
Fターム[4F204AD08]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | シート状 (821)
Fターム[4F204AD08]の下位に属するFターム
ラベル、絵付け材 (21)
転写シート (17)
塗膜(←ゲルコート材) (54)
Fターム[4F204AD08]に分類される特許
721 - 729 / 729
偏光製品および偏光製品を得る方法
ポリビニルアルコールフィルムを用いて偏光製品を作成するために適したプロセスおよびこれらのプロセスによって製造される製品を開示する。 (もっと読む)
人工関節の製造方法
本出願は、少なくとも一部分がポリエチレンからなる少なくとも一つの負荷表面を有する人工関節の製造方法であって、延伸ゲル紡糸ポリエチレン繊維からなる織布の一層以上を、圧力少なくとも0.05MPaおよび温度120〜165℃で、かつ一般的な温度および圧力におけるポリエチレンの結晶融点未満で、マトリックス材の存在なしに、プラグを用いて中空型部分の所望形状に圧縮する工程を含み、少なくとも、負荷表面上にある層中の織布は、力価1000デニール以下を有する繊維少なくとも90質量%を含む方法、およびしわなし表面を有する人工関節に関する。 (もっと読む)
改良構造用サンドイッチ板

【課題】 銃弾及び/又は爆風耐性を改善するため、少なくとも1つの中間層を有する構造用サンドイッチ板を提供する。
【解決手段】この中間層は中実又は有孔金属プレート、金属メッシュ、硬質セラミック又は高張力繊維であってもよい。この中間層は波形のものであってもよい。
(もっと読む)
複合素子の製造方法
【課題】新規複合素子、および複合素子の改善された製造方法を提供する。
【解決手段】(i)2〜20mmの金属、プラスチック又は木材、(ii)10〜300mmのポリイソシアネート重付加物、及び(iii)2〜20mmの金属、プラスチック又は木材、を含む層構造を有する複合素子であって、層(ii)が予め成形されたポリイソシアネート重付加物(x)を含み、該ポリイソシアネート重付加物(x)が、ポリイソシアネート重付加物(xx)により層(i)及び(iii)に粘着結合し、ポリイソシアネート重付加物(x)が容量4〜1000cm3の多部分から構成される複合素子が得られた。
(もっと読む)
自動車内装用の複合トリム部品の製造方法
【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
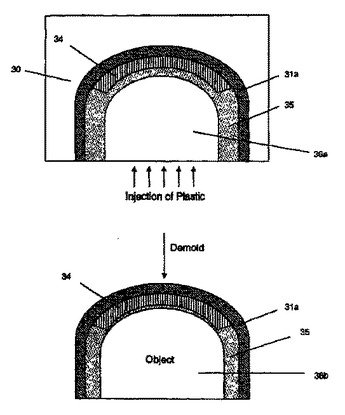
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
ポリマー製品の製造方法
ポリマー製品を製造するため方法であって、次の各工程:(a) 連続層、すなわち(i)配向化ポリマー材料のストランドで構成された第1の層;(ii)ポリマー材料の第2の層;(iii)配向化ポリマー材料のストランドで構成された第3の層;を有する合着層であって、該第2の層が、該第1および第3の層のピーク融解温度よりも低いピーク融解温度を持つ合着層を形成すること;(b) 該第1の層の一部分を融解させ、該第2の層を完全に融解させ、且つ第3の層の一部分を融解させ、そして、該合着層を圧着させるのに十分な時間、温度および圧力の条件に該合着層を供すること;および(c) 該圧着化合着層を冷却すること;を含む方法。得られる製品は、該第2の層を使用しない製品よりも低い圧着温度で作ることができるが、良好な機械的特性を有するので、より制御性のある製造方法をもたらす。 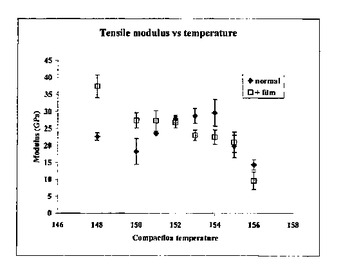 (もっと読む)
(もっと読む)
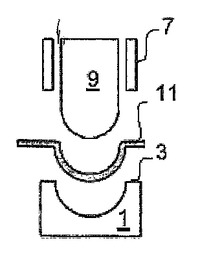
光学部品での使用のためのウェハー形成方法及びそのようなウェハーを組み込んだ光学部品
光学部品での用途のための、複雑な湾曲した形状にウェハーを形成するための、改善された方法が開示される。この方法は、ウェハーを対応する形状に形成するために、ウェハーを移動させて予め定められた非円筒、非球状の湾曲した形状を有するモールド面に接触させるステップを含んでいる。この移動のステップは、追加の形成ステップを必要とすることなく、それ自体で充分ウェハーを所望の非円筒、非球状の湾曲した形状に形成する。  (もっと読む)
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
721 - 729 / 729
[ Back to top ]