
Fターム[4F204AG21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 部分(細部) (900)
Fターム[4F204AG21]の下位に属するFターム
中部、胴部 (39)
端部(上下部、頭底部、前後部) (160)
内側、内面 (22)
外側、外面(←表面) (69)
内部構造 (53)
リブ又は突起を有するもの(←凹部、孔) (217)
分岐を有するもの(←「とって」) (6)
ヒンジ部を有するもの (4)
Fターム[4F204AG21]に分類される特許
121 - 140 / 330
熱可塑性樹脂板の熱変形方法

【課題】 簡便な熱可塑性樹脂板の熱変形方法を提供する。
【解決手段】 所定形状を有する吸着面または所定形状に変形しうる吸着面を備えた型部材の吸着面に、熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板の熱変形方法である。
吸着面として、発泡樹脂シートを用いれば、ことさら簡単な構成の熱可塑性樹脂板の熱変形方法とすることができる。
型部材は、その一部の表面に多数の微細孔を形成して吸着面とし、前記微細孔から別途設けられた吸引機構により空気を吸引する吸着機構を含んで構成されていてもよい。
(もっと読む)
加飾性多層共押出成形体

【課題】断面形状が特定方向において異なったり、曲線部を有したり、長尺であったりしても、低コストで簡便に製造可能で、層間剥離や白濁等の外観不良の発生が防止された、加飾性を備えた合成樹脂曲げ加工板を提供すること。
【解決手段】低発泡熱可塑性合成樹脂からなる基材層(a)および非発泡熱可塑性合成樹脂からなる加飾層(b)の少なくとも2層からなる多層共押出成形体が金型で加熱加圧成形されてなることを特徴とする合成樹脂曲げ加工板。
(もっと読む)
繊維強化樹脂製部品とその製造方法
【課題】 部品に負角部分があっても型抜きが可能な繊維強化樹脂製部品とその製造方法の提供。
【解決手段】(1)外壁11と空間部12とを有し、空間部12のうち負角となる部分13にはフォームコア15が配置されており、フォームコア15に沿って補強リブ18が形成されている繊維強化樹脂製部品10。負角部分13がなくなり、型を抜くことが可能になる。(2)繊維強化樹脂製部品10がスプリングサポートであり、補強リブ18の一端がスプリング座の中心線上にある。スプリング荷重をメンバー19に伝達できる。(3)スプリング座には、カラーナットが埋め込まれている。(4)型に第1の繊維強化樹脂製シートを貼付し、負角部分13にフォームコア15をセットし、第2の繊維強化樹脂製シートを貼付し、第1の繊維強化樹脂製シートと第2の繊維強化樹脂製シートを熱硬化させる、繊維強化樹脂製部品10の製造方法。
(もっと読む)
複合型光学素子の製造方法
【課題】基材上にエネルギー硬化型樹脂を成形して複合型光学素子を製造する方法であって、真空引きや金型コアの温度制御のための装置が不要であり、成形後の後処理が不要な方法を提供する。
【解決手段】本発明による複合型光学素子を製造する方法は、基材2上にエネルギー硬化型樹脂1を塗布し、エネルギーを与えるステップと、その後、金型によって、基材上のエネルギー硬化型樹脂を成形するステップと、を含む。1実施形態によれば、ガラス基材上にエネルギー硬化型樹脂を塗布し、エネルギーを与えるステップにおいて、エネルギーを与えた直後のエネルギー硬化型樹脂の粘度が103乃至1011パスカル・秒の粘度範囲となるようにエネルギーを与える。
(もっと読む)
車両用シートバックパッド及びその製造方法
【課題】背部にボイドを生じさせにくく、しかも、脱型作業が容易で、脱型による本体部の損傷を防止できる車両用シートバックパッド及びその製造方法を提供する。
【解決手段】車両用シートバックパッド10を、合成樹脂発泡体よりなり、背もたれ部11、肩部12及び背部13を備えた本体部14により構成する。本体部14の成形時において発泡樹脂原料の流れが滞り易い背部13の背もたれ部11側には、背部13における発泡樹脂原料の流路を狭めるための補助発泡体15を設け、その補助発泡体15を本体部14と一体成形する。
(もっと読む)
電子部品の製造方法、及び、前記電子部品を形成するための金型
【課題】 特に、部材間に設けられた機能部の部分にまで樹脂が入り込まないように出来、さらに、低圧下において、キャビティ内の空気を外部へ効率よく逃がすことができ、その結果、適切且つ容易に樹脂封止を行うことが出来、気密性の高い電子部品の製造方法、及び、前記電子部品を形成するための金型を提供することを目的としている。
【解決手段】 押圧部33にて軟化状態にある樹脂42を押圧し、この際、ベース基板12と実装基板41間の隙間Bに設けられた櫛歯状電極の領域にまで前記樹脂42が入り込まないように、前記押圧部33の樹脂42に対する押圧力を規制する。さらにキャビティ33a内の空気を効率良く外部へ逃がすために外枠部34の下面34a全域を空気逃げ部(エアベント)50とする。
(もっと読む)
運転室内装パネルおよびその成形方法
【課題】成形工程を単純化して効率よく内装パネルを成形することが可能な運転室内装パネルおよびその成形方法を提供する。
【解決手段】ダッシュボードPの成形方法では、金型11,12内へ表皮塗料15aを塗布した後、ブラケット14a等のインサート金具や強化繊維16a〜16dをセットされた金型11,12内へ半硬質ウレタン樹脂を注入する。これにより、インサート金具の適材樹脂内へのインサート成形と、その表皮部分の成形とを、1工程において同時に行うことができる。
(もっと読む)
成形方法及び成形品
【課題】流れ模様の模様層を容易に形成することができ、良好な流れ模様を安定して表出させることができるようにすること。
【解決手段】成形品10は、ベース層15と、このベース層15に積層されて流れ模様を表出する模様層16とを備えている。成形品10の成形は、先ず、材料温度25℃の条件下で粘度が100〜5000万mPa・sとなる材料に、着色材料を混練して模様層用成形材料を作製する。次いで、模様層用成形材料をシート状に延伸形成して型20の成形面21Aにセットした後、ベース層用成形材料を流し込む。その後、前記模様層用成形材料及びベース層用成形材料を略同時に硬化した後、脱型する。
(もっと読む)
表皮付成形品の成形方法およびその成形装置
【課題】バリの発生を低減可能な表皮付成形品の成形方法およびその成形装置を提供することを目的とする。
【解決手段】成形装置1には、互いに対向して配置された固定型2、可動型31、および固定型2に対して接近可能な基材カッタ44が備えられ、合成樹脂材料を含んだ基材61が加熱されて、固定型2に載置されるとともに、可動型31には表皮62が吸引された状態で、双方の成形型2、31を互いに閉型する。これにより、表皮62を基材61に圧接して互いに接合させるとともに、基材カッタ44が可動型31に押圧されて、固定型2との間で基材61を挟圧し、その端部EPを切断して形状を整えることによりドアトリム用ボード6を形成する。基材カッタ44には、樹脂シート45が取り付けられ、成形型2、31を閉型する際に、基材61の周縁部において、表皮62との間に樹脂シート45が介在する。
(もっと読む)
防水パンの製造方法
【課題】RTM成形法で防水パンを成形するに際して、防水パン固定用金具を後加工で取り付ける手間を不要として、防水パン製造作業の効率化が図れるようにした防水パンの製造方法を提供する。
【解決手段】レジン・トランスファー・モールディング(RTM)成形法で、防水パン(FRP成形品)1を成形するに際して、プリフォーム部材19の角材(補強材)22に予め取り付けたナット(防水パン固定用金具)30を、第2の樹脂層25にインサートモールドする。これにより、成形が完了した防水パン1の角材22に、ナット30を後加工で取り付ける手間が不要になり、防水パン製造作業の効率化が図れるようになる。また、ナット30を後加工で角材22に取り付ける場合と比較して、第2の樹脂層25によりナット30の取り付けがより強固に補強されるようになる。
(もっと読む)
インプリント方法およびナノ・インプリント装置
【課題】半導体ウエハやガラス基材等のワークに正確にインプリントを施すことができるインプリント方法およびナノ・インプリント装置を提供する。
【解決手段】ワークをセットする平面領域内に、気体の圧送・吸引機構に接続された通気孔が設けられたセットテーブルにワークを支持し、前記ワーク上にUV硬化樹脂を供給し、前記セットテーブルを前記ナノ・インプリント型の型面と前記ワークの表面とが離間する上位置まで上昇させて停止させた後、通気孔から前記ワークの下面に向けて送気し、ワークの中央部から周辺部に向け、ナノ・インプリント型とワークとの間に前記UV硬化樹脂を徐々に充填しながら前記ワークを前記ナノ・インプリント型に押接し、前記気体の送入圧力により前記ワークを前記ナノ・インプリント型に押接した状態で前記UV硬化樹脂にUV光を照射することにより前記UV硬化樹脂を光硬化させる。
(もっと読む)
クッションパッドの製造方法
【課題】上型に対する補強布の装着作業を簡単に行うことができて作業性にすぐれたクッションパッドの製造方法を提供する。
【解決手段】センター部と、一対のサイド部と、補強布4と、サイド部の裏側の窪み部と、表皮材側の係止具を係止させる複数の凹部とを備えたクッションパッドを製造するクッションパッドの製造方法であって、隆起部10と、複数の凸部11と、複数の永久磁石12とを備えた上型20を準備し、補強布4の複数の貫通孔13の周りの補強布部分14に磁性を備えた接着シート24を貼着し、複数の凸部11を複数の貫通孔13に各別に挿入させて、永久磁石12に接着シート24を吸着させることで、上型20に補強布4を重合固定し、キャビティに発泡樹脂原液を供給し発泡させてクッションパッドを得る。
(もっと読む)
防滑性靴底部材及び製造方法
【課題】 ガラス繊維を接地面向かって配向させたブロック防滑体を靴底本底に嵌装配設し、スパイク効果の改善を図った防滑性靴底部材及び製造方法を提供する。
【解決手段】 天然ゴムと合成ゴムを配合した未加硫ゴム生地を加熱加圧加硫した靴底部材の接地底に、ガラス繊維を混入し、かつ該ガラス繊維を断面突出状に配向したブロック防滑体を、靴底接地面での体重のかかる重心移動仮想軌跡曲線上の踏付部及び/又は踵部の領域に複数個嵌装配設した構成とする。また、成形法でも多段式金型の採用ほか、未加硫ゴムとの同時加硫でも特段の前処理を必要とせず、工業的有利に製造できる。
(もっと読む)
圧縮成形用金型および燃料電池用セパレータの製造方法
【課題】成形時における成形材料の漏れ出しを抑制でき、かつ成形品を精度よく成形できる、厚みの薄い圧縮成形用金型および燃料電池用セパレータの製造方法を提供する。
【解決手段】圧縮成形用金型10では、金型部材1は、賦形部1aを取り囲むように形成された凹部1bを有している。金型部材2は、賦形部2aを取り囲むように形成された凸部2bを有している。凹部1bは、凸部2bが嵌まり込むように構成されており、かつ凸部2bが嵌まり込んだ状態で凸部2bの両側の側面の各々に対向するような側面を有している。
(もっと読む)
角を固化する膨張式の装置および複合構造を製造するための方法
弾性材料でできた複合部品のための切子面の中空または管状の型の内部において複合材料を固化するための膨張式の圧縮工具を提供する。当該圧縮工具は、封止されたチャンバを規定する角部分によって結合される比較的平坦な壁部分を含む。当該壁部分は、各々の壁部分の中間点に向かって型の表面から離れるように湾曲しており、このため、加圧流体が圧縮工具に注入されると、工具の内面に加えられる力の成分が壁部分を通り角部分に向かって伝達される。こうして、最初の膨張中に、壁部分が複合材料に接触する前に角部分が型の角領域へと押し進められて、複合材料に対する壁部分の摩擦が発生する前に複合材料をしっかりと圧縮して当該型の角領域に押込むことにより、型の角領域への角部分の拡張が抑制される。 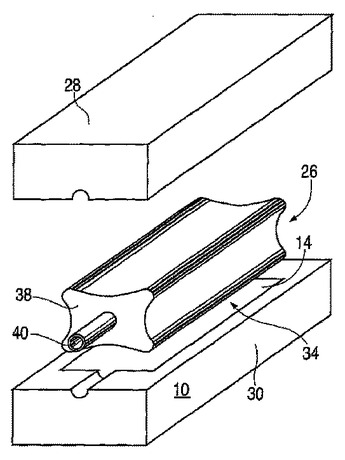 (もっと読む)
(もっと読む)
強化繊維基材積層体およびその製造方法
【課題】取り扱い性が良好で、3次元形状にも優れた賦形性を有するプリフォーム用基材を提供することを目的とする。
【解決手段】
本発明の強化繊維基材積層体は強化繊維基材が複数枚積層してなる平面状の強化繊維基材積層体であって、該強化繊維基材の積層層間の、全面にわたって接合部が分布しており、かつ、前記積層層間が、接合力が500〜1000N/m2である高接合領域と、前記高接合領域より接合部の分布する密度が低い低接合領域から形成されることを特徴とする強化繊維基材積層体に関するものである。
(もっと読む)
複合材成形体及びその製造方法
【課題】樹脂をマトリックスとした複合材部品において、ボルト締結で他の部品と接合した際に、軸力の低下を抑制することができるとともに生産性良く製造することができる複合材成形体を提供する。
【解決手段】複合材成形体11は、強化繊維12及びマトリックス樹脂からなり、一部に孔13が形成されている。孔13の周囲部分11aは、繊維体積率Vfが他の部分11bより高く形成されている。孔13の周囲部分11aは、単位体積当たりの樹脂量が減少して繊維体積率Vfが他の部分11bより高く形成されている。複合材成形体11の孔13が形成されている部分は、片面が凹部14となっている。
(もっと読む)
硬質ポリウレタンボードの製造方法
【課題】幅方向両端部を大きく切断・除去することなく、それでいて安定した両端部の寸法安定性を確保できる硬質ポリウレタンボードの製造方法を提供する。
【解決手段】走行する下面材1上に硬質ポリウレタンフォーム原液組成物を吐出すると共に、その上方から上面材2を供給し、上下面材1,2の間で吐出した硬質ポリウレタンフォーム原液組成物を発泡・硬化させて長尺状の硬質ポリウレタンボードを連続製造する。下面材1または上面材2として、芯材1aに対してその幅方向長さより長い樹脂製フィルム1bをラミネートしたラミネート面材を使用すると共に、吐出された硬質ポリウレタンフォーム原液組成物を吐出後、抑えバー6により樹脂製フィルム1bの幅方向端部を略直角方向に屈曲させることにより、吐出された硬質ポリウレタンフォーム原液組成物の幅方向の拡がりを抑える。
(もっと読む)
発泡ローラの製造方法
【課題】硬度が均一なローラを安定に製造することができる発泡ローラの製造方法を提供する。
【解決手段】金型本体21と芯体保持部材22,23とを有する成形型20に、導電性シャフト2を装着する。芯体保持部材22は樹脂注入口45及びこれに続くランナー部46とゲート47を有する。ゲート47は複数個あり、いずれもローラの端面に相当する位置に環状に設けられている。各ゲート47間の最短距離はいずれも3mmである。樹脂注入口45から注入された液状発泡樹脂原料は、ランナー部46を流れ、複数のゲート47から成形キャビティに注入されるが、各ゲート47の間隔が短いので、各ゲート47を出た液状発泡樹脂原料の先頭部分は、ただちに隣接するゲート47から注入される樹脂の先頭部分と接する。ゲート47は環状に設けられており、各ゲート47を出た液状発泡樹脂原料の先頭部分は環状に繋がり一体化する。
(もっと読む)
繊維強化樹脂板および製造方法
【課題】樹脂を効率よく、含浸、拡散し、未含浸、ボイド、ピットなどの欠点がないか、ほとんど欠点がない良好な厚物成形品の繊維強化樹脂板および製造方法を提供する。
【解決手段】繊維強化層と含浸補助層とが交互に積層一体化された繊維積層体で形成されているとともに、前記含浸補助層が樹脂の含浸を促進する基材に熱硬化性樹脂が含浸されたものであることを特徴とする繊維強化樹脂板。
(もっと読む)
121 - 140 / 330
[ Back to top ]