
Fターム[4F204AB02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 機能を特定したもの (1,075) | 発泡剤、膨張剤 (181)
Fターム[4F204AB02]に分類される特許
81 - 100 / 181
発泡合成樹脂の製造装置およびその製造方法

【課題】 セルが微細かつ均一で平滑性に優れ、ボイドの発生もなく、断熱性に優れた発泡合成樹脂を製造できる発泡合成樹脂の製造装置およびその製造方法を提供すること。
【解決手段】 発泡合成樹脂を製造する場合に、ミキシングヘッド11に、ポリイソシアネート成分(a)とポリオール成分(b)の混合撹拌を促す第1のガス導入手段40を設けるとともに、吐出ノズル部11aに、撒布を促す第2のガス導入手段50を設ける。
これにより、撹拌不足がなくセルを微細化して熱伝導率を低下させ、断熱性を向上するとともに、吐出ノズル部11aから均一に撒布して、ガスを巻き込むことによるボイドの発生のない発泡合成樹脂を製造する。
(もっと読む)
積層樹脂成形体及びその製造方法

【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体として、軟質なものを簡便に、しかも、効率よく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。そして、第1横型14に対し、キャビティ20の延在方向に沿って原材料28が流動するように注入機22が設置される一方、第2横型16に送気管30が設けられる。注入機22から原材料28が射出される際、送気管30を介してキャビティ20に圧縮エア等のガスが供給され、このガスにより原材料28が注入機22側に押圧される。この状態で原材料28内に独立気泡40が形成されている最中に前記ガスの圧力が低減され、これにより各独立気泡40から亀裂が伝播して互いに連なり、連続気泡が形成される。
(もっと読む)
積層樹脂成形体とその製造方法及びその装置
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体の硬度を、部位に応じて相違させる。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。そして、第1横型14に対し、キャビティ20の延在方向に沿って原材料28が流動するように注入機22が設置される一方、第2横型16に送気管30が設けられる。注入機22から原材料28が射出される際、送気管30を介してキャビティ20に圧縮エア等のガスが導入され、このガスにより原材料28が注入機22側に押圧される。すなわち、原材料28(樹脂発泡体42)における第2横型16に近接する部位では流動が遅延され、このために第1横型14に近接する部位に比して気泡40が大きく成長する。
(もっと読む)
積層樹脂成形体の製造方法
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体を効率よく且つ歩留まりよく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。このキャビティ20は、水平方向に延在する水平部24と、該水平部24から略垂直に立ち上がった第1鉛直部26及び第2鉛直部28とを有し、第1鉛直部26の鉛直方向寸法は、第2鉛直部28に比して大きく設定されている。上型18には、水平部24の略中央部に対応する部位に注入機32が設置される一方、第2鉛直部28に対応する部位に送気管40が設けられる。注入機32から原材料38が射出される際、送気管40を介して第2鉛直部28に圧縮エア等のガスが導入され、このガスにより原材料38が第1鉛直部26側に押圧される。
(もっと読む)
シート用バックパッド及びその製造方法
【課題】パッド主体部の背面側における上縁部から一体に設けられた内向きのフランジ部に、成形性を確保しながら凹溝を設ける。
【解決手段】パッド主体部16と、パッド主体部16の背面側における上辺部から後方に延設された連結部20と、パッド主体部16の背面と間隔Lをあけて連結部20から下方に延設されたフランジ部22と、を一体に発泡成形してシート用バックパッド10を製造する方法において、シート用バックパッド10の正面側を成形する下型52と、連結部20及びフランジ部22の内側を成形する中子型58が一体に設けられ下型52に閉合可能な上型56とを備え、上型56が、フランジ部22の後面側において左右方向Yに延びる凹溝26を形成する凸条62を有するとともに、凸条62に発泡樹脂原液80の連通路64が形成された発泡成形型50を用いて発泡成形する。
(もっと読む)
サンドイッチパネル製造装置及びサンドイッチパネル製造方法。
【課題】 サンドイッチパネル表面にくぼみなどの不良状態が発生することのないサンドイッチパネル製造装置及び製造方法の提供。
【解決手段】 長尺の上面部材1と長尺の下面部材2の間に硬質ウレタン原液を注入し、発泡、硬化させて上面部材、硬質発泡ウレタン樹脂及び下面部材から構成されるサンドイッチパネルPを製造するサンドイッチパネル製造装置100であって、硬質ウレタン原液の供給源6と、その一端が供給源に接続された管路5と、管路の他端に設置される複数のノズルとを備えた吐出機構を含み、複数のノズルは、下面部材の搬送路の搬送方向と直交する方向に沿って等間隔に配置され、管路は、複数のノズルの夫々から吐出される硬質ウレタン原液の吐出量及び吐出圧力が同一となるように設けられる。
(もっと読む)
発泡成形品の製造方法
【課題】ベント孔からの発泡原料の流出を防止しながら、キャビティ内の発泡ガスや空気を最後まで効率よく抜くことで欠肉やコラップスなどの成形不良を防止することができ、作業性にも優れるシート用パッドの製造方法を提供する。
【解決手段】ベント孔24を設けた発泡成形型10のキャビティ22内に発泡原料を注入して発泡させることで発泡成形品を製造する方法において、板状の通気性部材28aに非通気性膜28bを被着した脱気シート材28を、非通気性膜28bを発泡原料側に向けてベント孔24を覆うように、発泡成形型10に設けた装着用ピン30に通気性部材28a及び非通気性膜28bを貫通させることでキャビティ22内に着脱自在に取り付けて、発泡成形時に、キャビティ22内に発泡充填される発泡原料が通気性部材28aを型面に押し当てることにより、非通気性膜28bが通気性部材28aを介してベント孔24を塞ぐようにする。
(もっと読む)
サンドイッチパネルの製造方法
【課題】連続生産法を用いてプレハブ工法に適したサンドイッチパネルを容易に製造することができるサンドイッチパネルの製造方法を提供する。
【解決手段】連続生産法により生産されるサンドイッチ構造体を切断し、その切断面7を形成している発泡材料3の端面を除去することによって空間8を形成する。切断面7を形成している1対の面材2に端部フレーム4を取り付け、当該端部フレーム4に形成されている凹部20を上記空間8内に入り込ませる。この状態では、端面が除去された発泡材料3の内面9に対して空間8を隔てて端部フレーム4が対向している。上記凹部20を嵌合部として他のサンドイッチパネルの端部と嵌め合せれば、プレハブ工法によって構造物を容易に形成することができる。
(もっと読む)
発泡成形用台車
【課題】レイアウト変更の自由度が高い発泡成形設備に用いられる自走式台車を提供する。
【解決手段】金型80、温水タンク78、バッテリ71、エアタンク79等を搭載した台車70がライン1〜6を循環し、1周する度に成形品が成形される。金型80に対し、防爆注入ゾーン10にてウレタン原液が供給される。台車70は、ライン1、2を経て、ライン3,3a,3bのいずれかを走行する。この間、金型80が温水で加熱され、ウレタンの発泡及び硬化反応が進行する。蓋開け機31で上型82が開放され、脱型ゾーン32で成形品が下型81から脱型される。待機ゾーン60での待機中に、温水の交換、エアタンク79へのエアの補充、バッテリ71への充電が行われる。
(もっと読む)
発泡成形型および表皮付き発泡成形部材の製造方法
【課題】発泡成形型にセットした表皮材が型閉め時にずれることを防止すると共に、製造された表皮付き発泡成形部材を円滑に脱型し得るようにする。
【解決手段】第1成形型30の表皮保持面36に、表皮材16における非製品部20の該表皮保持面36と対面する側に膨出形成された表皮凸部24を係止する係止凹部50を凹設する。表皮保持面36に、非製品部20における端縁20Aの該表皮保持面36から離間する側への移動を規制する端縁保持部60を設ける。第2成形型32の表皮保持面36に対向する型面42に、第1成形型30と第2成形型32との型閉め時に係止凹部50と対向して、該係止凹部50に受容された表皮凸部24を押える表皮当接部材70を設ける。表皮当接部材70は、型閉め時に基材12と表皮材16とが接触する前から表皮凸部24を押える。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 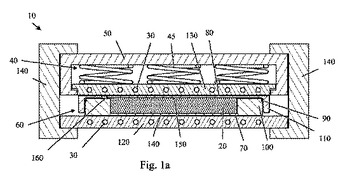 (もっと読む)
(もっと読む)
スロットノズル組立体、スロットコートガン、シム板、及び幅広の帯状に発泡性溶融体を押し出す方法
【課題】発泡性溶融体がスロットノズル組立体の内部で発泡することを防止する。
【解決手段】幅広の帯状に発泡性溶融体を押し出すスロットノズル組立体(2)において、複数の発泡性溶融体通路(20)と、複数の発泡性溶融体通路と連通する横分配流路(21、22)と、横分配流路内に配置された絞り部材(8)と、発泡性溶融体を吐出するためのスロット(23)と、横分配流路とスロットとを連通し、スロットへ向けて断面積が徐々に小さくなる収束部分(22a)とを設けた。
(もっと読む)
硬質ポリウレタンフォームパネルの製造方法及び硬質ポリウレタンフォーム用ポリオール組成物
【課題】両面に金属板面材を使用した水発泡の硬質ポリオウレタンフォームのサンドイッチパネルであって反りの発生が小さく、断熱性に優れたパネルの製造方法並びに該硬質ポリウレタンフォームパネルの製造方法に使用するポリオール組成物を提供する。
【解決手段】下面材15供給工程、発泡原液組成物を供給する原液供給工程、上面材14供給工程、発泡工程、及び裁断工程を有し、上面材と下面材はいずれも金属板であって、一方が波板で他方が平板であり、ポリオール組成物はポリオール化合物、発泡剤である水、整泡剤及び触媒を含有し、ポリオール化合物は樹脂微粒子含有ポリオール化合物を含有し、ポリオール組成物及びポリイソシアネート成分の温度をいずれも20℃にして混合したときの発泡原液組成物のゲルタイムが33秒以上であり、かつフリー発泡フォームの2分後の表面硬度が25以上である硬質ポリウレタンフォームパネル12の製造方法とする。
(もっと読む)
発泡ローラーのクラッシング方法および装置ならびに発泡ローラーの製造方法
【課題】発泡ローラーの良好なクラッシング及び設備の小型化を実現するクラッシング方法及び装置並びに発泡ローラー製造方法を提供する。
【解決手段】芯材と芯材の外周に形成された円筒状の発泡体層を有する発泡ローラーのクラッシング方法において、互いに平行に配置されたそれぞれ周面にエア噴出部を有する二つのロールからなるロール対を用意し、回転させた二つのロールの間に発泡ローラーをロール対に対して平行に配置し、発泡ローラーとロール対との間隔又は二つのロール同士の間の間隔を連続的又は段階的に変化させて発泡ローラーをロール対で押圧すると同時に、二つのロールのエア噴出部からそれぞれエアを噴出し噴出されたエアの風圧によって発泡ローラーの発泡体層全域をクラッシングする。この方法を行うに好適な装置。このクラッシング方法を含む発泡ローラーの製造方法。
(もっと読む)
サンドイッチパネル製造方法
【課題】帯状サンドイッチパネルを製造するに際して、厚み寸法をできるだけ均一にして材料の無駄を抑制可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材1,2間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、帯状の下面材2を供給する工程と、帯状の上面材1を供給する工程と、帯状の下面材2の幅方向両端部の上に、下面材2の搬送方向に沿って棒状の軟質フォーム20を連続的に供給する工程と、軟質フォーム20が供給されている状態で、搬送される帯状の下面材2の上に発泡性樹脂芯材の発泡原液組成物を供給する工程と、供給された発泡原液組成物の発泡処理を行いながら下面材2及び上面材1を搬送する工程と、を有する。
(もっと読む)
硬質ポリウレタンフォームパネルの製造方法および製造用トラバース装置並びにこのトラバース装置を用いた製造装置
【課題】 複数のウレタン原液注入口に順次ミキシングヘッドを接続し、ウレタン原液の注入を行う作業などにおいて、円滑かつ正確に接続ができる操作性の高いトラバース機能を利用した硬質ポリウレタンフォームパネルの製造方法および製造用トラバース装置並びにこのトラバース装置を用いた硬質ポリウレタンフォームパネルの製造装置を提供すること。
【解決手段】 トラバース機能が、(1)ミキシングヘッド3を、ウレタン原液注入口Ja,Jbが複数配設されている1の基準面Saの任意の基点に対するX軸方向、Y軸方向およびZ軸方向への移動を可能とするとともに、(2)回転レール2rを用いてミキシングヘッド3を回動し、基準面Saと所定の角度を有する他の基準面Sbの任意の基点に対するX軸方向、Y軸方向およびZ軸方向への移動を可能とすることを特徴とする
(もっと読む)
ポリウレタンフォームローラの製造方法及びその製造方法により製造されたポリウレタンフォームローラ
【課題】通気性に優れた連通セルを安定して形成することのできるポリウレタンフォームローラの製造方法、その方法により得られたポリウレタンフォームローラを提供する。
【解決手段】ポリエーテルポリオール、TDI及びMDIを含むポリウレタンフォーム原料を金型内で発泡硬化したのち、ポリウレタンフォーム層を圧縮率20%以上90%以下で圧縮しながら、回転速度50rpm以上800rpm以下で、かつ、回転回数50回以上200回以下で圧縮クラッシング処理すると共に、圧縮クラッシング処理されている状態のポリウレタンフォーム層に高圧エアを吹き付けて、同時にエア・クラッシング処理する。
(もっと読む)
弾性ローラの製造方法、並びに弾性ローラ及びそれを用いた画像形成装置
【課題】ポリウレタンフォームのセルサイズが略均一で、画像ムラの発生を抑えることが可能な弾性ローラの製造方法を提供する。
【解決手段】シャフト1が配置されたモールド2に、ポリオール、ポリイソシアネート、触媒及び水を含むウレタン原料3を、吐出ヘッド4を備えるウレタン発泡機を用いて注入し、発泡成形させたポリウレタンフォームからなる弾性層を備える弾性ローラの製造方法において、前記発泡成形におけるウレタン反応速度が、次式:0.26 ≦ ライズタイム/タックタイム ≦ 0.81の関係を満たす。また、発泡成形におけるウレタン反応速度は、タックタイムが13〜120秒の範囲で且つライズタイムが10〜80秒の範囲であることが好ましい。
(もっと読む)
加熱発泡シートおよび充填発泡部材
【課題】内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シートを提供すること。
【解決手段】100〜130℃で20分加熱した場合に一方向に伸長し、その伸長方向Aにおける伸長率が、5〜50%である加熱発泡シート3を、加熱発泡材料2を延伸することにより成形して得る。この加熱発泡シート3を充填発泡部材4に用いれば、内部空間7に突出空間9がある場合でも、充填発泡部材4を、加熱発泡シート3の伸長方向Aが突出空間9に向かうように、主空間8に配置して、発泡すれば、その突出空間9を、格別の部材を用いなくても、簡易かつ低コストで充填することができる。
(もっと読む)
トナー供給ローラの製造方法及びトナー供給ローラ
【課題】径方向の通気度が高くトナー供給性に優れるトナー供給ローラの製造方法、その方法により得られたトナー供給ローラを提供すること。
【解決手段】芯金上にウレタン発泡体層(表面層)を形成するトナー供給ローラの製造方法であって、少なくとも下記成分(A)、成分(B)及び触媒を含有する、クリームタイムが15秒乃至30秒である原料を芯金上に発泡硬化した後、形成された発泡体層の表面に高圧エアを吹き付けてクラッシング処理する。
成分(A):末端にエチレンオキシドが付加された共重合体であり、エチレンオキシドの含有量が全体の5質量%以上で、かつ、質量平均分子量が3000乃至10000であるポリエーテルポリオール。
成分(B):ジフェニルメタンジイソシアネート(MDI)又はその誘導体を3質量%乃至35質量%含有するポリイソシアネート。
(もっと読む)
81 - 100 / 181
[ Back to top ]