
Fターム[4F204AA15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリハロゲン化ビニル系(ポリ塩化ビニリデン) (145) | ポリ塩化ビニル (41)
Fターム[4F204AA15]に分類される特許
1 - 20 / 41
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
人造石の製造方法及び製造装置
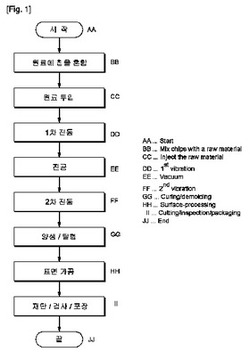
【課題】より自然な外観デザインを表現するとともに、耐磨耗性及び耐汚染性を向上させることができる人造石の製造方法及び製造装置を提供する。
【解決手段】本発明は、人造石の製造方法及び製造装置に関するもので、より具体的には、(a)人造石の原料に異なる粒径を有する2種以上のチップを混合すること;(b)チップが混合された人造石の原料をモールドに投入すること;(c)振動装置を使用して原料がモールド内に均一に分散されるように1次振動を加えること;(d)原料の気泡を除去するために真空を加えること;及び(e)振動装置を使用して2次振動を加えて人造石を成形することを含むことを特徴とし、本発明に係る人造石の製造方法及び製造装置は、人造石の表面に露出するチップの出石率を極大化させ、より自然な人造石の外観デザインを表現するとともに、耐磨耗性及び耐汚染性を向上させることができる。
(もっと読む)
プリクトマー樹脂を用いたカレンダー加工シートの製造方法

【課題】樹脂組成物のカレンダー加工によるシートの製造の安定化が可能なシート製造方法を提供すること。
【解決手段】(A)塩化ビニル系モノマーと、(B)アクリル酸−n−ブチルからなる重合体を主鎖に有するマクロモノマーとを、(A)/(B)=85重量%/15重量%〜75重量%/25重量%の範囲で懸濁重合法により共重合して得られた樹脂を主成分とした樹脂組成物をカレンダー加工する。カレンダーロールを、最上流から順に、第1ロールC1、第2ロールC2、第3ロールC3、第4ロールC4とすると共に、カレンダーロールC1〜C4投入時の前記樹脂組成物の温度をRtとする。第1及び第2ロールC1,C2の表面温度を、Rtと同等又は同等以下に制御し、第3ロールC3の表面温度を、第1及び第2ロールC1、C2の両方の表面温度より低温となるように制御し、第4ロールC4の表面温度を、第3ロールC3の表面温度と同等又は同等以下に制御する。また、テイクオフロールTとガイドロールGの表面粗さを、Rz=0.5μm〜10μmとする。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 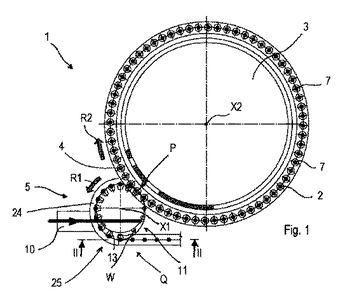 (もっと読む)
(もっと読む)
繊維製品の成型方法
【課題】本発明は、いずれの模様及び色彩を形成することができる繊維製品の成型方法を提供する。
【解決手段】本発明に係る繊維製品の成型方法は、上表面に転写層が形成されている薄膜を提供するステップと、複数層の繊維を交差配列させながら積み重ねるステップと、交差配列させながら積み重ねた繊維及び薄膜を熱圧金型内に置いて、且つ前記薄膜を前記繊維層の表面に貼り付かせるステップと、熱圧成型するステップと、冷却してから型開けることにより薄膜の転写層を繊維製品の表面に附着させるステップと、を備える。本発明に係る繊維製品の成型方法は、転写層が設けられた薄膜を繊維に貼り合わせて、前記転写層を前記繊維に附着させて、いずれの模様及び色彩を有する繊維製品を形成することができる。
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】ヘッドレスト穴などの穴の縁部の変形が防止される発泡樹脂成形品と、その成形方法を提供する。
【解決手段】シートパッド1のヘッドレスト穴4の周囲に高強度樹脂が付着されて高強度とされている。高強度樹脂は、シートパッドにスプレー等によって付着されてもよく、発泡成形用金型のキャビティ面に付着しておいてもよい。
(もっと読む)
モールド・アッセンブリおよびモールド部品製造用の減衰光方法
本発明は、サイクル数を改善するための、フランジ、モールドおよび電磁放射線フィルターを含むモールド・イン・プレースによるガスケット形成アッセンブリに関する。本発明は、さらにモールド・イン・プレースによるガスケッティング方法に関する。 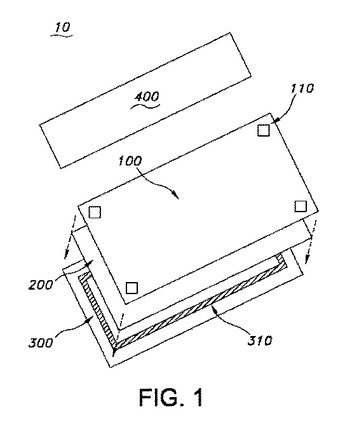 (もっと読む)
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 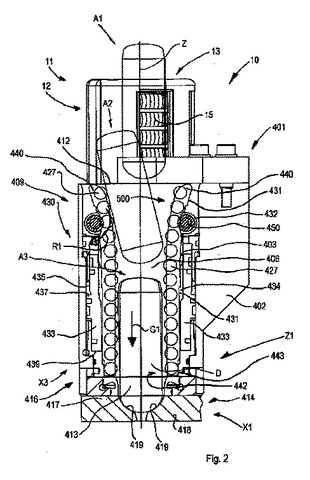 (もっと読む)
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 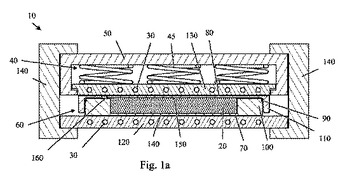 (もっと読む)
(もっと読む)
シートおよびその製造方法
【課題】2P法を用いるシートの製造において、生産性が良く気泡混入のないシートおよびその製造方法を提供することを目的とする。
【解決手段】2P法を用いるシートの製造工程のうち、同心円状の微細凹凸形状を有する成形型上に紫外線硬化型樹脂を塗布する塗布工程において、成形型上の一領域もしくは複数領域に、紫外線硬化型樹脂を注入し、前記領域の円周方向にスムージングを行い平面化し、その後成形型の全面について、前記樹脂を注入した後に、前記樹脂をスムージングしていない領域もしくは成形型上全面について、スムージングを行い平面化する工程による製造方法。
(もっと読む)
成形吸音材
【課題】 塩化ビニル系樹脂により裏打ちされたカーペットの回収品及びカーペット製造時に発生する端材からなるカーペット廃材から、道路騒音を低減する吸音材として有効な成形吸音材の効率的な製造方法及びその成形吸音材の施工方法を提供する。
【解決手段】 塩化ビニル系樹脂により裏打ちされたカーペット廃材を粉砕後、粒径が3mm以下の樹脂裏打ち層を主成分とする粉砕物の含有量が30重量%以下となるように除去した粉砕物(イ)、及び/又は、粒径が1mm以下の微粉の含有量が5重量%以下となるように除去した粉砕物(ロ)と、芯鞘型合成繊維(ハ)及び/又は低融点合成繊維(ニ)を混合して配合物を得、さらに好ましくは、該配合物に水を混合後、高周波又はマイクロ波誘電加熱により加熱、加圧成形して吸音性、耐水性に優れた成形吸音材を得る。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
マーブル調樹脂シート
【課題】
本発明は、ロール加工により低コストで、マーブル調樹脂シートを製造することができ、模様に強弱があり高級感のあるマーブル調模様の樹脂シートを提供することを目的とする。
【解決手段】
係る目的を達成する本発明のマーブル調樹脂シートは、ロール加工で地となる樹脂組成物を混練し、不均一な厚さのマーブル模様となる樹脂基材をロール間のバンクに投入してマーブル模様を生じさせるマーブル調樹脂シートとしたことであり、さらに、上記マーブル模様となる樹脂基材を複数色としたことである。
(もっと読む)
角材の製造方法
【課題】寸法精度の低下を招くことなく腐食及び損傷が生じ難く且つ重量が軽い角材を製造することができる角材の製造方法を提供する。
【解決手段】複数の樹脂片12と該各樹脂片の少なくとも表面を溶融させるための溶剤Lとを角材10の成形のための成形用金型18内に投入する前に又は投入した後に混合し、成形用金型18を型締めすることにより溶剤L及び各樹脂片12の混合材料17を成形用金型18内で加圧する。
(もっと読む)
廃塩化ビニル系樹脂壁紙を利用した軟質塩化ビニル樹脂組成物の製造方法及びその製品
【課題】 廃塩化ビニル系壁紙を粉砕後、未分離品を再資源として有効利用したPVC組成物およびPVC製品を提供することである。
【解決手段】 剪断粉砕機又は衝撃粉砕機で、廃塩化ビニル樹脂系壁紙の大きさが1〜10mmとなるように粉砕された壁紙5〜30重量%と、壁紙以外の廃塩化ビニル樹脂系製品から回収された塩化ビニル樹脂成分95〜70重量%とから、混練・加工することにより軟質塩化ビニル系樹脂製品を製造することが出来る。
(もっと読む)
蓄光性成形品ならびにその製造方法
【課題】
蓄光性蛍光体含有成形体の発光ムラ及び発光の経時変化が少なく、防災又は防犯用品として環境に十分耐え、さらに使用の際の便を考慮した蓄光性蛍光体含有成形品ならびにその製造方法を提供すること
【解決手段】
蓄光性蛍光体を含んでなる塩化ビニル系プラスチゾル組成物ゾルから形成された成形品。
(もっと読む)
1台の押出機を使用して大理石模様を有するシートを製造する方法、シート、および床材
【目的】 樹脂製シートの表面に、カレンダー法による欠点である表面に「カスレ」や不陸の発生が少なく、直線状に、均一な柄を有する大理石模様を形成すること。
【解決手段】 Tダイ付きの押出機1台と、カレンダーロールから主として構成される装置を用意し、120〜130℃で着色を開始する顔料と、140〜150℃で着色を開始する顔料を同時に含む樹脂配合物を、1台の押出機に投入し、Tダイから押し出してカレンダーロールで圧延し、所望によりカレンダーロールのニップへ基布および表皮層となるフィルムを押し出す。
(もっと読む)
塩化ビニル系樹脂成形板
【課題】 本発明は、大量に生産性良く押出成形により製造でき、難燃性及び透明性の優れた塩化ビニル系樹脂成形板を提供する。
【解決手段】 平均重合度が400〜800の塩化ビニル系樹脂が塩素化された塩素化塩化ビニル系樹脂を主成分とし、塩素化度が64〜70重量%である塩化ビニル系樹脂組成物を、押出成形法及び連続プレス成形法で成形されたことを特徴とする塩化ビニル系樹脂成形板であり、5mm厚みの成形板において、JIS K 7361−1に準拠して測定した全光線透過率が55%以上であり、JIS K 7105に準拠して測定したヘイズが5%以下及び黄色度が40.0以下である。
(もっと読む)
セルロース繊維強化成形体とその製造方法
【課題】成形不良を起こすことなしに厚肉の成形品を得ることのできる軽量のセルロース繊維強化成形体とそれを効率的に製造する方法を提供する。
【解決手段】上記製造法を、互いに絡み合ったセルロース繊維を単独で或いは粉末状の樹脂成分と共に溶媒中で攪拌してスラリーを形成させ、溶媒を凍結乾燥により除去して得られる、セルロース繊維からなる綿状体或いは樹脂成分を含有するセルロース繊維からなる綿状体とし、前者の綿状体には樹脂成分を含浸させた後、後者綿状体はそのまま、加熱下で成形するものとする。該セルロース繊維としては、その少なくとも一部をパルプの叩解または機械的解砕によってミクロフィブリル化したものとするのがよい。
(もっと読む)
1 - 20 / 41
[ Back to top ]