
Fターム[4F203AR11]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 調整制御量(制御の対象) (980) | 時間、時期 (69)
Fターム[4F203AR11]に分類される特許
1 - 20 / 69
タイヤ加硫機およびタイヤ加硫方法
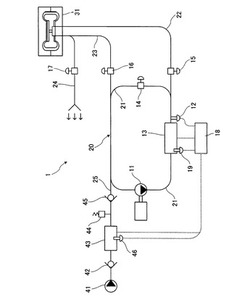
【課題】加硫時間を短縮し、稼働効率を向上させることができるようにする。
【解決手段】媒体供給路25から媒体流通経路20に供給する窒素ガスを、シースヒータ43で予め所定温度まで加熱し、保温しておく。加硫時に媒体供給路25から媒体流通経路20に供給される窒素ガスは、昇温された状態で媒体流通経路20に流入するので、媒体流通経路20に供給された窒素ガスによって、媒体流通経路20を流通する窒素ガスの温度が低下するのが抑制される。
(もっと読む)
空気入りタイヤの製造方法

【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さが0.05mm〜0.6mmの第1層と、エポキシ化スチレン−ブタジエン−スチレントリブロック共重合体からなる厚さが0.01mm〜0.3mmの第2層とからなるポリマー積層体を準備する工程と、前記ポリマー積層体をタイヤ内側にインナーライナーとして貼設した生タイヤを成形する工程と、前記生タイヤを金型に配置し、ブラダーで加圧しつつタイヤを加硫する工程と、加硫されたタイヤを50〜120℃で10〜300秒間冷却する工程とを含む空気入りタイヤの製造方法。
(もっと読む)
空気入りタイヤの加硫方法
【課題】金型内における加硫時間を短縮して高額な金型の台数を減少させて設備費用を削減するとともに、過加硫を軽減して、タイヤの加硫度の適正化を図るものである。
【解決手段】加硫工程を前段と後段の2段階として、前段の加硫工程ではタイヤの表面デザインが刻印された金型を使用し、後段の加硫工程ではタイヤの表面デザインを有さない型でタイヤの外側を拘束し内圧を充填して加硫する。前記後段の加硫工程にて、タイヤの外側を拘束する型に加熱装置を組み合わせ、前段の加硫終了時点において、少なくとも加硫の遅れている部位へ型を配置することで後段加硫を行う。型の加熱方法としては、型の内部に、ヒーターを埋め込んだり、通気孔を設けてスチーム等の熱媒体を通過させることができ、タイヤの肉厚部に相当する位置でのヒーターや通気孔を設ける密度を高くしたり、肉厚部のヒーター温度を高くすることにより適正な加硫を行うことができる。
(もっと読む)
熱可塑性エラストマー組成物、その成形方法、並びにその成形体
【課題】天然ゴム及びポリ乳酸を含む熱可塑性エラストマー組成物であって、機械的強度が改善されるとともに所望の成形性を、短時間の金型成形で得ることのできる樹脂組成物、及びそれを用いた成形方法、並びに成形方法により得られる成形体を提供すること。
【解決手段】天然ゴム、エポキシ化天然ゴム、ポリ乳酸、結晶化促進剤、架橋剤及び加水分解抑制剤を含む熱可塑性エラストマー組成物であって、質量比[(天然ゴム+エポキシ化天然ゴム)/ポリ乳酸]が20/80〜99/1である、熱可塑性エラストマー組成物。上記熱可塑性エラストマー組成物を加熱溶融させながら架橋を行ない均一に分散させたものを90〜120℃で10秒〜10分の保持にて成形する、熱可塑性エラストマー組成物の成形方法。上記成形方法により得られる成形体。
(もっと読む)
トレッド、空気入りタイヤ及びその製造方法
【課題】タイヤトレッド外表面位置と中央位置での損失正接(tanδ)の差が小さいタイヤ、トレッドゴム全域での加硫度が均一化された更生タイヤ用トレッド及び該更生タイヤ用トレッドを備えたタイヤ及びその製造方法を提供する。
【解決手段】 タイヤトレッド外表面から踏面垂直方向深さ1mm以内の部分(a)の25℃における2%歪時の損失正接(tanδa)とトレッド部外表面と底面との中央から踏面垂直方向2mm以内の部分(b)の25℃における2%歪時の損失正接(tanδb)が、
−0.05≦(tanδa−tanδb)/tanδb≦0.05
の関係を満足することを特徴とするタイヤ。
(もっと読む)
オートクレーブ成形方法及びオートクレーブ成形装置
【課題】成形室に加熱手段や気体(空気など)循環手段を設けることなく、複雑な断面形状を有する成形品(複合材料)に対して万遍なく大きな熱量供給を行うことが出来ると共に成形の為の圧力、温度の制御が容易で、硬化時間を大幅に短縮できる効率の良い複合材料の成形方法を提供すること。
【解決手段】繊維基材とマトリックスによって形成された複合材料を真空バッグに収納して成形室に設置し、複合材料に必要な所定温度の飽和水蒸気を成形室に供給し、成形室内を複合材料に必要とされる所定温度と所定圧力に維持するように制御して硬化工程を行う。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
タイヤ加硫方法
【課題】タイヤ性能を維持しながら加硫時間を短縮する。
【解決手段】第1のジャケットを内蔵する上下のプラテンにより加熱される上下のサイドモールドと、第2のジャケットを内蔵するアクチェータにより加熱されるトレッドモールドとを具える加硫金型により生タイヤを外側から加熱する外側加熱を具える。加硫閉状態での加硫工程と、金型開状態でのタイヤ取出し投入工程とが連続的に繰り返される加硫成形サイクルを具える。加硫成形サイクル中、第1のジャケットの設定温度Tj1は一定。第2のジャケットの設定温度Tj2は、前の加硫工程における加硫後半部からタイヤ取出し投入工程をへて次の加硫工程における加硫前半部に至る間の高温側の設定温度Tj2A、及び次の加硫工程における加硫前半部と加硫後半部との間の加硫中間部における低温側の設定温度Tj2Bからなる。
(もっと読む)
タイヤの製造方法
【課題】高品質なタイヤを安定に生産しうる製造方法の提供。
【解決手段】この製造方法は、(1)JIS K 6300−2に準拠して得られる誘導時間tc(10)が2.0分以上4.5分以下であるゴム組成物を用いて、部材を準備する工程、(2)この部材と他の部材とを組み合わせて、ローカバーを得る工程、(3)ローカバーをモールドに投入する工程、(4)ローカバーの内側に位置するブラダーに加熱媒体を充填してローカバーを加熱する工程及び(5)ブラダーに加圧媒体をさらに充填してローカバーを加圧する工程を含む。上記加熱工程における、ブラダーの内圧の上昇速度は0.1MPa/分以上1.0MPa/分以下である。この加熱媒体の充填を開始してから時刻t1までの圧力上昇時間は、0.5分以上5.0分以下である。
(もっと読む)
空気入りタイヤおよびその製造方法
【課題】厚みが薄く、耐空気透過性に優れ、インナーライナーとカーカスとの間にエアーイン現象を生じにくい空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、スチレン−イソブチレン−スチレントリブロック共重合体100質量部に対し、有機化処理粘度鉱物0.1〜50質量部を含むポリマー組成物からなる第1層、第2a層および第2b層のいずれかからなる第2層を含むポリマー積層体をインナーライナーに用いた生タイヤを準備する工程と、該生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る工程と、該加硫タイヤを金型から取り出さずに50〜120℃で10〜300秒間冷却する工程とを含むことを特徴とする。
(もっと読む)
タイヤの製造方法
【課題】モールド6の耐久性を損なうことなく、高品質なタイヤを安定に生産しうるタイヤの製造方法の提供。
【解決手段】この製造方法は、(1)開かれたモールド6にローカバーRを投入する工程、(2)このモールド6を閉じ、第一締め付け力でこのモールド6を締め付ける工程、(3)ヒーター8、10、12の内部に加熱媒体を供給し、このローカバーRを加熱する工程、(4)上記第一締め付け力よりも大きな第二締め付け力で、このモールド6をさらに締め付ける工程及び(5)このブラダー4の内部に上記加圧媒体を供給し、このローカバーRを加圧する工程を含む。この製造方法では、上記第二締め付け力は、上記第二締め付け工程がないとしたときに上記加圧工程で計測される第三締め付け力よりも大きい。
(もっと読む)
タイヤの製造方法
【課題】高品質なタイヤを安定に生産しうる製造方法の提供。
【解決手段】この製造方法は、予備成形によって、ローカバーを得る工程(STEP1)と、このローカバーをモールドに投入する工程(STEP2)と、このローカバーの内側に位置するブラダーに第一加熱媒体を充填してこのローカバーを加熱しつつ、このブラダーの内圧を一次圧P1に到達させる工程(STEP3)と、このブラダーに第二加熱媒体をさらに充填してこのローカバーをさらに加熱しつつ、このブラダーの内圧を二次圧P2に到達させる工程(STEP4)と、このブラダーに加圧媒体をさらに充填してこのローカバーを加圧する工程(STEP5)とを含んでいる。このタイヤの製造方法では、上記二次圧P2が上記一次圧P1よりも高い。
(もっと読む)
空気入りタイヤの加硫方法及び加硫装置
【課題】加硫成形時においてブラダーの上下方向に生じる温度差を従来よりも低減できる空気入りタイヤの加硫方法及び加硫装置を提供する。
【解決手段】金型1内に装着された未加硫タイヤ2の内側に配置されたブラダー4内にスチームSと窒素ガスNとを充填して、未加硫タイヤ2を加温及び加圧する空気入りタイヤの加硫方法において、未加硫タイヤ2の加硫の途中で、窒素ガスNを注入しつつスチームSの少なくとも一部をブラダー4の上部から排出する。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】厚みが薄く、耐空気透過性に優れたポリマー積層体をインナーライナーに用いた空気入りタイヤの製造方法であって、インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法、および空気入りタイヤの提供。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さ0.05mm〜0.6mmの第1層ならびに、スチレン−イソプレン−スチレントリブロック共重合体からなる第2a層およびスチレン−イソブチレンジブロック共重合体からなる第2b層の少なくともいずれかからなる第2層を含み、第2層の厚さが0.01mm〜0.3mmであるポリマー積層体をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る。加硫タイヤを50〜120℃で10〜300秒間冷却する。
(もっと読む)
加硫制御システム
【課題】ゴム成形品の加硫時間を精度良く決定することができる加硫制御システムを提供する。
【解決手段】押出機2の吐出口8における帯状ゴム部材3の温度を測定する温度計9と、情報を帯状ゴム部材3に直接記録する記録手段10と、記録された情報を加硫装置7での加硫前に読み取る読取手段11と、加硫時間を決定するタイマー12と、それら温度計9、記録手段10、読取手段11及びタイマー12に接続する制御器14とを備えており、制御器14は、温度計9の測定温度を記録手段10により帯状ゴム部材3自体に記録させると共に、読取手段11を通じて取得した測定温度を基にして算出した加硫時間をタイマー12に設定する。
(もっと読む)
多孔質合成樹脂製成形体の製造方法
【課題】生産性に富んだ、浸透印面などに用いて好ましい多孔質合成樹脂製成形体の製造方法を提供する。
【解決手段】基材である熱可塑性樹脂組成物に、水溶性化合物からなる粒状多孔形成体と、多価アルコールからなる多孔形成助剤と、有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、140〜170℃×4〜10分の熱プレス成形を行って架橋反応と印面の成形加工とを同時に進行させて成形物を得る架橋成形工程ST2と、前記架橋成形工程で得られた成形物から前記粒状多孔成形体を抽出して多孔質成形体を得る抽出工程ST3と、前記抽出工程で得られた多孔質成形体を乾燥させる乾燥工程ST4と、を備える。
(もっと読む)
タイヤ加硫用ブラダーおよび該タイヤ加硫用ブラダーの製造方法
【課題】タイヤ加硫用ブラダーを製造する際における、金型内でのブラダー用ゴム組成物の乱流流動戻りを防止して、タイヤ加硫使用時におけるブラダーの界面剥離を抑制した良好なタイヤ加硫用ブラダー、および、かかるタイヤ加硫用ブラダーの製造方法を提供する。
【解決手段】ブチルゴム組成物からなるタイヤ加硫用ブラダーである。加硫時のブチルゴム組成物のゴム架橋密度が90%に達する時間をT90とするとき、T90が7分以上であるタイヤ加硫用ブラダーである。
(もっと読む)
導電性ゴムローラーの製造方法および電子写真装置用ローラー
【課題】本発明は、内外径の縦横比が小さく、内径の寸法が安定しており、セル分布が均一で、周方向の硬度ムラ、抵抗ムラの無い導電性ゴムローラーの製造方法を提供する。
【解決手段】本発明の方法は、特定の未加硫ゴム組成物のチューブをマイクロ波加硫装置内で、ゴム押出し装置から連続して押出す押出し工程と、該未加硫ゴム組成物チューブを所定の速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して成形する工程とを含む。発泡・加硫して成形された発泡ゴムチューブの内径は、該導電性ゴムローラーの長手方向全域で、該導電性芯材の外径寸法に対して20〜35%小さく、該発泡ゴムチューブを該導電性芯材に接着剤を使用せずに圧入する。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとインスレーションまたはカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】空気入りタイヤの製造方法は以下の工程を含む。ポリマー成分が、スチレン‐イソブチレン‐スチレントリブロック共重合体100〜60質量%と、ポリアミドを分子鎖に含むショアD硬度が70以下のポリアミド系ポリマー0〜40質量%とを含むポリマー組成物をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、かつブラダーにより加圧しつつ加硫する。得られた加硫タイヤを10〜120℃で10〜300秒間冷却する。
(もっと読む)
タイヤの加硫方法
【課題】特に大型タイヤの加硫成形において、金型が開状態に置かれている場合(ドライサイクル中)であっても、金型温度の低下を抑制して、生産性の悪化を抑制すると共に、加硫タイヤにオーバースピューの発生を抑制して、安定した品質のタイヤ製品を得ることができるタイヤの加硫方法を提供する。
【解決手段】大型生タイヤの加硫を行うタイヤの加硫方法であって、加硫金型のコンテナジャケットの温度を所定の基準温度に設定して生タイヤを加硫するに際して、先のタイヤの加硫終了から次のタイヤの加硫開始までの時間に加えて、先のタイヤの加硫終了前の15分以内の所定の時間および/または次のタイヤの加硫開始後の10分以内の所定の時間、コンテナジャケットの温度を、所定の基準温度より2〜7℃上昇させるタイヤの加硫方法。前記所定の基準温度は、140〜155℃の範囲で適宜設定され、150±5℃あるいは150±1℃が好ましい。
(もっと読む)
1 - 20 / 69
[ Back to top ]