
Fターム[4F204AG21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 部分(細部) (900)
Fターム[4F204AG21]の下位に属するFターム
中部、胴部 (39)
端部(上下部、頭底部、前後部) (160)
内側、内面 (22)
外側、外面(←表面) (69)
内部構造 (53)
リブ又は突起を有するもの(←凹部、孔) (217)
分岐を有するもの(←「とって」) (6)
ヒンジ部を有するもの (4)
Fターム[4F204AG21]に分類される特許
321 - 330 / 330
クッションパッドの製造方法、及びこれに用いる金型
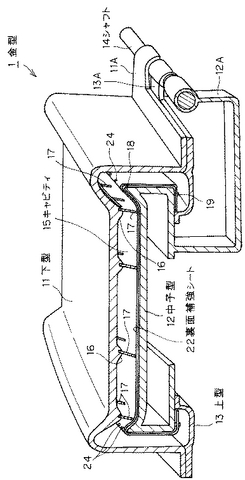
【課題】 裏面の補強シートを、下型または中子型の内壁に沿ってインサートとして配置する工程を含むクッションパッドの製造方法、及びこのための金型において、成形時に補強シートと金型内壁との間に垂れ落ち(浮き)が生じ発泡樹脂液が回り込むことによる不具合を防止できるものを提供する。
【解決手段】下型11の内壁の底面に、中子型12の内壁にまでほぼ達するシート支持ピン17を設けて、マトリクス状に配列しておく。特には、中子型12の稜線部18の内側の屈曲部にて、補強シート22を中子型12の内壁へと押し付けることで垂れ落ちを防止する。シート支持ピン17は、型開きの際の下型11と中子型12との間の回動方向に沿った方向に配し、樹脂発泡体21に引っ掻(か)きによる破れが生じるのを防止する。さらに、補強シート22には、中子型12の稜線部18に接する個所に、曲げ剛性を緩和するための抜き部24を設けておく。
(もっと読む)
シート用パッドの製造方法

【課題】シート材が有するクッション性を保持しつつ、シート用パッドに適度な剛性を与えることにより、座り心地に優れ、しかも、その製造が容易なシート用パッドを提供する。
【解決手段】軟質フォームからなるパッド本体12と、その裏面に軟質フォームの発泡成形により一体化された柔軟な裏面布14を備えるシート用パッド10であって、発泡成形前に、予め剛性を持った圧縮フェルト13を裏面布14に接合したうえで、該裏面布14をパッド本体12と一体成形することで、パッド本体12の一部と裏面布14との間に圧縮フェルト13を介在させることを特徴とする。
(もっと読む)
燃料電池セパレータの製造方法およびその製造用金型
【課題】セパレータの品質向上と生産性向上、製造コスト低減を同時に実現する燃料電池セパレータの製造方法およびその製造用金型を提供する。
【解決手段】金型10は、圧縮成形タイプであり、下金型16には、成形されるセパレータに形成されるガス通路とされる孔28に対応する位置に孔20が形成される。この孔20に挿脱可能にピン24が挿入される。粉体等の流動性を有する材料を供給する前は、ピン24を、製品を成形する箇所18から後退させて孔20の内部に収容しておき、あるいは、ピン24の先端部を、製品を成形する箇所18に突出させておく。材料26の供給を開始した後、材料26内にピン24を進入させて材料26に孔28を形成し、成形を行う。
(もっと読む)
窓枠の製造方法
航空機の外装シェルに据え付けられる窓枠、すなわち、1つ以上の外側フランジと、1つの内側フランジと、これら2つのフランジに対して直角をなしてこれら2つのフランジの間に配置された1つの垂直フランジと、を備えた窓枠の製造方法において、先ず、複数の、個々のサブストラクチャからなる半完成部材を作成する。次に、これを成形型に挿入して、その内部に圧力及び温度下で樹脂を注入する。このように連続的に作成した構成材は成形型内で硬化する。半完成部材は層構造をもち、それはウェブ材料、繊維束、あるいは繊維束とウェブ材料との組み合わせを含む。 (もっと読む)
多層ドーズ
本発明は、圧縮成型により多層物体を作製するための多層の合成樹脂製ドーズに関し、前記ドーズは、対称軸を具備し、かつ第一の合成樹脂(2)と、前記対称軸の周囲に形成される回転体の外部シェルを形成し、また対称軸に平行な方向に配置される二つの端部を具備する少なくとも一つの合成樹脂の薄い機能層(3)から成る。独創的ドーズは、機能層(3)が、第一の合成樹脂(2)中に全体的に、もしくは一つ以上の端部が前記第一の樹脂(2)中に封入されるように、封入されることを特徴とする。  (もっと読む)
(もっと読む)
手摺付天板の製造方法
従来の手摺付天板を製造するためには、天板と、手摺と、取付金具を別々に製造し、後から組み合わせる必要があるため、製造に手間がかかる。
本件発明は、上記課題に鑑みなされたものであり、簡易な構造で、作業性がよく、美観にも優れた手摺付天板の製造方法に関する。
第一の発明は、縁部に設けられた貫通穴により構成される手摺を具備した手摺付天板を、硬化樹脂を型にて硬化させて製造する方法であって、天板の縁該当部よりに貫通穴を構成するための貫通穴用型を配置する第一型配置工程と、前記貫通穴用型と天板の縁該当部との間に手摺補強用棒材を挿入するための挿入溝を構成するための挿入溝用型を配置する第二型配置工程と、硬化樹脂を流し込む第一樹脂流工程と、を有する手摺付天板の製造方法に関する。  (もっと読む)
(もっと読む)
強化要素を備えるガラスユニット
本発明は、プラスチック材料製の周囲フレームまたは周囲要素がオーバーモールドされた板ガラス要素(10)を備える、ガラス取り付けに関する。上記フレームまたは周囲要素は、板ガラス要素のための少なくとも一つの強化要素(13’、14’、15、16、17、18’、19’、19”、20)を備え、この強化要素は、オーバーモールドプラスチック材料(9)によって上記フレームまたは周囲要素に接続され、または板ガラス要素(10)の近傍で平行またはほぼ平行な方向に配置されたコア部分(11)を備える輪郭によって形成され、板ガラス要素に対して遠位側の少なくとも一つの突出部分(12)を備える。上記発明は、上記突出部が、上記板ガラス要素の方向に開いているポケットを形成していないことを特徴とする。 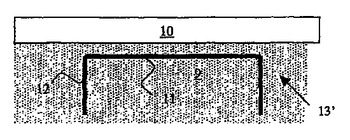 (もっと読む)
(もっと読む)
成形方法及び装置
1つの型構成要素(16)を別の型構成要素(18)と分離することにより型を開いて、上方向に開口する空隙部を設けること、を備える成形方法について開示する。該空隙部の下部分はウェル(W)形状である。成形可能な材料の充填体を空隙部に上方から供給し、それにより充填体をウェル内に落とす。型を、型構成要素(16、18)を移動させ互いに接触させることにより閉じ、それによりウェルに沿って下方向に拡張される閉鎖された成形キャビティを画定する。次にウェルの容量を、ウェルの底部と境を接するプランジャ(22)を型構成要素と相対的に移動させることにより減少させ、それにより成形可能な材料をウェルから成形キャビティに移動させ、上記成形キャビティに充填する。 (もっと読む)
合成樹脂容器用の予備成形物の圧縮成形方法及び装置
本装置は、装填材料(8)を装填した金型キャビティ(20a)内に成形パンチ(15)を加圧挿入することにより合成樹脂容器用の予備成形物(9)を圧縮成形するものであり、予備成形物(9)は、突起を備えた上方首部(91)と上方首部(91)の下方に位置する中空体(92)とを備えている。本装置は、各々予備成形物(9)の中空体(92)の外側面を形成するようにされた多数の第1型構成要素(21)を備え、各第1型構成要素(21)は、予備成形物(9)を圧縮成形するため各第1型構成要素(21)内に上記パンチ(15)を加圧挿入することにより作動される。各々上方首部(91)の外側面を形成するようにされた第1型構成要素(21)の数に等しい数の多数の第2型構成要素(22)が設けられ、第2型構成要素(22)の各々は、第1型構成要素(21)と組合わされて固定され、上記第2型構成要素(22)は、予備成形物(9)を取り出すように分離される少なくとも二つのセクター(23)に分割される。本発明の方法によれば、第2型構成要素は、金型キャビティ内に装填材料を供給する段階中、第1型構成要素と組合わされ、上記第2型構成要素は、少なくとも二つのセクターに分割されて予備成形物を取り出すように分離される。  (もっと読む)
(もっと読む)
自動車用の構成要素用の密封スカート部を有する被覆表皮部、相応する構成要素及び自動車
【課題】
【解決手段】この被覆する表皮部は、発泡材の層を被覆する面19と、発泡材を受け入れるキャビティの壁に対して発泡材が膨張するとき、発泡材により押し付けられることを目的とする密封スカート部25とを備えており、該キャビティは支持部材内に配置される。被覆面19は、周縁の輪郭部21により限界付けられ且つ、密封スカート部25によりこの輪郭部を超えて伸び、スカート部は、自由端縁35を備えている。被覆面19の周縁の輪郭部21は、少なくともその曲率半径R1が対向する位置に配置された自由端縁35の部分39の曲率半径R2よりも小さい部分31を備えている。
用途は、例えば、自動車の計器盤である。  (もっと読む)
(もっと読む)
321 - 330 / 330
[ Back to top ]