
Fターム[4F204AD10]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | シート状 (821) | 転写シート (17)
Fターム[4F204AD10]に分類される特許
1 - 17 / 17
樹脂成形品の製造方法
【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
積層体の製造方法

【課題】反りが少なく、透明性、樹脂基材と機能性層との密着性に優れ、また機能層によりそれぞれ優れた性能が得られ、さらに光学歪が少なく、表面欠陥が少なく外観に優れた積層体を製造する。
【解決手段】機能性層付き転写フィルムの前記機能性層が形成されていない面を型へ貼り合わせる第1の工程、前記フィルムが貼り合わされた型と他の型を、前記フィルム側が内側に位置するように向かい合わせて鋳型を作製する第2の工程、前記鋳型に樹脂原料を注入し注型重合を行う第3の工程、重合終了後、該重合により形成された樹脂基材上に、前記フィルムが積層された樹脂積層体を鋳型から剥離する第4の工程、及び、その後機能性層を樹脂基材側に残してフィルムを剥離する第5の工程、を含む積層体の製造方法。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】粉粒体状樹脂を予め熱の伝わりやすい形態に仮成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、離型フィルム116上で粉粒体状樹脂102を軟化させて半融着樹脂104とするホットプレート128と、粉粒体状樹脂102の反離型フィルム側の表面に接触せずに空隙を設けた状態で、半融着樹脂104を加圧・収縮させて予備的融着樹脂106を仮成形するエア吐出機構130と、を備え、離型フィルム116と共に予備的融着樹脂106が金型160に投入され、離型フィルム116が樹脂封止の際にも兼用される。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102が搭載される離型フィルム116と、離型フィルム116を保持する吸着機構132と、吸着機構132を離型フィルムと一緒に搬送して金型160に離型フィルム116を配置させる搬送ハンド130と、搬送ハンド130に設けられると共に、搬送ハンド130の搬送経路において搬送中の離型フィルム116に搭載された粉粒体状樹脂102(予備的融着樹脂106)に対して熱を付与可能な赤外線ヒータ134と、を備える。
(もっと読む)
積層体及び積層体の製造方法
【課題】耐熱性、低熱収縮、光学特性、低反り性、密着性に優れた機能性層が被覆され、重合硬化時間の短い樹脂積層体の製造方法を提供する。
【解決手段】活性エネルギー線重合性液体を鋳型に供給する第一の工程、供給された重合性液体上に、活性エネルギー線透過性フィルムの片面に剥離可能な機能性層が形成された機能性転写フィルムの機能性層側が接するようにして該フィルムを被せる第二の工程、該フィルムの上から活性エネルギー線を照射して重合性液体を硬化させ樹脂基材とする第三の工程、機能性層と樹脂基材とが一体化した樹脂積層体を鋳型と前記フィルムから剥離する第四の工程を含む樹脂積層体の製造方法。
(もっと読む)
粘着性ゴムシート
【課題】黒鉛化された熱盤に対しても容易に取付けが可能な緩衝シートとその製造方法を提供する。
【解決手段】緩衝シート1を、厚肉スポンジゴムからなるクッション層2と、このクッション層の片面に接着一体化した薄肉ソリッドゴムからなるプレス機の熱盤への取付層4とで構成する。取付層4は熱盤との当接面が転写フィルムの光沢面の転写によって粘着力が付与され、この粘着力により熱盤に固着可能である。緩衝シート1は、液晶セル組立工程においてプレス機熱盤とガラス基板との間にクッション材1として介在させる。
(もっと読む)
人造大理石模様の樹脂成形品の製造方法
【課題】大理石等の模様を安定して形成できるとともに、一定の品質の人造大理石模様の注型樹脂成形品を低コストで製造する方法を提供する。
【解決手段】注型金型内に着色熱可塑性樹脂フィルム1を配設し、該着色熱可塑性樹脂フィルム1の表側と裏側とに熱硬化性樹脂2、3を注入加熱するとともに、この熱硬化性樹脂2、3の硬化反応による反応熱と外部からの加熱とにより着色熱可塑性樹脂フィルム1を軟化変形させ、しかる後、熱硬化性樹脂2、3を硬化させてなる人造大理石模様の樹脂成形品の製造方法。
(もっと読む)
成型体の製造方法
【課題】成型体の表面に形成される絵柄模様をその深部にまで進入させて絵柄模様の長寿命化を図る。また、色の組み合わせ、デザイン性が広い成型体を提供し、更に、成型体の表層にのみ難燃性や撥水性等の機能を効率的に付与する。
【解決手段】有機系の重合性成分(A)を含む未硬化の原料を調製し、これを硬化させる成型体の製造方法であって、この原料の表面に被転写物(C)を接触させた状態で原料に振動を与えて、被転写物(C)を原料に転写した後、重合性成分(A)を重合させて原料を硬化させる成型体の製造方法。または、有機系の重合性成分(A)の代わりに、有機系の重合性成分(A)と無機充填材(B)を含む未硬化の混合原料を使用する。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法
【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
金型離型用シートおよびそれを用いた金型離型処理方法
【課題】成形条件等の悪化や作業環境等の悪化を招くことなく、洗浄後の金型面に対する離型剤の付与を均一、かつ容易に行なうことのできる金型離型用シートを提供する。
【解決手段】加熱成形用金型に離型剤を塗布するための金型離型用シート10である。そして、上記金型離型用シートは、未加硫ゴム生地を母材とし、これに滴点が120〜150℃の範囲内にある離型剤を含有したシート成形材料を用いて形成されている。さらに、金型洗浄剤を含有させ、複数の直線状の切れ込みを有する金型離型用シート10である。
(もっと読む)
繊維製品の成型方法
【課題】本発明は、いずれの模様及び色彩を形成することができる繊維製品の成型方法を提供する。
【解決手段】本発明に係る繊維製品の成型方法は、上表面に転写層が形成されている薄膜を提供するステップと、複数層の繊維を交差配列させながら積み重ねるステップと、交差配列させながら積み重ねた繊維及び薄膜を熱圧金型内に置いて、且つ前記薄膜を前記繊維層の表面に貼り付かせるステップと、熱圧成型するステップと、冷却してから型開けることにより薄膜の転写層を繊維製品の表面に附着させるステップと、を備える。本発明に係る繊維製品の成型方法は、転写層が設けられた薄膜を繊維に貼り合わせて、前記転写層を前記繊維に附着させて、いずれの模様及び色彩を有する繊維製品を形成することができる。
(もっと読む)
樹脂シートとその製造方法、及び樹脂シートを設けた成形品
【課題】本発明は、既設システムバスの洗い場床の目地の凹凸パターン(A)や微細凹凸等に合わせた表面形状を形成することにより、現地での補修やリフォームの作業性を容易にするとともに、意匠性を確保した樹脂シートとその製造方法、及びこの樹脂シートを設けた成形品を提供することを目的とするものである。
【解決手段】本発明は、模様層と熱硬化性樹脂を含浸させた繊維層とを有する樹脂シートであって、この樹脂シートが貼り付けられる成形品に備えられた目地の凹凸パターン(A)に対応する凹凸パターン(B)が形成された樹脂シート、この樹脂シートの製造方法、この樹脂シートを用いた成形品である。
(もっと読む)
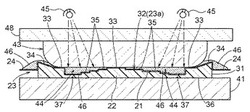
光素子の樹脂封止成形方法及び装置
【課題】LEDチップ5を樹脂封止成形して形成される製品(LED成形品17)における発光樹脂部16の天面19に、離型フィルム11に形成された所要形状の転写用パターン13を効率良く転写して光学的パターン(レンズパターン)20を形成する。
【解決手段】離型フィルム11における転写パターン13の所要範囲14をキャビティ底面15の範囲18内に収容・被覆した状態で、離型フィルム11を介してキャビティ底面部材10にて個別キャビティ8内で硬化(固化)する樹脂に所要の圧力にて加圧することにより、個別キャビティ8内で当該キャビティ8の形状に対応して成形される発光樹脂部16の平面形状の天面19(発光面)に、所要形状の転写用パターン13を転写して光学的パターン20を形成する。
(もっと読む)
模様付半硬化樹脂シートとその製造法及び模様付半硬化樹脂シートを用いた成形品
【課題】 本発明は、製作時間が短く、型への追随性が良好である模様付半硬化樹脂シート、またその製造方法、更に、この模様付半硬化樹脂シートを用いた成形品を提供することを目的とする。
【解決手段】 本発明は、クリアフィルムと、そのクリアフィルム上の模様層と、この模様層の上の織布又は不織布とを備え、上記織布又は不織布が、加熱硬化剤及び光硬化剤を添加された成形用樹脂を含浸され、半硬化とした模様付半硬化樹脂シートである。
(B)以下の工程にて製造される模様付半硬化樹脂シートの製造方法。
(もっと読む)
カラー印刷された車両用内張り
車両の室内部品を製造する方法は、昇華染料(7)によって予め印刷されている紙またはフィルム(5)を使用する。この紙またはフィルム(5)は、構造部品(2)の上に配置された通気性の表面布(3)の表面に配置されて、集合体(1)を形成する。第1の工程において、この集合体を2枚の平板の間で所与の転写時間のあいだ加圧下で加熱して、像を紙またはフィルム(5)から表面布(3)へ転写させる。ついで、紙またはフィルム(5)は表面布(3)から取り除かれる。第2の工程において、残った集合体は冷間成型具において成型され、車両の室内部品に最終的な形状および欠陥のない視覚的態様を与える。本発明の車両部品は、250〜3000Nms-3の通気抵抗を示す。  (もっと読む)
(もっと読む)
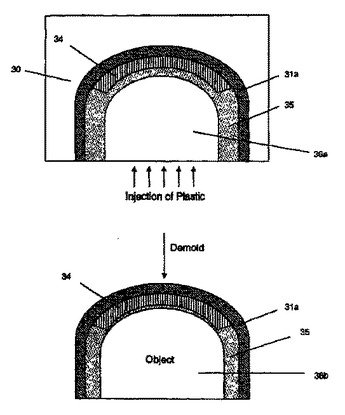
ポリウレタンフォーム製品及びその製造方法
【課題】 ポリウレタンフォームコアの表面部分又はその塗膜がフィルムにより覆われて保護され、塗膜の表面欠陥が生じにくく、離型時にはコア表面部分又は塗料が剥がれにくく、製造後には製品表面が傷付きにくく且つ汚れにくいポリウレタンフォーム製品を提供する。
【解決手段】 まず、表皮形成工程で成形型10の成形面13に透明なTPU製のフィルムF1、F2を吸着させる。次に、塗膜形成工程で、そのフィルムF2の内面にポリウレタン系の着色塗料Pを塗布して乾燥させ塗膜22を形成する。その後、コア形成工程で、前記成形面13にて形成されるキャビティにポリウレタン発泡原料Uを流し込み発泡させポリウレタンフォームコア21を成形する。
(もっと読む)
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]