
Fターム[4F204AG21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 部分(細部) (900)
Fターム[4F204AG21]の下位に属するFターム
中部、胴部 (39)
端部(上下部、頭底部、前後部) (160)
内側、内面 (22)
外側、外面(←表面) (69)
内部構造 (53)
リブ又は突起を有するもの(←凹部、孔) (217)
分岐を有するもの(←「とって」) (6)
ヒンジ部を有するもの (4)
Fターム[4F204AG21]に分類される特許
201 - 220 / 330
多層装備品の少なくとも表面材層を製造する方法
本発明の方法は、第1の色を有する第1の層(21)を成形面(10)の第1の部分に被着形成し、次のステップにおいて、第2の色を有する第2の層(22)を成形面(10)の第2の部分に被着形成すると共に第1の層(21)の裏側に部分的に被着形成する成形方法である。この方法は、溝内の実際の色の移行を見えないように隠す必要なく、2つの層(21,22)の色相互間の質的移行を得ることを意図している。この目的は、第1の層(21)を構成する材料を、第2の層(22)の下の成形面上に位置することになる第1の層(21)の縁部(20)が見た目に鮮明であり且つマスク無しに作られるような仕方で成形面(10)に被着させることによって達成される。 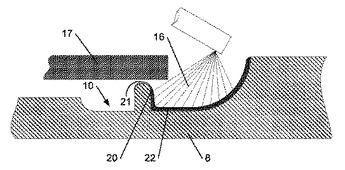 (もっと読む)
(もっと読む)
微細表面構造形成用基板、微細表面構造物品の製造方法及びその製造方法で製造された微細表面構造物品

【課題】
位相シフターなどの光学素子を含む微細表面構造物品の生産において、歩留まりと精度を向上させる
【解決手段】
製品基板として用いる基板2の表面には研磨加工による微細な凹凸が存在するので、これらの凹凸を小さくするために基板2の表面及び裏面に、堆積薄膜4が真空蒸着法、スパッタリング法、CVD法等の成膜方法により形成されている。
(もっと読む)
FRP構造体の製造方法

【課題】従来の構造体と同等以上の強度、寸法精度などの性能を有するFRP構造体を、樹脂の未含浸部を発生させることなく、安価にかつ簡易に成形できるFRP構造体の製造方法を提供する。
【解決手段】少なくともスキン材と桁材からなるFRP構造体の製造方法において、強化繊維のスキン材プリフォームに強化繊維の桁材プリフォームの少なくとも一部分を接触させて配置するプリフォームの配置工程と、少なくとも桁材プリフォームに減圧吸引口を設け、プリフォームの全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内に差圧により樹脂を注入してスキン材と桁材の両方を同時に硬化させる樹脂の注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
(もっと読む)
成形用型、及び樹脂成形体の製造方法
【課題】 紫外線照射を行っても形状変化や欠陥の発生が起こりにくいフォトレジストを使用した成形用型を提供する。
【解決手段】 まず、石英、シリコン等の基板1の上にフォトレジスト2を塗布する(a)。そして、フォトリソグラフィ工程により、凸レンズ状のパターンをフォトレジスト2に形成する(b)。そして、このフォトレジスト2の表面にNi薄膜3をスパッタリングにより成膜する。このようにして、成形用型4が完成する。続いて、成形用型4の上に紫外線硬化型樹脂5を滴下する(d)。そして、ガラス基板6を紫外線硬化型樹脂5の上に押し付け、ガラス基板6を通して紫外線を照射し、紫外線硬化型樹脂5を硬化させる(e)。Ni薄膜3を透過した紫外線の強度は弱まっており、この強度ではフォトレジスト2の発泡や変形収縮が発生しない。
(もっと読む)
車両用ルーフパネル
【課題】 ガラスパネルに一体成形される樹脂成形材の機械的強度を確保しながら軽量化を図り、ルーフパネルの重量を軽減する。
【解決手段】 ポリウレタン原料に炭酸ガス又は窒素ガスを溶解させる。ガラスパネル2の周縁に形成した金型のキャビティにポリウレタン原料を射出して、ポリウレタンの発泡体からなる樹脂成形材3をガラスパネル2と一体成形する。ポリウレタン原料へ溶解した炭酸ガス又は窒素ガスの量を変化させて樹脂成形材3の比重を0.60以上0.90以下に設定する。
(もっと読む)
樹脂成形用の中間素材及びその中間素材を用いた樹脂成形品の成形方法並びに樹脂成形品
【課題】 成形材料の流動状態を外側から確認できるようにして成形精度を改善するための中間素材と、その成形方法、及び樹脂成形品を提供すること。
【解決手段】 ベース樹脂材16と、このベース樹脂材とは異なる色からなる配色用樹脂材13とからなり、配色用樹脂材13が、帯状若しくは筋状或いは散点状に表出して中間素材25が形成されている。この中間素材25は、成形用型内で溶融硬化することで成形品となり、配色用樹脂材13が表面に見えることで型内の流動状況を把握することができ、その流動状況を参照して最適化された成形条件で成形を行えるように利用される。
(もっと読む)
シート用パッドの製造方法
【課題】周縁端部に裏面側に薄肉折り返し部を有し、該折り返し部に成形基布が積層されたシート用パッドを容易かつ作業上安全に製造することが可能なシート用パッドの製造方法を提供する。
【解決手段】開閉可能な成形金型10の上型12の成形面に成形基布24を装着する副資材装着工程、成形キャビティー30に成形金型10を開いた状態又は成形金型10を閉じた状態で軟質ポリウレタンフォームを形成する発泡原液組成物を供給し、発泡硬化させてシート用パッドとする発泡工程、及び成形金型10を開いてシート用パッドを取り出す脱型工程を有し、シート用パッドは端部に成形基布24が積層された薄肉折り返し部を有するものであり、上型の成形面の薄肉折り返し部成形面の少なくとも一部に面ファスナー雄部材34が配設されているシート用パッドの製造方法とする。
(もっと読む)
長尺シート状成形品の製造方法
【課題】 複数のシートの接合部位における接合力に優れ、外観品質の良好な長尺シート状成形品を生産性良く製造することができる長尺シート状成形品の製造方法を提供する。
【解決手段】 金属粉体がマトリックスとしてのゴム等に配合された原料組成物を混練し、その混練物を予備圧延し、その予備圧延シートをサイドロールとトップロール12とで一次圧延することにより一次圧延シート14が得られる。得られた一次圧延シート14の後端縁部22に対して新たな一次圧延シート14の前端縁部21を突き合わせて二次圧延を行うことにより両者が一体化された二次圧延シート16が得られる。このとき、双方の一次圧延シート14の表面部は柔軟化され、内部は表面部より硬い状態にあり、シートの剛性を保持しつつ、双方の一次圧延シート14を融着できるようになっている。
(もっと読む)
燃料電池セパレータ製造用多数個取り圧縮成形金型及びそれを用いてなる燃料電池セパレータの製造法
【課題】 多数個の燃料電池セパレータを製造する金型において、寸法精度、成形性、生産性などに優れる燃料電池セパレータを成形時に多数個製造することができる金型を提供し、その金型を用いる燃料電池セパレータの製造法を提供する。
【解決手段】 燃料電池セパレータ製造用の圧縮成形金型1.2において、少なくとも2個以上の燃料電池セパレータ形成空間部3をそれぞれ隔絶して有し、各セパレータ形成空間部3の周囲に剰余材料溜用空間部4が形成されてなることを特徴とする燃料電池セパレータ製造用多数個取り圧縮成形金型及びその金型を用いる燃料電池セパレータの製造法に関する。
(もっと読む)
繊維強化樹脂製中空成形体の製造方法
【課題】 成形体の強度を低下させることなく簡単に実施できるFRP製中空成形体の製造方法を提供する。
【解決手段】 二つのFRP製部材を互いに封密に結合して中空芯材13を形成する。この中空芯材13は中空芯材の内部と外部とを互いに連通する連通孔14を有している。連通孔14以外の中空芯材13の側面及び底面をプリプレグ17,18で覆い、これらプリプレグ17,18を硬化させる。
(もっと読む)
モールド成型装置およびモールド成型方法
【課題】 複数の半導体素子を実装した基板の封止において、粘度の低い樹脂を用いても所定のモールド高さ、所定のモールドサイズを確保しての成型が可能であり、モールド樹脂に圧力をかけることによりボイドを低減でき信頼性が高い半導体装置を実現できる樹脂封止方法を提供する。
【解決手段】 加熱した上金型1と下金型2において、下金型上に半導体チップ8を実装した基板10を供給し、下金型上および基板上に貫通孔が加工されたプレート11を重ねてキャビティ12を形成するとともにプレートに加工した溝13と第2の貫通孔14で予備キャビティを形成する。次に、キャビティに直接モールド樹脂15を供給し、金型内を減圧した後、金型を完全に閉じることで樹脂を充填させるとともに予備キャビティに余分な封止樹脂が流入する。そして、圧力制御可能な予備キャビティ底部5を上昇させ、所定の圧力を樹脂にかけて成型する。
(もっと読む)
非接触型電力伝送装置、給電装置、受電装置
【課題】 経済的で一定の信頼性を確保することが可能な非接触型電力伝送装置等を提供する。
【解決手段】 給電装置SPと受電装置Aとを備えて構成される非接触型の無線伝送装置Sにおいて、当該給電及び受電装置SP、Aは、樹脂70、95を注入して給電及び受電装置SP、Aに含まれる部材などを封止して形成され、当該給電及び受電装置SP、Aのポット型コア55、85に、当該給電及び受電コイル用の溝56a、86a、と外部とが連絡するエア抜き用の溝57、87が形成されている。
(もっと読む)
燃料電池用セパレータの製造方法および燃料電池用セパレータの製造装置
【課題】 粉末状成形材料の充填量のバラツキをなくすとともに加圧成形後の厚みバラツキを低減する。
【解決手段】 黒鉛と熱硬化性樹脂とを混合した粉末状の成形材料121を、熱硬化性樹脂が溶融しない温度条件下において、成形型110の型外位置に配置した材料供給容器122内に供給するとともに供給された成形材料の表面を擦り切って平坦にする。材料供給容器内に供給された成形材料を加圧することによって成形材料圧縮体を形成する。材料供給容器内に形成された成形材料圧縮体を熱硬化性樹脂が硬化する温度よりも低い温度で加熱して熱硬化性樹脂の一部を溶融させることによって形状が保持された予備成形体を形成する。予備成形体を材料供給容器内から成形型に充填する。そして、予備成形体を成形型によって加圧成形するとともに熱硬化性樹脂が硬化する温度まで加熱して燃料電池用セパレータを得る。
(もっと読む)
マーク付きコンタクトレンズの製造方法及びそれによって得られるマーク付きコンタクトレンズ
本発明は、コンタクトレンズにダメージを与えることなく、脱色しない着色であり、且つ、煩雑な工程を実施することなく、モールド成形時に、コンタクトレンズの重合成形と同時に、コンタクトレンズに対してマーキングを行なうことが可能なコンタクトレンズの製造方法の改良した技術を提供することにある。そして、本発明にあっては、着色剤として、コンタクトレンズ構成重合体を与えるモノマー混合液を構成するモノマー成分の少なくとも1種以上からなる媒体に、所定の色素を含有せしめたものを採用する一方、かかる着色剤を付着せしめるに先立って、成形キャビティ面(28)に、スパッタリングによる微細な粗面化加工を施すと共に、成形キャビティ面(28)に付着せしめた着色剤を、モノマー混合物を成形キャビティ内へ充填する以前に、予備重合するようにした。 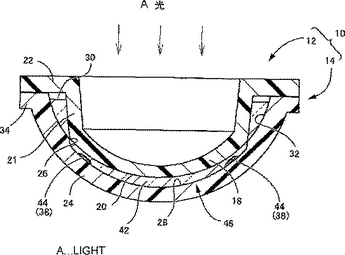 (もっと読む)
(もっと読む)
ステアリングホイールおよびそのための成形装置
【課題】 コンビハンドルにおける軟質把持部の皮革巻きつけに好適な構造を有するステアリングホイールを提供し、またそのステアリングホイールを製造するための成形装置を提供すること。
【解決手段】 円環状のリング部に周方向に交互に硬質の把持部と軟質の把持部とを形成したステアリングホイールであって、該硬質の把持部と軟質の把持部の間に溝部を形成し、前記軟質の把持部に表皮シートを巻きつけ、該表皮シートの端部を前記溝部に木目込んだステアリングホイールおよび円環状のリング部に周方向に交互に硬質把持部と軟質把持部とを形成し、その間に溝部を形成したステアリングホイールの成形装置であって、該装置は硬質把持部用ランナーと軟質把持部用ランナーとが前記PL面に各独立して設けられ、二つのランナーを立体交差させる交差ブロックを設けたステアリングホイール成形装置。
(もっと読む)
防眩性反射防止フィルムの製造方法
【課題】高い表面硬度と、良好な防眩性と反射防止性を共に有する、その一表面に微細な凹凸が賦型されてなる防眩性反射防止フィルムの提供を目的とする。
【解決手段】透明基材フィルム上にハードコート層形成用材料からなる薄膜と反射防止層形成用材料からなる薄膜を順次成膜し、その後、前記両薄膜に対してエンボス加工を一括して施して凹凸を賦型してから硬化せしめ、前記透明基材フィルム上に凹凸を有するハードコート層と反射防止層とを形成する。
(もっと読む)
プラスチックレンズの製造方法
【課題】 インクジェット方式により顔料を用いて着色されたプラスチックレンズを製造する方法を提供する。
【解決手段】 レンズを成形するためのモールド型50の成形面51の側に、レンズ基材35と一体で離型される膜32〜34を形成するための組成物を付着させる膜付着工程と、これらの膜付着工程の後または間に、顔料40をインクジェット方式で付着させる着色工程と、モールド型50を合わせてレンズ基材35を形成する組成物を注入し、熱硬化する重合工程と、レンズをモールド型50から離型する工程とを有するプラスチックレンズの製造方法を提供する。顔料40をモールド型の中に塗布できるので、市販の顔料インクを用いて着色されたプラスチックレンズを製造できる。
(もっと読む)
自動車用内装部品
【課題】軽量で保形性を備えた発泡樹脂基材を少なくとも一部に含む内装部品であって、側突対応に有効に対応できるとともに、外観性能を高め、かつ金型コストを低減化できる。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21を備えたドアトリムアッパー20と、樹脂単体品からなるドアトリムロア30とから構成され、ドアトリムアッパー20における発泡樹脂基材21の裏面には、一体化リブ24を発泡樹脂基材21自体に同時成形することで、軽量化、側突対応を図るとともに、金型コストを低減化する。
(もっと読む)
マイクロレンズの製造方法、及びマイクロレンズ用型の製造方法
【課題】 製作誤差の小さいマイクロレンズの製造方法を提供する。
【解決手段】 マスク5a〜5gの黒く塗りつぶした部分は、遮光部であり、ハッチングを施した円環状の部分は透過させるようになっている。これら6枚のマスクのうちマスク5a〜5fを用いてレジスト4を露光する。各マスクを用いた露光に際しては、各照射領域のSAG量(感光量)に応じた露光量で露光を行う。この結果、A、B、C、D、E、Fの各部分による露光量が異なることになり、この違いにより、レジスト4を現像したときに、レジストの表面形状が3で示されるような階段状の形状を有するフォトレジストマイクロレンズが形成できる。マスク5a〜5fを用いてレジスト4を露光した後に、A〜Fの全露光領域が透明となっている全面露光用マスク5gを用いて露光を行う。これにより、図1(b)における階段状の部分が、現像された場合に、なまった形状となる。
(もっと読む)
ポリベンゾイミダゾール系樹脂成形用素材、樹脂成形体、切削加工方法、および切削粉の再利用方法
【課題】 ロッドや板状体より任意の形状に切削加工する場合の切削加工性に優れ、寸法精度や寸法安定性に優れ、また、簡易な方法でPBI系樹脂切削粉の再利用をPBI系樹脂のもつ高強度、耐熱性などの本来の優れた性質を低下させることなく再利用できる。
【解決手段】 PBI系樹脂材料を加熱圧縮成形して得られるPBI系樹脂成形用素材であって、PBI系樹脂材料の加熱圧縮成形後に、表面層が除去され、また、PBI系樹脂材料を加熱圧縮成形する成形工程と、加熱圧縮された成形体を切削加工する切削工程とを備え、上記成形工程後に表面層を除去する表面層除去工程を有する。
(もっと読む)
201 - 220 / 330
[ Back to top ]