
Fターム[4F204AB02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 機能を特定したもの (1,075) | 発泡剤、膨張剤 (181)
Fターム[4F204AB02]に分類される特許
101 - 120 / 181
加熱発泡シートおよび充填発泡部材
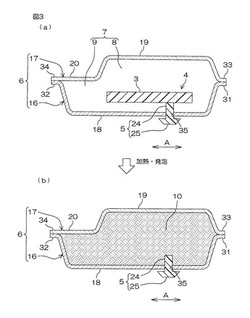
【課題】内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シートを提供すること。
【解決手段】100〜130℃で20分加熱した場合に一方向に伸長し、その伸長方向Aにおける伸長率が、5〜50%である加熱発泡シート3を、加熱発泡材料2を延伸することにより成形して得る。この加熱発泡シート3を充填発泡部材4に用いれば、内部空間7に突出空間9がある場合でも、充填発泡部材4を、加熱発泡シート3の伸長方向Aが突出空間9に向かうように、主空間8に配置して、発泡すれば、その突出空間9を、格別の部材を用いなくても、簡易かつ低コストで充填することができる。
(もっと読む)
トナー搬送ローラおよびその製造方法

【課題】横白スジ画像不良を発生させることのないトナー供給ローラを提供する。
【解決手段】弾性層2を、直径の平均値が0.1〜1.0mmの粒子を含有するポリウレタンで構成する。
(もっと読む)
硬質ポリウレタンフォームパネルの製造方法
【課題】畜舎に使用した場合において飼育する動物に対して与える精神的なストレスが小さく、畜舎内の照明の反射が良好で省エネルギーに貢献し、かつ発生するアンモニアに対する耐腐食性、耐変色性が改善された硬質ポリウレタンフォームパネルの製造方法を提供する。
【解決手段】両面の面材と前記面材の間にミキシングヘッドから発泡原液組成物を供給して発泡硬化させてサンドイッチパネルとする硬質ポリウレタンフォームパネルの製造方法であって、面材の少なくとも一方はクリア塗装ガルバリウム鋼板である製造方法とする。
(もっと読む)
硬質ポリウレタンフォームパネルの製造方法
【課題】厚さの薄い断熱パネルの成形において、使用中に亀裂の発生が起こらないミキシングヘッドを使用した硬質ポリウレタンフォームパネルの製造方法を提供する。
【解決手段】両面の面材と前記面材の間に配設された枠材により形成される成形空間に、前記枠材に形成された注入孔より、ミキシングヘッドに設けられた注入ノズルから発泡原液組成物を注入して発泡硬化させてサンドイッチパネルとする硬質ポリウレタンフォームパネルの製造方法であって、注入ノズル14は、ミキシングヘッド本体12側の太径部16と太径部16の先端側の外径22mm以下の細径部18とからなることを特徴とする。
(もっと読む)
研磨パッドの製造方法
【課題】研磨領域と光透過領域との間からのスラリー漏れを防止することができる研磨パッドを製造する方法を提供する。
【解決手段】透明樹脂部材を一次加熱処理した後に、切断して光透過領域10を作製する工程、前記光透過領域10を二次加熱処理する工程、気泡分散ウレタン組成物11を調製する工程、面材8を送り出しつつ又はベルトコンベア9を移動させつつ、該面材8上又はベルトコンベア9上の所定位置に光透過領域10を温度調整して配置する工程、光透過領域10を配置していない前記面材8上又はベルトコンベア9上に気泡分散ウレタン組成物11を連続的に吐出する工程、吐出したウレタン組成物11上に別の面材又はベルトコンベアを積層する工程、厚さを均一に調整しつつウレタン組成物11を硬化させることによりポリウレタン発泡体からなる研磨領域を形成して研磨シートを作製する工程、及びシートを裁断する工程を含む研磨パッドの製造方法。
(もっと読む)
研磨パッドの製造方法
【課題】スライス工程や多くの金型を必要とせず、簡便な方法で連続シート状、円板状のいずれの研磨パッドの研磨層をも製造可能な研磨パッドの製造方法を提供する。
【解決手段】連続状シート22と発泡体形成組成物を巻回積層した巻回積層体を製造する巻回積層体製造工程、及び前記巻回積層体中の前記発泡体形成組成物を硬化させて研磨層を形成する硬化工程を有する研磨パッドの製造方法とする。
(もっと読む)
繊維強化樹脂構造体の製造方法、及び繊維強化樹脂構造体
【課題】コア材の周囲にボイドの無い状態で繊維強化樹脂層を形成することができ、複雑な最終形状にも追従できる繊維強化樹脂構造体の製造方法を提供する。
【解決手段】繊維強化樹脂構造体の製造方法は、膨張性を有した中空体11の周囲にコア材12を配置する工程と、配置されたコア材12の周囲に未硬化の樹脂15aと強化繊維15bとを有するプリプレグ15を積層して被覆する工程と、プリプレグ15が積層、被覆されたコア材12を成形型1のキャビティ4内に配置し、成形型1のキャビティ4内において中空体11を膨張させて、成形型1とコア材12の間において未硬化の樹脂15a及び強化繊維15bを加圧する工程と、加圧された未硬化の樹脂及び強化繊維を加熱して硬化させコア材12の周囲に繊維強化樹脂層16を成形する工程とを、少なくとも含む。
(もっと読む)
樹脂積層体及びその製造方法
【課題】表面処理を行わなくてもオレフィン系樹脂層と発泡ウレタン樹脂層との十分な接着性が確保できる樹脂積層体及びその製造方法を提供する。
【解決手段】オレフィン系樹脂層21、23を金型にセットし、金型を加熱し、金型に、ポリオレフィン樹脂が不飽和カルボン酸等から選ばれる一種以上で変性され、変性量が0.1質量%以上50質量%未満である変性ポリオレフィン樹脂(A)と、粘度が1,000mPa・s以上10,000mPa・s未満であるポリオール化合物(B)と、ポリイソシアネート化合物(C)からなり、ポリオール化合物及びポリイソシアネート化合物の合計量と変性ポリオレフィン樹脂との質量比((B+C)/A)が95/5〜65/35であるポリウレタン材料成分の混合物を注入して発泡ウレタン樹脂層22を成形する。
(もっと読む)
サンドイッチパネル製造設備
【課題】上下面材間に供給する原液の逆流を抑制し、均質な発泡を行うことが可能なサンドイッチパネル製造設備を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルPを製造するためのサンドイッチパネル製造設備であって、帯状の下面材1を搬送する下面材搬送機構7と、帯状の上面材を搬送する上面材搬送機構8と、下面材1と上面材2の間に発泡性樹脂芯材の原液を供給するミキシングヘッド10と、を備え、このミキシングヘッド10による原液の吐出位置から下流側にわたる所定領域Aにおいて、下面材1が下流側にいくほど下方向に傾斜した状態になるように下面材搬送機構7が構成されている。
(もっと読む)
熱伝導性感圧接着剤組成物並びに熱伝導性感圧接着性シート及びその製造方法
【課題】接着性や感圧接着保持性に優れ、かつ易剥離性にも優れた熱伝導性感圧接着性シート及びそれを与える感圧接着剤組成物を提供する。
【解決手段】(メタ)アクリル酸エステル共重合体(A1)、(メタ)アクリル酸エステル単量体混合物(A2m)、少なくとも1つのブロックトイソシアネート基と少なくとも1つの重合性不飽和結合とを有する架橋剤(C1)、少なくとも1つの水酸基と少なくとも1つの重合性不飽和結合とを有する架橋剤(C2)、及び重合開始剤(D2)を含んでなり、(メタ)アクリル酸エステル単量体混合物(A2m)100質量部に対して、架橋剤(C1)の含有量が0.1〜1.8質量部、架橋剤(C2)の含有量が0.05〜5.0質量部である感圧性接着剤組成物とする。
(もっと読む)
人造大理石およびその製造方法
【課題】十分な製品強度を有すると共に、十分な断熱機能も有する人造大理石およびその製造方法を提供する。
【解決手段】金型1内にSMCまたはBMCを配置して圧縮成形し、その後、この金型1内に注入空間部10を設けた状態で金型1内に得られたSMCまたはBMCの成形品を配置し、発泡体樹脂組成物を注入空間部10へ注入して注型成形を行い、発泡体樹脂層とSMCまたはBMCの成形品とが一体化された積層体を得る。その後、この金型1内に注入空間部10を設けた状態で金型1内にこの積層体を配置し、人造大理石樹脂組成物を注入空間部10へ注入して注型成形を行い、人造大理石成形品と、SMCまたはBMCの成形品と、発泡体樹脂層とが一体に積層された人造大理石を得る。
(もっと読む)
シート用パッド及びその製造方法
【課題】補強布を発泡成形型に装着しやすく、かつ安定に保持して脱型性にも優れたものでありながら、低コストにシート用パッドを製造する。
【解決手段】発泡樹脂成形体からなるパッド本体12の裏面に補強布14が一体化されたシート用パッド10を製造するに際し、補強布14に金属製のワイヤ16を取り付け、該ワイヤを取り付けた補強布14を、発泡成形型40に設けられた永久磁石56にワイヤ16を磁気吸着させて、発泡成形型40内に装着する。その後、発泡成形型40を型閉めしてパッド本体12を発泡成形することで、補強布14をワイヤ16とともにパッド本体12の裏面に一体化させる。
(もっと読む)
導電性ポリウレタン成形体の製造方法および導電性ロール
【課題】良好な導電性と成形性を両立することができ、あるいはこれに代えて、適度の成形性を確保しながら高い導電性を得ることができる導電性ポリウレタン成形体の製造方法および導電性ロールを提供する。
【解決手段】2,4′−ジフェニルメタンジイソシアネートを60質量%以上含むイソシアネートおよびポリオールを主原料とし、少なくとも導電性付与剤を配合して反応、成形して導電性ポリウレタン成形体を得る。このとき、発泡剤を添加して反応して得られる導電性ポリウレタンフォームは、導電性ロールに好適に用いることができる。
(もっと読む)
木質発泡体の成形物の製造方法
【課題】 ボックス13用の板材として、発泡体は直接に外気に長時間晒すと中に含まれている水分が蒸発して発泡体自体が収縮し変形する傾向をもつことから、それを解消するために発泡体の中に炭2や貝殻3の粉末を入れた発泡体の改良、次に発泡体の中に補強材の導入、そして発泡体全体を強靭な材質で被覆する技術を提供する。
【解決手段】 木質発泡体1は、発泡液リグノセルロース溶液17に炭2や貝殻3の粉末と香料入れ、それをさらにイソシアネート18を入れ撹拌すると反応して発泡が始まり、炭酸ガスを放出し発泡体となるが、残留したガスや水分は炭や貝殼粉末によって吸着すると外気に晒して変形や収縮のない発泡体となり、また補強材の骨組材5を加え、さらには発泡体全体を強靭なる厚層紙9の枠又はアルミ箔シート15の枠でもって、全体を被覆した木質発泡体板1となり、加えて曲げや圧縮に対しても強度をもったボックス13用板の製造方法である。
【要約図】図1
(もっと読む)
ウレタン発泡装置及び冷蔵庫
【課題】冷蔵庫用のウレタン断熱材を発泡生成する製造工程において、ウレタン発泡時にウレタンの流動性が阻害されず、ウレタンが十分充填され、またウレタンと冷蔵庫の内箱の接着性を維持できるウレタン発泡装置を提供する。
【解決手段】ウレタン発泡治具の中子7aを、熱風発生装置12に取り付けられたダクト13からの温風で暖めることにより、ウレタン発泡治具の外枠7aも含めて、ウレタン発泡治具7全体を加温し、温度を均一化することにより、ウレタンフォームと内箱に使用されるABS樹脂との接着性を良好にし、またウレタンフォームの充填量を増やすことなく、冷蔵庫として品質の安定化を可能とするものである。
(もっと読む)
表皮付発泡成形体の製造方法
【課題】皺の発生がなく優れた外観品質を呈することができる表皮付クッション体の製造方法を提供する。
【解決手段】真空成形型にセットした表皮材8を型面に添った成形表皮材に真空吸引成形してその内部に発泡合成樹脂材料を注入したうえ型開口を閉じ、発泡合成樹脂材料を発泡させて表皮材付きクッション体とする表皮付クッション体の製造方法において、発泡合成樹脂材料の発泡により成形表皮材内で成形された発泡体が硬化する前に、型開口を閉じた状態で成形表皮材の外面に向け圧空して成形表皮材の内面を発泡体に密着させる工程を付加するようにした。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】繊維系素材などの副資材を容易かつ安価な手法で金型内面に保持させておくことができ、しかも繊維系素材の特性を低下させることもない発泡樹脂成形品の製造方法を提供する。
【解決手段】副資材4のうち、マグネット3と対峙する領域には磁性糸5がミシンなどにより縫い付けられている。この磁性糸5がマグネット3に磁気的に吸着されることにより、シート状の副資材4が上型1の内面に全体として密着状に保持される。下型2内にウレタン原液を供給した後、上記のように副資材4が内面に磁着されている上型1を該下型2に装着して型締めを行い、ウレタンを加熱発泡させる。発泡後、型開きし、成形品を脱型する。
(もっと読む)
サンドイッチパネルの製造方法
【課題】本発明は、発泡剤として水又は炭酸ガスを使用した硬質ポリウレタンフォームから構成され、サンドイッチパネルのフクレ(変形)を防止することができるサンドイッチパネルの製造方法等を提供する。
【解決手段】表面材、裏面材、及び前記表面材と裏面材との周縁部に配設された枠材にて構成された容器状外面材内に形成された空間部に、前記枠材に形成された注入口から硬質ポリウレタンフォーム発泡原液組成物を注入して発泡・硬化させてサンドイッチパネルとする製造方法であって、前記硬質ポリウレタンフォーム発泡原液組成物は水又は炭酸ガスを発泡剤の主成分とするものであり、前記硬質ポリウレタンフォーム発泡原液組成物を注入して発泡・硬化させた後に、前記注入口から内部にガス誘導路を設け、前記注入口に防水通気性テープを貼付することを特徴とするサンドイッチパネルの製造方法。
(もっと読む)
シリコーンゴムスポンジ、その製造方法及びそれを用いた定着ロール、並びに、該定着ロールを用いた電子写真式画像形成装置
【課題】15%以上という高い連泡率を有すると共に、微細なセルを均一に有するシリコーンゴムスポンジ、その製造方法及びそれを用いた定着ロール、並びに、該定着ロールを用いた電子写真式画像形成装置を提供する。
【解決手段】少なくとも、(A)下記平均組成式(I)で表されるオルガノポリシロキサンと補強性シリカを含有する混合物であって、架橋前の含有水分量が0.5%以上であるシリコーンゴムコンパウンド、(B)少なくとも有機アゾ発泡剤または炭酸水素ナトリウム系発泡剤、及び(C)1分間半減期温度が150℃以上の非アシル系有機過酸化物を含有する組成物を、常圧熱気架橋させ、発泡、硬化させることにより、連泡率が15%以上である微細セルを均一に形成させてなるシリコーンゴムスポンジ。
R1nSiO(4−n)/2 (I)
(もっと読む)
樹脂発泡体の成形方法及び成形型
【課題】一体成形用部材を成形型内面に吸引保持させるようにした成形の効率を高めることを目的とする。
【解決手段】この吸引部11は、上型10の内面から凹陥する凹穴12と、この凹穴12の入口部に装着された蓋体13と、該蓋体13の周縁部と該入口部の内周面との間に設けられた吸引用小孔14と、凹穴12の奥面に臨む排気口15とで構成されている。上記の排気口15は、小孔14の孔軸方向の延長線から離隔している。
(もっと読む)
101 - 120 / 181
[ Back to top ]