
Fターム[4F204AG21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 部分(細部) (900)
Fターム[4F204AG21]の下位に属するFターム
中部、胴部 (39)
端部(上下部、頭底部、前後部) (160)
内側、内面 (22)
外側、外面(←表面) (69)
内部構造 (53)
リブ又は突起を有するもの(←凹部、孔) (217)
分岐を有するもの(←「とって」) (6)
ヒンジ部を有するもの (4)
Fターム[4F204AG21]に分類される特許
141 - 160 / 330
繊維強化樹脂成形品の真空注入成形方法
【課題】 成形に要する作業時間の短縮化を図り、特に、最短の樹脂注入時間で強化繊維のもつ利点を十分に発揮した良質の成形品を容易に得る。
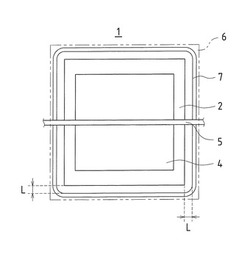
【解決手段】 成形型1上に強化繊維基材層2を形成し、注入樹脂の拡散を促進する樹脂拡散ネット4を強化繊維基材層2の上層に敷設して、これらの強化繊維基材層2および樹脂拡散ネット4をバッグフィルム6によって成形型上に気密に被覆して成形部を形成する。さらに、この成形部内を真空減圧する減圧ホース7を強化繊維基材層2の周囲に配設する。ここで、強化繊維基材層2の辺縁部から減圧ホース7までの距離Lは、50mm以上となるように設定する。そして、真空吸引による減圧環境下で注入管5から樹脂注入を行い、強化繊維基材層2に注入樹脂を含浸させて繊維強化樹脂成形品を得る。
(もっと読む)
樹脂成形品の製造方法、並びにインクジェットヘッドの製造方法及びそれにより得られるインクジェットヘッド

【課題】複数の微細な凹部又は凸部が2次元的に配列された樹脂成形品を簡単にかつ安価に製造できる製造方法を提供する。
【解決手段】複数の微細な凹部又は凸部が形成された構造を有する樹脂成形品の凹部又は凸部とは逆の形状を有する金型84と樹脂材料とを加熱し、加熱された樹脂材料に金型を押し付ける。樹脂材料を冷却して硬化させた後、凹部又は凸部が形成される領域以外の樹脂材料の表面を、直接的又は間接的に、金型に形成されている貫通孔85を介して押圧部材で押圧する。これにより硬化した樹脂材料を金型から離型する。
(もっと読む)
シート用パッド及びその製造方法
【課題】シートクッションパッドがシートフクッションレームに対してずれ動くことを防止して、異音の発生を効果的に防止できるようにする。
【解決手段】シートクッションパッド14のパッド本体25のうちシートクッションフレーム13に当る部分の複数箇所に、シートクッションフレーム13に対する摩擦係数がパッド本体25よりも高い高摩擦部材30を配置し、この高摩擦部材30とシートクッションフレーム13との間の摩擦力によってシートクッションフレーム13に対するシートクッションパッド14の摺動を阻止するようにする。これにより、シートに座る人の体重でシートクッションパッド14が押圧されたときに、シートクッションパッド14がシートクッションフレーム13に対してずれ動くことを防止して、シートクッションパッド14がシートクッションフレーム13と擦れて異音が発生する不具合を防止する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】外観良好な成形体を成形するための製造方法を提供する。
【解決手段】以下の工程(1)〜(5)を全て含むことを特徴とする熱可塑性樹脂成形体の製造方法。(1)少なくとも一方の金型キャビティ面の一部分を、当該部分の温度が加熱前より20℃以上高くなるように加熱し、かつ、加熱部と非加熱部との最大温度勾配が6℃/cm以下となるように該キャビティ面に温度勾配を生じさせる工程(2)一対の金型4,5を型締めする工程(3)当該一対の金型間に溶融状熱可塑性樹脂を供給する工程(4)両金型を冷却する工程(5)型開きして、熱可塑性樹脂成形体を取り出す工程
(もっと読む)
スイッチ機能を備えたプラスチック表皮材
本発明は、被覆される物品の表面被覆材として使用する単一層または多層のプラスチック表皮材(1)に関する。この場合、このプラスチック表皮材には複数の領域(5、6、7、8)が配置され、プラスチック表皮材は、その領域において、スイッチ機能、センサ機能または信号伝達機能を有する。  (もっと読む)
(もっと読む)
コネクタ付き弾性チューブとその製造方法
【課題】コネクタ214内部で弾性チューブ210の変形が生じることのなくコネクタ付き弾性チューブを製造する製造方法。
【解決手段】インク供給チューブ210の一端を、間隔をおいて包囲する成形面411、および、コアピン420の挿入部422が挿入された区間の一部においてインク供給チューブ210を隙間なく包囲する密着面412を有する金型410をインク供給チューブ210に装着して、コネクタ214と相補的な形状の成形空間を形成する型締め手順400を含み、型締め手順400において密着面412に隣接するインク供給チューブ210の表面領域に面して形成される形成空間が、注型手順において金型410に注入された材料樹脂の、インク供給チューブ210に沿った流通方向について末端に近づくにつれて、形成空間の流通方向に直交する断面の面積が狭くなる。
(もっと読む)
クッションパッドの製造方法、及び、この製造方法に用いる成形型
【課題】第2面ファスナの係合部にクッションパッドの一部分が一体化するのを回避できて、係合部に対する第1面ファスナの被係合部に係合部を確実に係合させることができるクッションパッドを製造できるようにする。
【解決手段】アンカー部と係合部とを備えた第2面ファスナ、及び、ファスナ収容溝部62を備えた成形型を準備し、第2面ファスナをファスナ収容溝部62に収容して内嵌させるとともに、面ファスナ部分54を、ファスナ収容溝部62の一端55から突出させ、成形型に発泡樹脂原液を供給し発泡させてクッションパッドを成形するクッションパッドの製造方法であって、第2面ファスナをファスナ収容溝部62に収容する際に、面ファスナ部分54の突出端部54Aを、成形型に形成した受け部30に下側から受け止めさせる。
(もっと読む)
熱可塑性樹脂複合部材のための秀れた製造プロセス
連続的なプロセスで調節される可変の厚さの熱可塑性樹脂の複合積層材料を形成する製造方法である。このプロセスは部材又はコンポーネントを多層の積層体へ積層するために自動化された装置またはハンドレイアップを使用する。各積層体は方向及び位置を維持するために適切な位置に取付けられているプライ成長領域を含んだ全てのプライを含んでいる。合体加工は全ての必要な部材の特徴を含んでおり、これらの多数のプライ積層体から10の異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性樹脂複合積層を形成するためにカスタム化された多数のプライ積層体に対して整合される。 (もっと読む)
型内塗装成形方法
【課題】一次成形品と成形型の間に注入した塗料がある程度流動した後、ゲル化する前の段階で型締め力を切り替えることが可能になり、成形品の意匠面の全面に塗料を美麗に充填することができる型内塗装成形方法を提供する。
【解決手段】底面とその周囲の立上り面とを有する器形状の成形品1を成形型2内で成形すると共にこの成形型2内で成形品1の表面に塗料3を塗装するようにした型内塗装成形方法に関する。成形材料4を成形型2内にセットし、成形型2を型締めして成形材料4を加圧することによって一次成形した後、成形型2の型締め力を低減して塗料3を一次成形品5の底面部に注入する。注入した塗料3が一次成形品5の端部寄りの位置において成形型2に設けられたセンサ6で検知されたときに、成形型2の型締め力を増加させる。
(もっと読む)
微細パターンシート作成装置および微細パターンシート作成方法
【課題】型のパターンの転写を効率良く行なうことが出来ると共に、型から転写されたパターンのアスペクト比が大きくても、前記転写されたパターンが崩れにくい、微細シートパターン作成装置を提供する。
【解決手段】シート状の基材3をこの長手方向に搬送することが可能な搬送手段5と、基材3の一方の面に、被成形物9を設ける被成形物設置手段7と、微細なパターンが形成されている平面状の転写面13を備えていると共に基材3の厚さ方向に移動自在な型11と、基材3に設けられている被形成物9に転写を行なうために、型11と協働して基材3を挟み込むことが可能なベースユニット15と、基材3を挟み込んでいるときに、被成形物9を硬化すべく被成形物9にエネルギーを供給するエネルギー供給手段19とを有する。
(もっと読む)
偏光プラスチックレンズの成形型及び成形方法
【課題】ガスケットを使用せずに済むいわゆるテープ巻き回し法により偏光レンズの注型成形が可能な成形方法を提供すること。
【解決手段】偏光フィルムの両面にレンズ層を有する偏光プラスチックレンズを、一対の第1・第2モールド12、14を使用して成形する方法。第1モールド12を実質的に水平に保持した状態で、該第1モールドの上に賦形偏光フィルム20を位置決め凸部22により浮かし置く。第2モールド14を賦形偏光フィルム20に対して所定隙間をおいてセットした状態で、第1・第2モールド12、14の周辺開口部を、テープ16を巻き回してキャビティ18を形成して成形型を調製する。成形型の賦形偏光フィルム20の両側に重合性液状材料を注入して重合硬化させる。
(もっと読む)
編組を用いて製造する繊維複合部品
【課題】軽量で、荷重を適切に担うことができ、従来の金属部品に替えて使用することができるような繊維複合部品を、効率的に、低コストで製造することができるようにする。
【解決手段】繊維複合部品(1)が、凹面として形成された少なくとも1つの端面(4、5)を有するコア材(2)を備えており、その端面に貫通開口(12又は13)が近接配置されており、前記コア材(2)の両側の横側面(6、7)または両側の縦側面(8、9)と、前記貫通開口(12、13)の外周のうちの前記コア材(2)に接していない側の外周とを、編組により形成された繊維複合材(18)がループ状に囲繞している。
(もっと読む)
電子写真装置用ブレードの製法および電子写真装置用ブレード
【課題】電子写真装置に用いる部分的に異なる種類の多層化した合成樹脂製ブレード素材及びブレードを生産する方法、品質の安定した多層ブレード素材及びブレードを提供する。
【解決手段】電子写真装置用多層ブレードの製造法において、割り金型の一方の金型に、部分層を形成する液状合成樹脂をビード状に注型した後、金型を組み、ベース層を形成する液状合成樹脂を注型して、加熱硬化してブレード素材を形成するブレードの製造方法。
(もっと読む)
磁気治療具
【課題】身体を傷つけるおそれがなく運動中でも安全に身につけられ、そのうえ、磁化の強さをより高くすることできる磁気治療具を提供することを目的とする。
【解決手段】軟質の樹脂からなる長尺体と、前記長尺体の両端を互いに接続/分離するために当該長尺体の一端に固着された軟質の樹脂製の雄部と、当該長尺体の他端に固着された軟質の樹脂製の雌部とからなる接続部材とからなり、前記長尺体の長手方向に溝が設けられ、該溝内に、磁性粉を主体とする層と、該磁性粉を主体とする層の上に硬化されたシリコーン層とが形成されてなることを特徴としている。
(もっと読む)
ポリウレタン製ベルト及びその製造方法
【課題】ベルト本体内に心線15を長手方向に沿って埋設した構成のポリウレタン弾性体からなるベルトの製造方法において、硬化反応制御を容易に行うことができるようにする。
【解決手段】原料溜め12に、イソシアネート基末端ウレタンプレポリマーと、ポリアミン化合物と金属塩との錯体と、を含む原料液13を充填する。次に、原料溜め12の周囲から立ち上げるように備えられる外型22の内部に内型23を挿入し、また、外型22と前記内型23との間の空洞部として形成される成形キャビティ17内の空気を負圧源19で排出する。そして、内型23を更に挿入させ、原料溜め12内の原料液13を押し退けることで成形キャビティ17内に前記原料液13を充填する。このキャビティ充填時に、外型22の内面及び内型23の外面に原料液13を接触させることによって、錯体から金属塩が離脱する温度まで原料液13を昇温させ、これによって硬化させて成形する。
(もっと読む)
ゴム製保護キャップ
【課題】筒状部を有し、その先端又は先端寄り部位の内周面に、内向きに突出してなる凸部を備えたゴム製保護キャップで、その成形品の取出しのための型開きが開始された際、その凸部に型開き方向のせん断力が作用することになるように形成された成形型を用いることで成形されるものにおいて、その凸部の根元に亀裂やゴム切れ等の損傷が発生するのを防ぐ。
【解決手段】 凸部28を備えた筒状部23のあるゴム製保護キャップを成形後、型開きが開始されると同時に、その筒状部23の先端25及び先端寄り部位が、筒状部23の半径方向の外側に変形可能の空間が形成されるように、筒状部23の先端25及び先端寄り部位の外周面29を、テーパ状で先細り状に形成した。
(もっと読む)
インプリンティング法による貫通孔構造体の製造方法、およびその製造方法により製造された貫通孔構造体
【課題】インプリンティング法を用いる場合にも、被加工材を保持する部材に型の転写パターンを接触させることなく、つまり型の転写パターンを破損させることなく貫通孔構造体を製造する製造方法を提供する。
【解決手段】貫挿部22の先に嵌入部23を有する凸構造24を設けてなる上型25と、凹構造26を設けてなり支持体27で保持する下型28とを用意し、その下型の被加工材形成面29上に、例えば液状材料のスピンコートによりPMMAを形成するなどして、流動状態の被加工材30を形成し、その被加工材中に上型の凸構造を押し込んでその凸構造の貫挿部を同被加工材中に入れて凸構造をその被加工材中に貫通させ、嵌入部を下型の凹構造内にはめ込み、その後、例えば熱可塑性樹脂であるPMMAを用いた場合は冷却することにより、被加工材を固化して後、被加工材中から凸構造を引き出す。
(もっと読む)
成形方法及び成形治具
【課題】2枚の外板間を中間桁で保持した繊維強化樹脂複合材製の中空パネルをRTM法により成形し、品質及び生産効率を向上することができる成形方法及び成形治具を提供する。
【解決手段】一端が開口し収縮膨張可能なゴムバッグ4a〜eが挿入された筒状織物体8a〜eをキャビティ10内に側面同士を隣接させて敷き、ゴムバッグの開口端を下型1の相対する両側面に交互に配設されたバッグ挿通孔から外に出し、ゴムバッグとバッグ挿通孔との間を封止し、中間桁を形成するゴムバッグ間に向けて樹脂導入孔3a及び排気孔1dが配された状態にて、ゴムバッグ4内に加圧空気を導入して、樹脂導入孔3aから樹脂を導入し、その後樹脂を硬化させる。
(もっと読む)
島状構造を有する物品およびその製造方法
【課題】 本発明の島状構造を有する物品の製造方法は、流動性を有する成形材料20を、基板10上に塗布する塗布工程、前記流動性を有する成形材料を挟んで基板と成形型30とを対向させて加圧する成形工程、加圧した状態で熱または光のエネルギーを加えて成形型内の成形材料を硬化させる硬化工程、および成形型を離型する離型工程を基本とする。その方法において非成形部分が残らず、成形部分のみを残す成形加工物品の製造方法を提供することにある。
【解決手段】 成形工程を経た後、硬化工程前に成形型外の流動性を有する成形材料を除去する洗浄工程を挿入する。硬化前の成形材料を溶解する洗浄液により成形材料を除去する。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】樹脂封止成形時に用いられる樹脂材料41を金型(キャビティ空間部9)内に供給する際に、キャビティ空間部9内の樹脂材料41が樹脂流動を極力発生させないようにする電子部品35の樹脂封止成形装置50を提供することを目的とする。
【解決手段】本装置50に含まれる樹脂供給機構40に備えた供給部46において、樹脂トレイ42にはシャッター42Aが開く方向と垂直方向に開口したトレイ用のスリット部材42Bを備えると共に、スリット部材42Bの開口部分に投入された所要量の樹脂材料41をシャッター42Aが開くのと略同時にキャビティ空間部9内に供給するように構成されていることを特徴とする。
(もっと読む)
141 - 160 / 330
[ Back to top ]