設ける型締駆動機構30について、一対の第1、第2リンクアーム31,32のうち後方支持プレート8と連係するリンクアーム32の端部が偏心リンクピン51を介して回動自在に支持されたブラケット52と、該ブラケット52に一端部が固定され、後方支持プレート8により軸心方向へ移動可能に支持されたシャフト53と、該シャフト53を一端側へ付勢するように設けられ、その付勢力によって金型12の型締力を補助する複数の皿ばね56とを設けて、偏心リンクピン51の偏心位置に応じて、シャフト53を介して各皿ばね56に対する負荷を変化させることによって、金型12の型締力を変化させるように構成した。
(もっと読む)
射出成形機の型締方法および型締装置
【課題】
インモールドラベリング成形用の射出成形機において、ラベルを金型内に挿入してキャビティ側面に吸引吸着して位置決め後、型閉動作を利用して定位置まで押し込むが、ラベルの種類によっては吸引力に負けて押し込み途中で折れ曲がり不良品となる場合があった。
【解決手段】
ラベルの吸引回路に吸引圧力の調圧手段を別回路で設けることで、ラベル挿入時点ではキャビティ面にしっかり固定してラベルの落下を防ぎ、摺動移動時にはスムースにラベルを移送できることが可能となり成形品の不良が防止でき良品率が向上する。
(もっと読む)
射出成形機及び射出成形方法
【課題】 高度の精密性(品質)が要求される成形品であっても良好な成形を行い、成形品質の高度化(高精密化)を実現する。
【解決手段】 金型2を全閉し又は所定の隙間Lsxだけ開けて型締可能な型締装置Mcと、金型2に樹脂を射出充填可能な射出装置Miと、少なくとも金型2を全閉し又は所定の隙間Lsxだけ開けた所定の型位置Xsで位置制御を行う制御部3とを備える射出成形機であって、制御部3に、射出装置Miから射出する樹脂の圧力(樹脂圧)を検出する樹脂圧検出部4と、検出した樹脂圧Drを金型2内における樹脂圧に対抗する型締力に係わる増補値Dsに変換する樹脂圧変換部5と、この増補値Dsを少なくとも位置制御に係わる型締方向に変位させる指令値Dcに加算する増補値加算部6とを有する指令値増補機能部Fiを設ける。
(もっと読む)
型締装置の計測システム、型締装置の計測方法、及び型締装置の計測プログラム
【課題】型締装置における可動金型の姿勢等を適切に計測することのできる型締装置の計測システムの提供を目的とする。
【解決手段】可動金型に対して型開閉方向に略直交する方向にずれを有するように付加された少なくとも二つの第一のマークと、可動金型の移動に対して固定されている型締装置の固定部材に付加された第二のマークをと含むように型締め状態における時点と可動金型の移動過程における時点とにおいて撮像された複数の画像データのそれぞれについて、第二のマークに対する第一のマークの相対的な位置を示す座標値を算出する算出手段と、移動過程における時点に対する第一のマークの座標値を、型締め状態における時点に対する第一のマークの座標値に基づいて補正する補正手段と、補正された座標値に基づいて、移動過程における可動金型の姿勢を示す図を視認可能なように出力させる出力手段とを有することにより上記課題を解決する。
(もっと読む)
プラテン支持装置及び型締装置
【課題】耐久性を向上させることができ、成形不良が発生するのを防止することができ、小型化することができるようにする。
【解決手段】タイバーに沿って進退させられる可動プラテン18と、可動プラテン18の移動方向に沿って配設されたガイド部材と、ガイド部材上を走行させられる被ガイド部材と、被ガイド部材上に配設され、可動プラテン18を非拘束状態で支持する支持ユニットとを有する。可動プラテン18が被ガイド部材上に非拘束状態で支持されるので、型閉じ時及び型締め時に、トグル機構によって発生させられた大きな力が可動プラテン18に伝達されても、曲げモーメントが発生することがない。曲げモーメントによって可動プラテン18が不均等に変形したり、傾斜したりするのを防止することができるので、プラテン支持装置の耐久性を向上させることができる。
(もっと読む)
竪型射出成形機の型締装置
【課題】吊り冶具を固定盤の下面に容易に取り付けることができ、作業効率の向上が図れる。
【解決手段】竪型射出成形機の型締装置1は、固定盤10と、固定盤10に回転可能に支持されていて回転して固定側金型を所定の射出成形位置に搬送する円形のテーブル2と、固定盤10の上方に位置していて下面に可動側金型を保持する可動盤と備え、固定盤10に対して可動盤を上下動させて固定側金型及び可動側金型の開閉、型締め動作を行うように構成されている。固定盤10の下面10bには穴を下面側に向けた状態で内面に雌ねじを形成した係合穴12が備えられ、係合穴12には雌ねじに螺合する雄ねじ部を有するアイボルト形状の吊り冶具13が着脱可能に設けられている。
(もっと読む)
射出成形機のテーブル回転装置
【課題】テーブルのオーバーランによって生じるテーブル回転装置の破損を少なくすることが可能とするとともに、破損部品の交換、修理にかかる作業効率を向上させることができる。
【解決手段】竪型射出成形機のテーブル回転装置1は、テーブル3の回転位置を検出して、所定の位置でテーブル3を停止するためのエンコーダを有する第1停止機構と、テーブル3の内側に設けた当接部材21、及び固定盤2上に固定させたストッパ22A、22Bを有する第2停止機構20とを備えている。テーブル3が第1停止機構によって停止しない場合に、当接部材21をストッパ22に当接させることでテーブル3を機械的に停止させるようにした。
(もっと読む)
射出成形機のトグル式型締装置
【課題】回転盤の対称位置に複数の金型を取付けたトグル式型締装置において、可動盤からの型締力を複数の金型に均一に伝達できるようにする。
【解決手段】型置盤と受圧盤とを連結したタイバーに可動盤を挿通して型置盤に対し進退自在に設ける。可動盤の型置盤に臨む盤面に回転盤を設ける。受圧盤と可動盤の上下位置にトグルリンクを連結して両盤間にトグル機構を設ける。可動盤と回転盤の当接面を、回転盤の対称位置に設定した複数の型取付面との対応面に制限する。可動盤の上下位置のトグルリンクによる型締力を複数の金型に均一に伝達する。
(もっと読む)
射出成形機の型締制御方法および型締制御装置
【課題】 正確かつ精密な型締力制御を可能とする射出成形機の型締制御方法および型締制御装置を提供する。
【解決手段】 本発明の型締制御装置は、駆動装置107の駆動を制御する制御装置110、前進速度や切換位置、設定型締圧力を設定する設定器111と、タイバ104に型締力によって発生する歪みを測定する歪みセンサ114と、歪みセンサ114によって検出されたタイバ104の歪み量から型締力を演算する演算器115と、型閉工程では位置検出装置109により検出されたクロスヘッド105の位置と設定器111の設定値とを比較して切換信号を制御装置110に指令し、型締工程では演算器115の演算した型締力と設定器111で設定された設定型締力とを比較して切換信号を制御装置110に指令する比較器113とから構成される。また、演算器115で演算された型締力と位置検出装置109から検出された値を比較して型厚調整量を型調演算器116により演算し、型厚制御装置127に指令するように構成される。
(もっと読む)
プラテンユニット及び型開閉装置
【課題】成形品を精度良く成形することができるようにする。
【解決手段】フレームFrに固定され、タイバー38を支持する支持部材と、金型を取り付けるために、フレームFrとの間に所定の距離を置いて、タイバー38の端部に取り付けられたプレート部材とを有する。この場合、タイバー38の端部に、フレームFrとの間に所定の距離を置いてプレート部材が取り付けられ、プレート部材に金型が取り付けられるので、成形を行うのに伴って、金型からプレート部材に多くの熱が伝達されるが、プレート部材からフレームFrに熱が直接流れることはない。プレート部材における熱の分布が均一になり、それに伴って、金型における熱の分布も均一になるので、成形品を精度良く成形することができる。
(もっと読む)
射出成形装置及び成形方法
【課題】固定金型と可動金型とを精密に型締めして高精度の成形品を製造することができる射出成形装置及びかかる射出成形装置を用いた成形方法を提供すること。
【解決手段】型閉じ中に取出し装置50を動作させた場合、Y移動部53やX移動部54から発生する振動によって、固定プラテン31や可動プラテン33が振動し、固定金型61と可動金型63との型合わせ精度が低下する傾向がある。Y移動部53を点線のストック位置に保持して型閉じを行った場合、固定金型61と可動金型63との型合わせ精度が大きく低下する。このため、型閉じ中は、Y移動部53を固定プラテン31の中央の直上の基本位置に保持する。
(もっと読む)
1 - 20 / 35
[ Back to top ]