
Fターム[4F204AG22]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 部分(細部) (900) | 中部、胴部 (39)
Fターム[4F204AG22]に分類される特許
1 - 20 / 39
眼鏡用偏光プラスチックレンズの製造方法
【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、偏光フィルム14の外周部を折り曲げて偏光フィルム14の外周の側面を形成する工程と、第1のレンズ用モールド16及び偏光フィルム14の側面の周囲を包囲して第1のレンズ用モールド16と偏光フィルム14とを保持する第1の間隔保持用部材46によって、偏光フィルム14を第1のレンズ用モールド16に固定する工程と、第1及び第2のレンズ用モールド16,18及び第1の間隔保持用部材46と第2のレンズ用モールド18との周囲を包囲して、第1の間隔保持用部材46と第2のレンズ用モールド18とを保持する第2の間隔保持用部材47によって、偏光フィルム14の両側に外界と区画されるキャビティーを形成する工程と、を含む。
(もっと読む)
眼鏡用偏光プラスチックレンズの製造方法

【課題】モールド組立ての柔軟性を確保し、偏光フィルムの成形精度に依存しない高品質な眼鏡用偏光プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用偏光プラスチックレンズの製造方法は、第1のレンズ用モールド16の内面の周縁部と偏光フィルム14の周縁部との少なくともどちらか一方に可塑性のある部材20を盛り上げるように設ける工程と、部材20を第1のレンズ用モールド16の内面と偏光フィルム14とに当接させて第1のレンズ用モールド16の内面と偏光フィルム14との間を一所定の間隔を空けた状態で部材20を固化させて、偏光フィルム14を第1のレンズ用モールド16の内面に固定する工程と、を含む。
(もっと読む)
ウエザーストリップ
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
繊維強化複合成形体及びその製造方法
【課題】強度、剛性が向上した繊維強化複合成形体を得る。
【解決手段】この発明の繊維強化複合成形体は、第1の成形体曲面2a、第2の成形体曲面2b、第1の成形体曲面2aと第2の成形体曲面2bとを連結する連結線部3、第1の成形体曲面2aの連結線部3と対向する部位である第1の成形体辺部4a及び第2の成形体曲面2bの連結線部3と対向する部位である第2の成形体辺部4bを有しており、繊維強化複合成形体の基材である強化繊維クロスは、連結線部3を介して連続的に設けられている。
(もっと読む)
マグネシウム合金部材およびその製造方法
【課題】樹脂部材を備えるマグネシウム合金部材、およびその製造方法を提供する。
【解決手段】Alを5.8〜10質量%含有するマグネシウム合金の圧延板2であり、その一方の面2Aから他方の面2Bに貫通する貫通孔2Hを有する圧延板2と、圧延板2における一方の面2Aの一部から貫通孔2Hを経て他方の面2Bの一部に至ることで圧延板2に機械的に係合する樹脂部材3と、を備えるマグネシウム合金部材1である。このマグネシウム合金部材1は、インサート成形により製造することができる。本発明のマグネシウム合金部材1によれば、樹脂部材3が圧延板2に確りと固定されて外れることがない。
(もっと読む)
樹脂成形品
【課題】熱硬化性樹脂材のシートモールディングコンパウンド(SMC)を用いた成形品の厚肉部の、SMCの硬化時の硬化収縮や、硬化反応による発熱とその後の冷却による発熱とその後の冷却による熱収縮によって発生する内部クラックやヒケ、変形を抑制する。
【解決手段】成形品20の薄肉部位22にはSMCまたはLSMCのいずれかの成形部22aが、15mm以上の厚肉部位21の中央部にはBMC成形部21bを設けるとともに、BMC成形部21bを囲んでSMCまたはLSMCのいずれかの成形部21aを設ける。
(もっと読む)
シートの圧縮成形用金型及びシートの製造方法
【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
プラスチック製眼鏡フロント枠の製造方法
【課題】 簡素な工程で製造時間を飛躍的に短縮でき、かつ、肉厚の補強部位を作出するができて材料歩留りにも優れ、しかも、褶曲模様を作出して装飾性を醸し出すこともできるプラスチック眼鏡フロントの製造方法を提供すること。
【解決手段】 サイド湾曲し帯熱状態のフロント基板Fを、仮枠プレス金型M2上に移送載置して挟圧プレスすることによって、曲面部を有する仮枠形状を成形し、冷却硬化せしめた後、リム部2の上下それぞれに余肉部21を成形しつゝ表層を切削除去し、この仮枠プレスおよび切削加工したフロント基板Fを再び加熱して表層を軟化させ、このフロント基板Fを仕上げプレス金型M3上に移送載置して挟圧プレスするとき、キャビティ内において前記リム部2の余肉部21の表層樹脂をブリッジ部1およびサイド部3方向にそれぞれ肉移動させて、厚肉部Tを成形して表面形状を整形するとともに、この表層を仕上げ切削加工する。
(もっと読む)
湾曲形状強化繊維基材、およびそれを用いた積層体、プリフォーム、繊維強化樹脂複合材料とそれらの製造方法
【課題】長手方向に沿って湾曲し湾曲形状に沿って強化繊維が望ましい形態で配向された強化繊維基材、それを少なくとも1層積層した湾曲形状強化繊維積層体とそれを効率よく短時間で作製可能な方法、および、その積層体を用いたプリフォームとその効率の良い賦形方法、そのプリフォームを用いた長尺の湾曲形状繊維強化複合材料とその製造方法を提供する。
【解決手段】平面形状が湾曲形状であり、複数の強化繊維糸条が湾曲形状の周方向に沿う方向に並行に配列されており、該周方向の一方向に配列されている複数の強化繊維糸条と交差する方向によこ糸の補助糸条が配列されていることを特徴とする湾曲形状強化繊維基材、該基材を用いた湾曲形状強化繊維積層体、プリフォーム、強化複合材料とそれらの製造方法。
(もっと読む)
樹脂成形体の製造方法及び樹脂成形体
【課題】樹脂成形体におけるクリープの抑制を目的とする。
【解決手段】樹脂成形体1は、熱硬化性樹脂であるエポキシ樹脂をマトリックスにし、炭素繊維からなる強化繊維を含有した繊維強化複合材で成形されている。容器2内部は、加熱装置により所定温度に加熱されている。樹脂成形体1は、容器2内に備えられた支持台3の上に固定される。支持台3上の樹脂成形体1に対して、加圧装置4が下降し、樹脂成形体1を圧縮することで、樹脂成形体1に圧力が加えられる。加圧状態が所定時間保持された後、加圧装置4が樹脂成形体1から離れ、加圧が終了する。加圧された樹脂成形体1は加圧により形成された変形部5を有する。加圧後の樹脂成形体1の変形部5は、変形しており、締結後のクリープを抑制する。
(もっと読む)
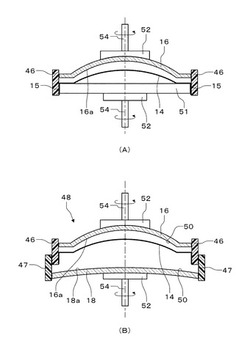
折曲成形装置
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
圧縮成形型及び成形プロセス
【課題】ゴルフグリップ等のグリップの圧縮成形プロセスにおいて、完成品の色及び/又は材料組成を明確に分割する。
【解決手段】本発明の改善された圧縮成形プロセスは、圧縮成形型20の上型部22と下型部24との間に配置される分割プレート26を使用して、複数のエラストマー材料の明確に分割してグリップを成形する。上型部22及び下型部24の少なくとも一方に任意的に取付けられたコンパウンド保持プレート25が完成したグリップに明確な色分けを形成する。任意的なコンパウンド保持プレート25は、グリップの分割線に形成される少なくとも1つの溝を設け、この溝が塗料で塞がれて全体で二色を呈する。
(もっと読む)
軟質プラスチック・パイプ材による緩衝体用の球形体の連続的な形成方法。
【課題】軟質プラスチック・パイプ材を使用して球形体を形成し、しかも球形体の形成頭初から一定の上昇内部空気圧を封じ込めた一定形状の緩衝体用の球形体を連続的に形成しようとするものである。
【解決手段】軟質プラスチック・パイプ材の一定長さごとにパイプ材を閉塞してパイプ材に密封空間部を形成し、その密封空間パイプ部の閉塞部からのある長さ部分ごとに平行加圧を加えて加圧部内の密封空気を残余の密封空間パイプ部内に移動させて残余密封空間パイプ部内の空気圧が上昇して膨張した膨張パイプ部を設け、更にその膨張パイプ部の中間位置で挟み圧縮と電熱接着とを行って一定球形体形状で一定内部空気圧を有する緩衝体用の球形体が連続的に形成されるようにしたものである。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20から第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
繊維強化樹脂構造体の製造方法、及び繊維強化樹脂構造体
【課題】コア材の周囲にボイドの無い状態で繊維強化樹脂層を形成することができ、複雑な最終形状にも追従できる繊維強化樹脂構造体の製造方法を提供する。
【解決手段】繊維強化樹脂構造体の製造方法は、膨張性を有した中空体11の周囲にコア材12を配置する工程と、配置されたコア材12の周囲に未硬化の樹脂15aと強化繊維15bとを有するプリプレグ15を積層して被覆する工程と、プリプレグ15が積層、被覆されたコア材12を成形型1のキャビティ4内に配置し、成形型1のキャビティ4内において中空体11を膨張させて、成形型1とコア材12の間において未硬化の樹脂15a及び強化繊維15bを加圧する工程と、加圧された未硬化の樹脂及び強化繊維を加熱して硬化させコア材12の周囲に繊維強化樹脂層16を成形する工程とを、少なくとも含む。
(もっと読む)
加熱部材、定着装置、画像形成装置及び加熱部材の製造方法
【課題】高い耐久性、高い熱伝導性を備えつつ、さらにフィラー部分へのトナーの固着をも防止した加熱部材、定着装置、画像形成装置を提供する。
【解決手段】加熱源を備え、記録紙上に担持されるトナー像を加熱してトナー像を記録紙上に定着させるための加熱部材13において、シリコーンゴム17を備え、さらにシリコーンゴム17に、酸化物半導体16を表面に有するフッ素系樹脂粒子を添加し、さらにフッ素系樹脂粒子を加熱源と接触するようにした。
(もっと読む)
ディスク製造方法及び光ディスク
【課題】隙間部分を傷つけたり樹脂や基板の削り屑が発生するなどなく、簡易かつ適切にスタンパを剥離できるようにする。
【解決手段】スタンパを用いてピットパターンをディスク基板に転写する工程において、転写後、ディスク基板上の硬化された樹脂からのスタンパ剥離を良好に行うため、転写工程に先立って、予め剥離開始部位の樹脂を硬化して転写前硬化部を形成しておく。転写工程では、スタンパが圧着された状態で樹脂層が硬化されて凹凸パターンの転写が行われる。その後、スタンパを剥離する際に、転写前硬化部とスタンパとの間に自然に隙間ができるため、その隙間部分をきっかけとして、例えばエアブローを行いながらスタンパを剥離していく。
(もっと読む)
熱プレス用クッション材およびその製造方法
【課題】クッション性、面内均一性、熱伝達性のいずれにおいても優れた特性を有し、しかも複数回の熱プレスに反復使用した場合でも良好なクッション性を維持でき、寸法安定性および耐久性にも優れた熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材1は、織布と、この織布に含浸されたゴムとからなる繊維−ゴム複合材料層を備える。織布の経糸は合撚糸であり、緯糸はガラス繊維からなる嵩高糸である。繊維−ゴム複合材料層は、内部に空隙を有する。
(もっと読む)
靴の製造方法
【課題】靴の上部と靴底の固着力を高める靴の製造方法を提供する。
【解決手段】環状部材230の第1の面231、第2の面232、第3の面233、第4の面234、上部側面210および上部底面220の間に溶けた樹脂物質を注ぎ込み、垂直および水平方向に交錯して形成された空間により上部200と靴底240との間の形状を形成することにより、上部200と靴底240との間において、垂直および水平方向に交錯した固着力を産み出し、靴底240が上部200と確実に固着する。
(もっと読む)
分割されたリングの圧縮成形方法
本発明は、ポリマー粉末または金属粉末から、離隔または間隙(5、10)を有する成形部品(1)を製造するための方法である。この離隔または間隙は、プレス部品を形成するための粉末成形材料をダイキャビティに充填する前、その間、またはその後に、ダイキャビティ内にセパレータまたは間隙形成材料を挿入することによって形成される。プレス部品を形成した後、セパレータまたは間隙形成材料を除去して離隔または間隙を設ける。 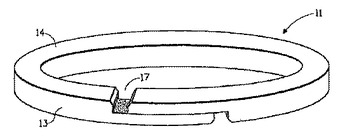 (もっと読む)
(もっと読む)
1 - 20 / 39
[ Back to top ]