
Fターム[4F204AB13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 機能を特定したもの (1,075) | 電磁気的特性改善剤(←導電剤、絶縁剤、磁気遮蔽) (57)
Fターム[4F204AB13]に分類される特許
41 - 57 / 57
防磁シートとその製造方法
【課題】特別な設備を必要とせずに、構造の簡単な成形金型、一般的なプレス機、恒温槽や磁性粉体で高効率、低コスト、高剛性、形状や板厚が自在な防磁シートの提供。
【解決手段】下型と、成形するべき磁性シートの形状に対応したキャビティが設けられ該下型の上面に順に重ねられた第1中間型及び第2中間型と、これらの中間型のキャビティ内に挿入される押圧部を有する成形装置を用い、前記キャビティ内に、磁性粉体とバインダーとを少なくとも含む粉体材料を入れ、次いでキャビティ内の粉体材料をプレスして予備加圧体を作製する予備加圧を行い、次いで、上型を上昇させ、第2中間型を外し、第1中間型の上面を擦り切り面として予備加圧体の上部を擦り切り、次いで予備加圧体を高圧プレスしてシート成形体を作製するプレス成形を行い、次いで該シート成形体を加熱してバインダーを硬化させて防磁シートを得る防磁シートの製造方法。
(もっと読む)
物品の製造方法および物品

【課題】一部分がその他の部分の材料とは異なる材料から形成された物品を、精度良くかつ効率的に製造し得る製造方法を提供する。
【解決手段】製造方法は、第1性質を有する第1表面63および第2性質を有する第2表面67を含む型面50aの、第1表面および第2表面のうちのいずれか一方の表面上に被覆層44を形成する工程と、被覆層を覆うようにして、被覆層をなす材料とは異なり流動性を有した材料42を型面に供給する工程と、型面に供給された材料を型面上で硬化させる工程と、硬化された材料を離型する工程と、を備える。材料を硬化する際に、被覆層と材料とを接合する。被覆層を材料とともに離型する。
(もっと読む)
立体成型品及びその製造方法並びにその用途
本発明は、硬化性シリコーン組成物の架橋物からなる立体成型品であって、前記硬化性シリコーン組成物の少なくとも一部を前記架橋物の誘電率よりも大きい誘電率を有し、前記架橋物に対して剥離性を有する基材と接触した状態で架橋させて得られた立体成型品に関する。接着現場における成型機並びにプライマー乃至接着剤の使用を必要とせず、複雑な立体形状を有するシリコーンゴムを任意の材質の基体へ容易に且つ比較的短時間で接着させることが可能であり、得られる製品のシリコーンゴム部分に気泡の混入や欠損がない。 (もっと読む)
導電性ローラ、導電性ローラの製造方法及び画像形成装置
【課題】高品質の画像を形成することに貢献する導電性ローラ、高品質の画像を形成することに貢献する導電性ローラを製造することのできる導電性ローラの製造方法、及び、高品質の画像を形成することのできる画像形成装置を提供すること。
【解決手段】軸体の外周面に、外径精度が±0.25%の範囲内にあり、その振れが0.5%以下にある研磨レス弾性層を備えた導電性ローラ、式Y=aX+b(aは−0.0046〜−0.0026、bは20.07〜20.14、Yは導電性ローラの外径、Xは加硫特性tc(10)を示す。)より、所望の外径に対応する加硫特性Xを算出し、算出されたX±10の加硫特性を有する液状導電性ゴム組成物を調製し、この組成物を金型に注入して加熱成形する導電性ローラの製造方法、及び、前記導電性ローラ又は前記導電性ローラの製造方法により製造された導電性ローラを備えた画像形成装置。
(もっと読む)
積層シートおよびその製造方法
【課題】粒径の大きな粉体や繊維集合体がシート表面から脱落することを抑制し、かつ、表面抵抗率のばらつきをなくし、安定した品質を確保できる積層シートを提供する。
【解決手段】積層シートは、複数の繊維集合体3a、3bの繊維端がシート外部へ飛び出さないように弾性樹脂を繊維集合体3a、3bの全体に浸透させ、繊維集合体3a、3bの一部はシート表面に露出し、繊維集合体3a、3bどうしの間に大きさ50μm〜1mmの充填材を有する。2枚の離型シート4a、4bで複数の繊維集合体3a、3bを最外層から挟み込み、離型シート4a、4bと複数の繊維集合体3a、3bからなる層状物20を形成する工程、繊維集合体3aと繊維集合体3bとの間に弾性樹脂10を流し込んで含浸させる工程、繊維集合体3a、3bに弾性樹脂10を含浸させる際に、層状物20を加圧する工程、により製造される。
(もっと読む)
帯電ロールおよびその製法
【課題】外径が軸方向に均一であっても、感光ドラムとのニップ幅が軸方向に略均一となる帯電ロールおよびその製法を提供する。
【解決手段】軸体1の外周面に発泡層2,抵抗調整層3および保護層4が順に、いずれも軸方向の一端から他端まで均一な厚みに形成されている。発泡層2は、その形成のための加熱に先立って、誘導加熱を利用し、金型のうちの軸方向両端部分を除く中間部分に、予熱が加えられており、それにより、発泡層2の内部に形成される発泡セルCは、発泡層2の両端から軸方向20mm内側までの両端部よりも、その両端部の間の中間部の方が、発泡セル径が大きくなっている。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.01〜100mの電磁波(マイクロ波又は高周波)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3にマイクロ波又は高周波を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
半導電性ベルト、半導電性ロール及びこれらを用いる画像形成装置
【課題】加工ストレスによる抵抗不均一を意識しない使い方が可能な半導電性ベルト/半導電性ロールを提供すること。
【解決手段】部分的に表面抵抗値が周囲と比較して高い異抵抗部が回動方向と垂直な方向に対して所定の角度を有する半導電性ベルト/半導電性ロールであって、異抵抗部の幅0.5mm〜50mm、角度30度〜60度であり、異抵抗部の個数1個〜10個である。
(もっと読む)
発泡樹脂ローラ及びその製造方法
【課題】 発泡倍率が高く、寸法精度にすぐれた、弾性回復性が向上された、特定の硬度を有する樹脂ローラとその製造方法を提供する。
【解決手段】 芯体と、該芯体の上に形成されている円筒状の発泡ゴム弾性体層と、該発泡ゴム弾性体層上に形成された少なくとも1層以上からなる被覆層と、を有する発泡樹脂ローラであって、該発泡ゴム弾性体層の発泡倍率が1.5倍以上4倍以下であり、該発泡ゴム弾性体層の気泡の平均径が1mm以下であることを特徴とする発泡樹脂ローラ、によって、達成する。
(もっと読む)
導電性部材の製造方法および現像ローラー
【課題】ウエルドラインが発生しない導電部材の製造方法および現像ローラーを提供する。
【解決手段】金型を用いて軸芯体114aの外周上に導電性弾性層114bを形成し、該導電性弾性層の外周上に被覆層114cを形成する導電性部材の製造方法において、該導電性弾性層形成材料が2液混合型液状シリコーンゴムであり、該2液を金型に注入する前に、該2液間の圧力差を0.5MPa以下とし、かつ該2液の体積量の差を3cc以下としてスタティックミキサーに流し込み、該スタティックミキサーにより混合する混合工程と、次いで該導電性弾性層形成材料を該金型へ圧送し注入する圧送・注入工程を含むことを特徴とする導電性部材の製造方法および現像ローラー。
(もっと読む)
澱粉製生分解性成形物の製造方法
【課題】通電加熱や誘電加熱による成形焼き菓子の加熱成形中に、原料から多量の蒸気が発生して結露することによる絶縁破壊を防止する。
【解決手段】澱粉を含有し、生分解性を有する成形用原料9を、導電性の金型片8aおよび金型片8bと上記両金型片8a・8b間の絶縁体8cとを有する金型8で覆い、交流電源(2)から上記両金型片8a・8b間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる。成形用原料9中の水分残量が少ない加熱後期の交流電源(2)の出力が、成形用原料9中の水分残量が多い加熱初期の交流電源(2)の出力よりも低くなるように切り替える。
(もっと読む)
多孔質体及びその製造方法
【課題】
フィルター、電池セパレーター等微細な空孔を有する多孔質体を要求する分野がある。しかし従来のエマルジョン、樹脂液から多孔質体を製造する方法では、固化に時間を要し、その間に気泡が連結し成長して大きくなってしまい微細な空孔を有する多孔質体を製造することができなかった。
【解決手段】
そこで、本件発明では、樹脂の分散体であるエマルジョン、又は樹脂の液状高分子体を発泡し、この発泡物を電界中で固化することにより固化を促進させ、見かけ比重が小さく微細な空孔を有する多孔質体を得ることができるようにし、各種用途の要求に応じることができるようにした。
(もっと読む)
固体高分子型燃料電池用セパレータ及びその製造方法
【課題】軽量で且つ体積抵抗が低く、更には耐食性が高く、低コストで製造することができる固体高分子型燃料電池用セパレータを提供する。
【解決手段】ポリメチルペンテンの含有率が6〜11質量%で且つ黒鉛粉の含有率が89〜94質量%である導電性樹脂組成物からなる固体高分子型燃料電池用セパレータである。該セパレータは、ポリメチルペンテン及び黒鉛粉を混合して、ポリメチルペンテン含有率が6〜11質量%で且つ黒鉛粉含有率が89〜94質量%の導電性樹脂組成物を調製し、該導電性樹脂組成物を小型ペレット状又は小型チップ状に1次成形し、得られた1次成形体を溝形状を有する金型に充填し、温度200〜300℃且つ圧力30〜50MPaで1〜15分間2次成形することで製造することができる。
(もっと読む)
燃料電池用セパレータの成形装置と成形方法
【課題】薄く均一な肉厚のセパレータを成形する装置と方法を提供する。
【解決手段】型合わせ面19からの深さが可変なキャビティ20を有する金型のキャビティ20をセパレータの厚さに応じた所定深さにし、導電性フィラーを含む樹脂材料6を前記キャビティ20の開口端部23に係合して設けた枠部材13の内縁14まで供給し、前記内縁14から膨出した前記樹脂材料6を均し手段7により平坦にした後、前記キャビティ20の深さを増加させるとともに前記枠部材13を前記開口端部23から除去し、前記キャビティ20へコア9を嵌入させて圧縮成形する燃料電池用セパレータの成形方法。
(もっと読む)
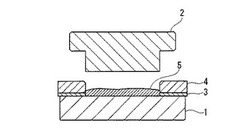
樹脂成形品の柄付け方法及び当該柄付け方法により柄付けされた樹脂成形品
【課題】 表面近傍にのみ柄を付けることが容易にできる樹脂成形品の柄付け方法、及び、当該柄付け方法により柄付けされた樹脂成形品を提供する。
【解決手段】 本発明の樹脂成形品の柄付け方法では、成形用樹脂組成物2を硬化せしめることによって製造する樹脂成形品の柄付け方法であって、導電性着色成分を添加した前記成形用樹脂組成物2を成形用金型1内に注入し、前記導電性着色成分を添加した成形用樹脂組成物2に成形用金型1内で磁場を発生せしめた後に、成形用樹脂組成物2を硬化、成形するようにする結果、樹脂成形品3の意匠面4の近傍にのみ導電性着色成分による柄を付けることが容易にでき、また、柄のパターンを磁場の設定により自由にコントロールすることが可能となり、広範なデザインのバリエーションにも対応し得ることとなる。
(もっと読む)
製造方法
物品の製造方法は熱硬化組成物の一面に少なくとも1個の箔又はシートを備える熱硬化組成物を含む。物品は電極である。組成物は亜酸化チタンを含む。 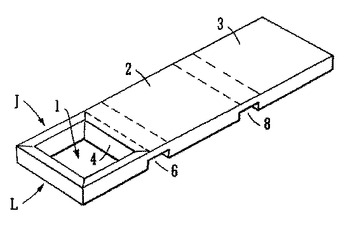 (もっと読む)
(もっと読む)
樹脂成形体とその製造方法、及び用途
【課題】電子部品の放熱部材として好適な、高柔軟性、高熱伝導性かつ導電性の樹脂成形体を提供すること。
【解決手段】骨格部と、該骨格部の一部又は全部と一体的に形成された樹脂部とからなり、骨格部と樹脂部の熱伝導率の差が1W/mK以上で、骨格部及び/又は樹脂部の体積抵抗率が1MΩ・cm以下(0は含まず)であることを特徴とする樹脂成形体とその製造方法。この樹脂成形体からなり、アスカC硬度が50以下である電子部品の放熱部材。
(もっと読む)
41 - 57 / 57
[ Back to top ]