
Fターム[4F204AG27]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 部分(細部) (900) | 内部構造 (53)
Fターム[4F204AG27]に分類される特許
1 - 20 / 53
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく部品を成形することができる成形品の製造方法を提供する。
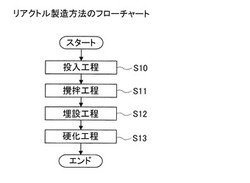
【解決手段】リアクトルの製造方法は、投入工程S10と攪拌工程S11と埋設工程S12と硬化工程S13とによって構成されている。投入工程S10はケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11はケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12はケース内において攪拌された熱硬化性樹脂及び鉄粉にケースを振動させながらコイルを押込み埋設させる工程である。そのため、低い圧力でコイル10を押込み埋設させることができる。硬化工程S13はコイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
成形品の製造方法

【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく成形品を製造できる成形品の製造方法を提供する。
【解決手段】
リアクトルの製造方法は、投入工程S10と、攪拌工程S11と、埋設工程S12と、硬化工程S13とによって構成されている。投入工程S10は、ケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11は、ケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12は、ケース内において攪拌された熱硬化性樹脂及び鉄粉にコイルを押込み埋設させる工程である。硬化工程S13は、コイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法
【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
中空構造体の形成方法
【課題】発泡性材料の流動を規制する仕切部を形成することの容易な中空構造体の形成方法を提供する。
【解決手段】中空構造体は、中空構造の中空部に発泡体を充填して用いられる。発泡体は、中空部において発泡性材料を硬化させることで形成される。中空構造体は、中空部を仕切る仕切部を有している。仕切部は、中空部において発泡性材料の流動を規制する。中空構造体の形成方法では、第1仕切部12を一体成形してなる第1構成部材11と、第2仕切部22を一体成形してなる第2構成部材21とを組み付けることで中空構造を形成する。このとき、第1仕切部12と第2仕切部22とを面接触させることで仕切部を形成する。
(もっと読む)
成形体の構造制御方法
【課題】光重合性組成物からなる薄板状のマトリックスと、該マトリックス中に配設され該マトリックスと屈折率が異なる複数の柱状構造体とを備えた成形体において、複数の柱状構造体の配列ピッチが制御された成形体を容易且つ簡便な方法で提供する。
【解決手段】光重合性組成物10を薄板状に配置し、該光重合性組成物10に平行光22を照射することにより該光重合性組成物10を重合する成形体の製造方法において、(a)光重合性組成物10に含まれる多官能モノマーの分子量、(b)光重合性組成物10に含まれる開始剤の種類、及び(c)光重合に用いる光の波長、の少なくとも一つを変更することにより、柱状構造体の配列ピッチを制御する。
(もっと読む)
成形体の製造方法
【課題】薄く、かつ散乱強度が高い、光制御フィルムとして利用可能な成形体を幅広い材料から製造することができる成形体の製造方法の提供すること。
【解決手段】本発明の成形体の製造方法は、薄板状の透明なマトリックス2と、マトリックス中に配置された複数の透明な部分4とを備えた成形体の製造方法であって、薄板状のマトリックスとマトリックス中に分散されマトリックスと組成または密度の異なる複数の部分とを備えた前駆体24に、重合性組成物26を含浸させるステップと、重合性組成物を重合させるステップと、を備えている。
(もっと読む)
両面意匠性を持った積層板
【課題】両面意匠性を持った積層板を提供する。
【解決手段】熱可塑性樹脂製の板材からなる表基材21と、この表基材21と端部21a、22a同士が溶着される熱可塑性樹脂製の板材からなる裏基材22と、これらの表基材21と裏基材22との間に介在される熱可塑性発泡体からなる嵩上げ架橋材24と、この嵩上げ架橋材24とともに前記表基材21と裏基材22との間に設けられて剛性を高める補強部材25とからなる。
(もっと読む)
注型品およびその製造方法
【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
(もっと読む)
光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板
【課題】繊維強化複合材積層板の成形時だけでなく成形完了後の実際の使用時における光ファイバの折損を確実に防止することができ、繊維強化複合材積層板の荷重履歴を正確にモニタリングし得る光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板を提供する。
【解決手段】プリプレグを積層しつつ内部に光ファイバを埋め込み(埋込工程A)、弾性樹脂製枠部材によりプリプレグの外周端部を整合させ、切欠部に光ファイバの取出部が収まって保護されるよう光ファイバを弾性樹脂製枠部材に支持せしめ(整合保護工程B)、プリプレグを定盤の上に載置し、その周囲をシール材で取り囲み、バッグフィルムを覆い被せ真空引きし(吸引工程C)、プリプレグを加熱・加圧成形して積層板とし(成形工程D)、弾性樹脂製枠部材の光ファイバを支持する部分を少なくとも端部保護材として残すよう切除する(切除工程E)。
(もっと読む)
積層板及びその製造方法
【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
回路装置の製造方法および樹脂封止装置
【課題】複数個の樹脂シートを一括してモールド金型に配置することを可能とする回路装置の製造方法およびそれに用いられる樹脂封止装置を提供する。
【解決手段】輸送装置36は、支持部41と、支持部41から両側方に伸びるアーム37と、アーム37の下端に設けられた吸着部38と、支持部41の上部に配置された筒状の収納部31とを備えている。輸送装置36は、載置台39に載置された複数の樹脂シート10を、モールド金型の所定位置に輸送する機能を備えている。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
フィルム付き衝撃吸収材およびその製造方法
【課題】部位によって衝撃吸収性能が可変であり、かつ複雑な表面形状の形成が可能で製造精度の高い衝撃吸収材およびその製造方法を提供することを課題とする。
【解決手段】フィルム付き衝撃吸収材30は、衝撃吸収材32の表面に樹脂フィルム34が一部インサートされる形で一体的に配置され、露出部分32Aと被覆部分32Bとを備えた構造とされている。フィルム付き衝撃吸収材30に衝撃が加えられた際には露出部分32Aと被覆部分32Bとでは異なる衝撃吸収性能を示し、1個のフィルム付き衝撃吸収材30で、露出部分32Aと被覆部分32Bとによって衝撃吸収性能の異なる衝撃吸収材とすることができる。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
繊維強化プラスチック製電子機器筐体の製造方法
【課題】電波遮断性を維持したまま無線通信性能を劣化させず、特に意匠性に優れた電子機器筐体の製造方法を提供する。
【解決手段】次に示す成形材料基材(A)と成形材料基材(B)とを、成形材料基材(B)が厚み方向に挿通するように配置して板状の成形前駆体を形成し、その成形前駆体を、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも高い温度に加熱し、その後、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも低い温度でプレス成形して繊維強化プラスチック成形体を形成することを特徴とする繊維強化プラスチック製電子機器筐体の製造方法。
成形材料基材(A):強化繊維として導電性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
成形材料基材(B):強化繊維として絶縁性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
1 - 20 / 53
[ Back to top ]