
Fターム[4F204AC03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 材料の状態、形態 (1,410) | シート状物 (381)
Fターム[4F204AC03]に分類される特許
161 - 180 / 381
繊維強化樹脂成形体の製造装置及び製造方法

【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
積層板及びその製造方法

【課題】重量の増加を抑制しつつストラップ等の取付部品を取り付けることのできる積層板及びその製造方法を得る。
【解決手段】積層板10は、2枚の熱可塑性樹脂製の板部16,17の間に熱可塑性樹脂発泡成形体15が介在しているとともに、前記2枚の板部16,17の端部16a,17b同士が溶着されおり、前記2枚の熱可塑性樹脂製の板部16,17のうちの一方の板部16と、前記熱可塑性樹脂発泡成形体15との間に、金属板21が前記熱可塑性樹脂発泡成形体15の外面の一部を覆うように介在している。
(もっと読む)
サンドイッチパネル製造方法およびサンドイッチパネル製造設備
【課題】サンドイッチパネルの厚みを確実に制御し、不良品率の低減が可能なサンドイッチパネル製造方法を提供する。
【解決手段】帯状のサンドイッチパネルPの製造方法であって、下面材供給装置2Lから供給された帯状の下面材1L上に発泡原液組成物Aをミキシングヘッド7から供給する工程と、上面材供給装置2Uからニップローラ8を介して上面材1Uを供給する工程と、発泡原液組成物Aの発泡処理を第1成型ロール11および第2成型ロール12で押えながら行う工程と、この発泡処理の工程の初期、中期、および後期においてサンドイッチ状構造体Bの厚みを厚みセンサー13により検出する工程と、サンドイッチパネルPの最終的な厚みが一定となるように、初期の厚みセンサー13aによる検出結果に基づいてニップローラ8の位置を変更する工程と、中期の厚みセンサー13bによる検出結果に基づいて第1成型ロール11の位置を変更する工程とを有する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供する。
【解決手段】少なくとも、(a)プリプレグ基材1に、刃を配置した抜き型を押し当てて複数の断続的な切込2を挿入し、短繊維群4を形成する切込挿入工程、(b)前記工程と同時または連続して、前記短繊維群4を含むプリプレグ基材1を所定形状に切り抜く切抜工程、(c)前記プリプレグ基材1を複数枚積層する積層工程、(d)成形型の屈曲部8の少なくとも一部に前記短繊維群4をあてがい、前記成形型の屈曲部8に沿わせる成形工程を経て繊維強化プラスチック9を成形する、繊維強化プラスチックの製造方法。
(もっと読む)
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供する。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、ホットプレスなどの加熱・加圧によって一体成形を行うことによって前記熱防御複合材を得る。
(もっと読む)
SMC搬送装置およびSMC成形システム
【課題】SMCシートの硬さを正確にかつ迅速に把握でき、成形品の生産効率を向上させることができるSMC搬送装置およびSMC成形システムを提供する。
【解決手段】長尺のSMCシート8を送りロール1で押圧しながらプレス成形用に切断する切断装置5に搬送するSMC搬送装置であって、少なくとも一方のロールが上下方向に移動自在な上下一対のロール1a、1bで構成されてロール1a、1b間にSMCシート8を通して搬送する送りロール1と、送りロール1のロール1a、1b間を通過するSMCシート8を押圧しつつそのSMCシート8の硬さに応じて少なくとも一方のロールを上下方向に移動させるロール間距離調整手段2と、ロール1a、1b間の距離を検出するロール間距離検出手段3と、その検出結果を出力する出力手段4とを有する。
(もっと読む)
熱プレス装置および電子装置の製造方法
【課題】半硬化のシート状の熱硬化型樹脂中に埋設する回路部品の破損、および回路部品間の電気的な接続不良などの不具合発生をなくすことを目的とする。
【解決手段】熱プレスの際に、プレス板10aの移動速度や加速度、あるいは対象物の温度等を測定することにより、熱硬化型樹脂の粘度状態を検知し、その粘度状態からプレス圧の昇圧タイミングを検出することにより、熱プレス中の熱硬化型樹脂中に埋設する回路部品の破損、および回路部品間の電気的な接続不良などの不具合発生をなくすことができる。
(もっと読む)
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。 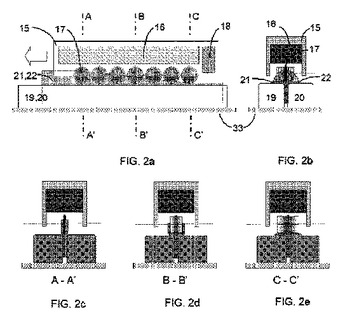 (もっと読む)
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】本発明は、FRPの外観の向上と、作業効率の向上とが図れるFRPの製造方法を目的とする。さらに、FRPの物性の安定化を図る製造方法を目的とする。
【解決手段】本発明のFRPの製造方法は、成形型を締めた際に成形型の内部を気密に保つ構造を有する成形型を用い、実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸してなる繊維強化複合材料を圧縮成形する、繊維強化複合材料成形品の製造方法であって、前記熱硬化性樹脂組成物の圧縮成形の際の最高到達温度まで昇温する間の粘度変化における最小値が、2〜20Pa・sとなるように前記繊維強化複合材料を処理する前処理工程と、前記熱硬化性樹脂組成物の硬化温度以上に、前記成形型を調温する調温工程と、前記繊維強化複合材料を成形型内に満たし、圧縮成形する成形工程とを有することよりなる。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】樹脂の計量や予備成形に要する時間が装置のサイクルタイムに与える影響を低減する。
【解決手段】平面的に異なる位置に複数配列された半導体チップ152を1つのキャビティ106内に配置して、該キャビティ106内に予備成形樹脂を供給した上で圧縮成形する樹脂封止方法であって、平面的に組み合わせることで予備成形樹脂とするための樹脂個片160の集合162であって、少なくとも2種類以上の容量が揃えられた樹脂個片160の集合162を予め準備する工程と、該準備された樹脂個片160の集合162の中から、所定の情報に従って特定の樹脂個片群164を選択的に抽出して平面的に組み合わせ、仮置きする工程と、該仮置きした樹脂個片群164をその組み合わせ関係を保ったままでキャビティ106に供給する。
(もっと読む)
プレス成形用プリプレグ及び成形品の製造方法
【課題】常温時における取り扱い性に優れ、かつTg及び硬化速度を低下させすぎることなく高温高圧成形時における樹脂の過剰な流動を抑え、外観不良、性能不良を抑えた硬化樹脂に濁りが無く、外観の良い成形品を得ることができ、また金型の不良を抑制できるプレス成形用プリプレグ、並びに該プレス成形用プリプレグを用いた成形品の製造方法。
【解決手段】エポキシ樹脂(X)と、質量平均分子量50,000〜80,000のフェノキシ樹脂(Y)と、エポキシ硬化剤(Z)とを含み、100〜150℃における最低粘度が2〜20Pa・sであり、30℃における粘度が10,000〜100,000Pa・sの樹脂組成物が、繊維補強材に含浸されたプレス成形用プリプレグ。また、該プレス成形用プリプレグを用いた成形品の製造方法。
(もっと読む)
繊維強化プラスチックのプレス成形法
【課題】生産性良好に大量生産可能で、かつ、強度的にも優れたFRP成形品を成形することができる新規なFRPのプレス成形法を提供すること。
【解決手段】雄雌型12、14からなる成形型(附形型)を用いて行う繊維強化プラスチック(FRP)のプレス成形法。当該プレス成形法は、1)複数枚積層された所定大きさの積層プリプレグ30を、予備加熱された成形型12、14の雄型14にセットする第一工程、2)前記成形型12、14を型閉完了前から型内を排気しながら型閉して、気泡を余剰樹脂とともに追い出し附形する第二工程、及び、3)成形型12、14を硬化温度まで昇温させて、所定時間保持して硬化完了後、離型する第三工程、からなる。
(もっと読む)
繊維強化プラスチックの製造方法及びその加熱処理装置
【課題】長大の繊維強化プラスチック成形品に対して加熱硬化処理を可能とする繊維強化プラスチックの製造方法及びその装置を提供する。
【解決手段】繊維強化プラスチック成形品16が帯状品であり、該繊維強化プラスチック成形品全幅に亘る加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する熱硬化型の繊維強化プラスチックの製造方法に係り、又該繊維強化プラスチックに常温硬化樹脂が使用され、常温硬化後、加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する。
(もっと読む)
加圧成形パッド
【課題】オス型に積層した繊維強化樹脂複合材の積層体の外側に被せて用いられる加圧成形パッドの加圧成形時に必要な弾性特性を損なわず、着脱や成形使用の繰返しにおいて変形の激しい部分の損傷を防止する。
【解決手段】本発明の加圧成形パッドは、オス型治具4の頂部bに跨って被せられるゴム製の加圧成形パッド15であって、表面のうち、頂部の曲率の大きい一端部に合わせられる部分の外表面のみに、目の空いた織物14が接着され、織物が接着される表面以外の表面にゴム材が露出するとともに内部がゴム材のみで構成されてなる。織物は、構成糸14a1本の太さ以上の間隔に目の空いたものとする。本パッドは、頂部の曲率の大きい一端から他端側に移るに従って当該頂部の曲率が小さくなるオス型の形状に倣って曲率が変化する形状を有し、前期一端相当位置から他端側に移るに従って織物の構成糸が太く、織物の目が粗くなっている。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法
【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
成形品及び浴槽並びに成形方法
【課題】圧縮成形しても連続繊維による補強作用を発揮することができるようにすること。
【解決手段】底面部11の裏面側に設けられた第1及び第2の補強層13,14と、それ以外の部分を形成する形成層15とを備えて浴槽10が構成される。第1及び第2の補強層13,14は、連続繊維13A,14Aに樹脂材料を含浸した第1及び第2の補強用マット18,19によりそれぞれ形成される。形成層15は、連続繊維を含まない樹脂材料からなる成形材料20により形成される。成形材料20より大きい平面サイズに第1の補強用マット18を形成し、第1の補強用マット18より小さい平面サイズに第2の補強用マット19を形成する。そして、成形型21内において、成形材料20と第1の補強用マット18との間に第2の補強用マット19を配置した後、それらを同時に圧縮して成形する。
(もっと読む)
積層体の製造方法
【課題】 本発明の課題は、金属層/ポリイミド系樹脂層/金属層の構成物を効率良く製造する方法を提供することにある。
【解決手段】ポリイミド系樹脂層の片面に金属層を有する積層体を用い、ポリイミド系樹脂層同士を重ね合わせて熱圧着することにより、ポリイミド系樹脂層の両面に金属層が直接積層された積層体を製造する方法において、熱圧着する以前に、過熱水蒸気を用いてポリイミド系樹脂層を加熱熱処理する工程を含むことを特徴とする。
(もっと読む)
カップホルダ付アームレストの製造方法および一体発泡成形装置
【課題】 金型内にフレームやカップホルダをセットしやすく、均質なパッド体を成形し易くしたカップホルダ付アームレストの製造方法を提供することを目的とする。
【解決手段】 カップホルダ付アームレストの製造方法は、表皮体2を、金型7の、平置きされた下型9に対し、カップホルダ3の開口3aを下にしてセットするので、平置きされた下型9にフレーム4及びカップホルダ3を平置きする感覚でセットできる。金型7をハンドリングロボットRにより天地反転させ、かつ注入口6aを上方に向けて金型7を傾斜保持して、この金型7の傾斜状態で、発泡液を注入口6aから注入することにより、金型7内で発泡液は上から下に向けて斜めに流動するので、カップホルダ3の底面を伝ってカップホルダ3の底面と表皮体2との隙間Sから奥側に円滑に流れ込ませることができ、発泡液の充填バランスが良くなり、空気溜まりもできにくい。
(もっと読む)
多孔質シートおよびその製造方法、並びに断熱シート
【課題】静電気の発生を抑制でき、且つ、十分な断熱性を備えた、断熱材に使用可能なシート材を提供する。
【解決手段】(I)ポリテトラフルオロエチレンとカーボン粒子とを含むシート状成形体を複数準備する工程と、(II)複数の前記シート状成形体を重ね合わせて圧延する工程と、を含む多孔質シートの製造方法。工程(I)と工程(II)とが交互に繰り返されてもよい。また、シート状成形体として、例えば、ポリテトラフルオロエチレンとカーボン粒子とを含む混合物をシート状に成形した母シートを用いることもできるし、母シートを複数重ね合わせて圧延することによって得られる積層シートを用いることもできる。
(もっと読む)
繊維強化樹脂構造体の製造方法
【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
161 - 180 / 381
[ Back to top ]