
Fターム[4F203DL11]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 加熱、冷却装置 (1,170) | プレス (915) | 型によるもの (877) | 中子、コアを用いるもの (268)
Fターム[4F203DL11]の下位に属するFターム
膨張する中子を用いるもの (204)
Fターム[4F203DL11]に分類される特許
1 - 20 / 64
タイヤの製造方法
【課題】中子本体を濡らすことなく該中子本体と加硫タイヤとを迅速に冷却する。
【解決手段】加硫金型から取り出された加硫タイヤ付きの剛性中子を冷却する冷却工程とを具える。この冷却工程は、水の微細ミストを、加硫タイヤの外表面に噴霧するタイヤ噴霧と、前記中子本体の露出面に噴霧する中子噴霧とからなる。
(もっと読む)
剛性中子

【課題】剛性中子を、ボルトを用いることなく高精度かつ安定して効率よく組み立て、分解する。
【解決手段】タイヤ周方向に分割された複数の中子セグメントからなる中子本体と、中子本体の中心孔に内挿されて各中子セグメントの半径方向内側への移動を阻止する円筒状のコアと、前記中子本体の軸心方向両側に配され、内側面間で前記中子本体を挟んで保持することにより各中子セグメントの軸心方向への移動を阻止する一対の側板とを具える。コアの外周面に第1の蟻継ぎ部が形成され、かつ各中子セグメントの内周面に、第1の蟻継ぎ部に係合する第2の蟻継ぎ部が形成される。一方側の側板は、コアの一方側の端部が固定され、他方側の側板とコアとはボールロック機構を有する連結手段により着脱自在に取り付く。
(もっと読む)
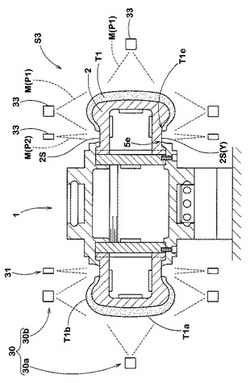
剛性中子
【課題】中子本体による内側加熱を、熱流体の漏れを確実に防止しつつ、金型投入時、各チャンバー室への熱流体の接続作業を不要として剛性中子の加硫金型内への装着を容易とする剛性中子の提供。
【解決手段】タイヤ周方向に分割された複数の中子セグメント9からなる中子本体3と、中子本体3の中心孔に内挿される円筒状のコア5と、前記中子本体3の軸心方向両側に配される一対の側壁体6L、6Uとを具える。コアの外周面に第1の蟻継ぎ部16が形成され、かつ各中子セグメント9の内周面に第2の蟻継ぎ部17が形成される。各前記中子セグメント9の内部に気密なチャンバー室が形成され、かつ中子セグメント9の軸心方向一方側の側面に、前記チャンバー室に導通する中子側コネクタの接続口を開口させる。
(もっと読む)
剛性中子
【課題】剛性中子を、ボルトを用いることなく高精度かつ安定して効率よく組み立て、分解する。
【解決手段】タイヤ周方向に分割された複数の中子セグメントからなる中子本体と、中子本体の中心孔に内挿されて各中子セグメントの半径方向内側への移動を阻止する円筒状のコアと、前記中子本体の軸心方向両側に配され、内側面間で前記中子本体を挟んで保持することにより各中子セグメントの軸心方向への移動を阻止する一対の側板とを具える。コアの外周面に第1の蟻継ぎ部が形成され、かつ各中子セグメントの内周面に、第1の蟻継ぎ部に係合する第2の蟻継ぎ部が形成される。一方側の側板は、コアの一方側の端部が固定され、かつ他方側の側板は、前記コアの中心孔に設ける内ネジ部に螺入しうるボス部を突設する。
(もっと読む)
加硫用成形部材
【課題】有機過酸化物を含むゴム組成物で形成された未加硫成形体の加硫に供しても、耐引裂性、離型性が大きく改善された成形部材(加硫用成形部材)を提供する。
【解決手段】成形部材としてのジャケット10を、ブチルゴムとエチレン−α−オレフィンエラストマーと架橋剤(硫黄及び樹脂架橋剤)とを含み、ブチルゴムとエチレン−α−オレフィンエラストマーとの割合が前者/後者=10/90〜60/40(質量比)であるゴム組成物の架橋体で形成し、引裂性を改善し、加硫成形体としてのベルトスリーブ7に対する離型性を改善し、使用回数(寿命)を大きく向上させる。樹脂架橋剤は、アルキルフェノール・ホルムアルデヒド樹脂と架橋助剤とを含んでいてもよい。
(もっと読む)
空気入りタイヤの製造方法及び成形装置
【課題】中子及びビードリングの形状を改善することにより、ユニフォミティに優れた空気入りタイヤの製造方法を提供する。
【解決手段】少なくともビード部4のタイヤ内腔面4iを成形するビード内腔成形面9cを有する中子Nと、この中子Nにタイヤ軸方向外側から装着されかつビード部4の底面4sを成形するビード底成形面10aを有するビードリングM3とを含む成形装置を用いて加硫工程が行われる。中子Nは、ビード内腔成形面9cのタイヤ半径方向の内縁9ceからタイヤ軸方向内側に曲がってのびることによりタイヤ半径方向内側を向く内向き面14を有した凹部17を具える。ビードリングM3は、ビード底成形面10aのタイヤ軸方向の内側に連なりかつ凹部17に挿入される突起18を具える。
(もっと読む)
空気入りタイヤの製造方法及び加硫装置
【課題】シェイピングユニットに配設された加硫ブラダーに起因する不都合を解消することを可能にした空気入りタイヤの製造方法及び加硫装置を提供する。
【解決手段】空気入りタイヤTの最内面部材となるインナーライナー部材Lを円筒状に把持する一対のクランプ部材11,12を備えたシェイピングユニット10を用い、加硫装置の外部において成形済みのグリーンタイヤT’の内側で加圧媒体Mによりインナーライナー部材Lを膨らませることでシェイピングユニット10とグリーンタイヤT’とを一体化し、シェイピングユニット10をグリーンタイヤT’と共に加硫装置の内部に組み込んでグリーンタイヤT’を金型1内に配置し、金型1内でグリーンタイヤT’の加硫を行うことによりインナーライナー部材Lが内面に一体化された空気入りタイヤTを成形し、しかる後、空気入りタイヤTのビード部から突き出したインナーライナー部材Lの不要部分を切除する。
(もっと読む)
空気入りタイヤの製造方法及び加硫装置
【課題】設備コストの大幅な増加を伴うことなくブラダーレス加硫を可能にした空気入りタイヤの製造方法及び加硫装置を提供する。
【解決手段】空気入りタイヤTの外表面を成形する金型1と、空気入りタイヤTの最内面部材となるインナーライナー部材Lを加硫ブラダーとして円筒状に把持する一対のクランプ部材11,12と、金型1を加熱する加熱手段と、インナーライナー部材Lの内側に加圧媒体Mを供給する加圧媒体供給手段とを備えた加硫装置を用いる。空気入りタイヤTの最内面部材となるインナーライナー部材Lを加硫ブラダーとして使用し、グリーンタイヤT’の内側にて加圧媒体Mによりインナーライナー部材Lを膨らませた状態でタイヤT’の加硫を行うことによりインナーライナー部材Lが内面に一体化された空気入りタイヤTを成形し、しかる後、空気入りタイヤTのビード部から突き出したインナーライナー部材Lの不要部分を切除する。
(もっと読む)
タイヤケース及びタイヤトレッドの製造方法及び製造装置
【課題】内部のベルトの変形が生じないタイヤケース及びタイヤトレッドの円周方向に継ぎ目のないタイヤトレッドを少ない加硫工程によって効率良く製造することが可能なタイヤケース及びタイヤトレッドの製造方法及び製造装置を提供する。
【解決手段】未加硫のタイヤケース及び未加硫のタイヤトレッドを単一のモールドにより加硫し、加硫済みタイヤケース及び加硫済みタイヤトレッドを個別に製造する方法であって、モールド内に配置される未加硫のタイヤケースよりも半径方向外側にタイヤケースの外周面を取り囲む円環状金属板を配置し、円環状金属板よりも半径方向外側に円環状金属板の外周面に接するように円環状に形成された未加硫のタイヤトレッドを配置する形態とした。
(もっと読む)
トレッド製造装置及びトレッド製造方法
【課題】台タイヤに結合する環状のプレキュアトレッドの製造に要する時間を短縮して生産性を向上させる。
【解決手段】トレッド製造装置は、未加硫トレッド90の押出機10と、未加硫トレッド90が配置される剛体コア2と、加硫モールド内で未加硫トレッド90を加硫する加硫装置とを備えている。押出機10により未加硫トレッド90を押出成形して、剛体コア2の外周に、押出成形された未加硫トレッド90を環状に配置する。環状の未加硫トレッド90を剛体コア2とともに加硫モールドに収納して、加硫装置により未加硫トレッド90を加硫し、台タイヤに結合する環状のプレキュアトレッドを形成する。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
シェーピングフォーマ
【課題】拡径状態において、ブラダーを用いることなく、生タイヤ基体内を気密に保持する。
【解決手段】ビードロック手段12は、周方向に交互に配されかつ、拡縮手段21によって縮径状態Yrと拡径状態Yeとの間を移動するロックセグメント20を具える。前記拡縮手段21は、ガイドケース11内を軸心方向内外に移動できかつ軸心方向内端部にテーパ面部26を有するコーン状のスライドリング24と、前記テーパ面部26と係合する係合部32を有しスライドリング24の軸心方向内方移動によってロックセグメント20を半径方向外方に移動させる複数の半径方向移動片25と具える。拡径状態Yeにおいて、ロックセグメント20は、周方向に横並びしかつ周方向端面22、23同士を気密に突き合わせてシールする。スライドリング24は、拡径状態Yeの各ロックセグメント20の軸心方向外側面と接してこの外側面との間をシールするシールリング34を具える。
(もっと読む)
タイヤの製造方法
【課題】タイヤの加硫成型において生タイヤの内面にブラダーから均等に圧力を与えるための簡便な方途について提案する。
【解決手段】生タイヤを成型金型内に配置し、該生タイヤの内側からタイヤ径方向外側へブラダーを押し付けて加硫成型を行うに当たり、前記生タイヤのショルダー部内側に中子を固定し、該中子を介してブラダーの押し付けを行う。
(もっと読む)
空気入りタイヤの製造方法
【課題】品質に優れた空気入りタイヤ2が低コストで得られる製造方法の提供。
【解決手段】この製造方法は、(1)ローカバー68が、成形される工程と、(2)モールド66と、モールド66の内側に位置するブラダー44と、ブラダー44のさらに内側に位置する中子52とを備える加硫装置42において、モールド66とブラダー44との間に上記ローカバー68が投入される工程と、(3)ローカバー68の外側表面86がモールド66のキャビティ面80に当接し、ローカバー68の内側表面84がブラダー44の外側表面82に当接し、ローカバー68のビード8の部分がブラダー44の内側表面64から中子52により押し当てられた状態で、ローカバー68が加熱される工程とを含む。好ましくは、上記中子52の先端までの半径方向高さの、カーカス10までの最大高さに対する比率は、0.2以上0.7以下である。
(もっと読む)
空気入りタイヤの製造方法
【課題】製造コストを抑えつつ、タイヤのユニフォミティを向上しうる。
【解決手段】トレッド部2にベルト層7が配された空気入りタイヤの製造方法である。このタイヤの製造方法では、生タイヤTを成形する工程と、生タイヤTを加硫金型20に投入して加硫成型する加硫工程を含む。加硫工程では、トレッド部2のタイヤ内腔面9の中央領域9iが、センター中子30によってタイヤ半径方向外側へ押圧されるとともに、センター中子30のタイヤ軸方向の両外側のタイヤ内腔面9が、流体27又はブラダー47によって押圧される。
(もっと読む)
ゴムホースの製造方法
【課題】加硫済みゴムホースを製造する上で、ホース層内での気泡残存を抑制しつつ生産性を高める。
【解決手段】定寸裁断済みの直管状の未加硫ゴムホース10SNKを、常圧より高い0.05〜1MPaの圧力とEPDMゴム材料の加硫を起こす加硫温度(170〜200℃)とを満たす1次加硫環境を維持する複数の加硫缶100に連続的に挿入配置する。それぞれの加硫缶100は、この1次加硫環境を維持する構成を備えてループ状に搬送されるので、加硫缶100に挿入配置された未加硫ゴムホース10SNKは、加硫缶のループ状搬送の間において1次加硫処理に連続的に処される。その後、1次加硫済みの半加硫ゴムホース10SKは、大気圧下で上記加硫温度を満たす2次加硫環境を作る2次加硫装置500にて、加硫完了までの2次加硫に連続的に処される。
(もっと読む)
補強ゴムホースの製造方法
【課題】内層ゴムとその外周に被覆した補強層との間の接着性を低下させることなく、補強層の隙間からの内層ゴムの噴き出しを抑制することができる補強ゴムホースの製造方法を提供する。
【解決手段】マンドレル6の外周に未加硫の内層ゴム2を被覆し、その被覆した内層ゴム2の表面に、照射線量が20〜40kGyとなるように電子線9を照射して半加硫状態にした後に、内層ゴム2の外周に補強層3を被覆し、その補強層3に外層ゴム4を被覆してホース本体12を形成し、そのホース本体12を加硫した後にマンドレル6を抜き取る。
(もっと読む)
ゴムホースの製法
【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り,洗浄性等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレル1に未加硫ゴムホース3を嵌挿するに際し、マンドレルの外周面に予め下記の(X)を塗布するとともに、未加硫ゴムホースの内周面に予め下記の(Y)を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫後の加硫ゴムホースからマンドレルを引き抜く工程と、上記引き抜いた後の加硫ゴムホース側に塗布された上記(Y)を水性液で洗浄する工程とを備えたゴムホースの製法である。(X)非水系の潤滑剤2。(Y)水溶性増粘剤を含有する水溶液であって、粘度が2000〜5000mPa・sの範囲に調整された水溶液。
(もっと読む)
ゴムホースの製法
【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレルに未加硫ゴムホースを嵌挿するに際し、マンドレルの外周面および未加硫ゴムホースの内周面の少なくとも一方に予め下記(X)の水性液を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫工程を経た後で加硫されたゴムホースからマンドレルを引き抜く工程とを備えたゴムホースの製法である。
(X)下記(A)と(B)との混合液からなり、粘度が2000〜5000mPa・sの範囲に調整された水性液。
(A)水分量が40〜94重量%の範囲のシリコーン系エマルジョン。
(B)水溶性増粘剤。
(もっと読む)
光硬化方法及び光照射装置
【課題】可視光および/または近赤外光硬化性樹脂組成物を効率良く、且つ均一に光硬化させる方法およびそのための光照射装置を提供すること。
【解決手段】可視光硬化性樹脂を含浸したガラスロービングをマンドレルに巻き取り、該マンドレルを回転させながら、メタルハライドランプ及び水銀灯より選ばれる1種以上のランプを2個以上装備した可視光を放射する光照射装置により、380〜450nmの波長領域の強度5mW/cm2以上、20cm×1mの照射範囲内における均斉度70%以上で光を照射する。
(もっと読む)
1 - 20 / 64
[ Back to top ]