
Fターム[4F204AK10]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 加熱冷却手段の具体的な特徴 (281) | 電気的手段の特徴 (61) | 誘電加熱装置の特徴 (18)
Fターム[4F204AK10]に分類される特許
1 - 18 / 18
フィルター成形体の製造方法
【課題】加熱時間を短縮できるとともにバインダーの種類に制限が少なく、製造コストを低減させることができるフィルター成形体の製造方法を提供する。
【解決手段】吸着材料と熱溶融性バインダーとを含む混合物を型モジュール1内に充填する第一工程と、型モジュール1内で加熱して熱溶融性バインダーを溶融する第二工程と、上記混合物を型モジュール1から離型する第三工程とからなるフィルター成形体の製造方法であって、上記第二工程では、マイクロ波を照射して上記混合物を加熱することを特徴とする。
(もっと読む)
光照射成形装置及び光照射成形方法

【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
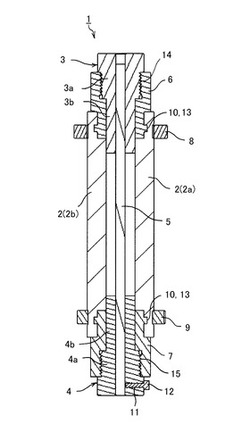
熱硬化性プラスチック材料の高周波誘電加熱装置、及び熱硬化性プラスチックの成形方法
【課題】マイクロ波の誘電加熱を利用した装置に比べ、より安全で均一に素早い加熱が可能であり、高品質な熱硬化性プラスチックを形成可能な熱硬化性プラスチック材料の高周波誘電加熱装置を提供する。
【解決手段】高周波誘電加熱装置1は、熱硬化性プラスチック材料が注入されたモールドMを収容可能であり、収容したモールドMに対して照射可能に高周波を発生する高周波発生部2を備えており、モールドMに対する高周波の照射により、熱硬化性プラスチック材料を誘電加熱する。高周波発生部2は、電極としての下部電極4及び上部電極5を備えており、モールドMを搬送する搬送部3に高周波を供給するように配置されている。
(もっと読む)
木粉固化成形体及びその製造方法
【課題】木粉固化成形体及びその製造方法において、木粉固化成形体が生分解性と再利用性を有する環境に優しい材料からなり、優れた切削性を有し切削工具を傷めず、適度な硬さと強度を有し精密な切削加工が可能で、しかも靭性を有し薄物成形が可能なこと。
【解決手段】木粉固化成形体1の製造方法は、大鋸屑・間伐材チップ2を水分20重量%以下に乾燥する乾燥工程(S10)と、粉砕機で微粉砕して平均粒子径150μmの木粉とする粉砕工程(S11)と、木粉をポリオール樹脂3,エポキシ樹脂4,イソシアネート樹脂6と混合する第1混合工程・第2混合工程(S12,S13)と、常温で200kg/cm2 の圧力を掛けてプレス成形して木粉ブロックとする常温プレス成形工程(S14)と、木粉ブロックを静置して未反応部分を完全反応させるとともに残留応力を除去する養生工程(S15)、または高周波加熱工程(S16)を具備する。
(もっと読む)
太陽電池モジュール製造用の改良型非オートクレーブ積層法
太陽電池モジュールを製造するための改良型非オートクレーブ積層法が開示される。この方法は、加熱/真空工程に続いて付加される付加的な加熱ステップを含む。  (もっと読む)
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 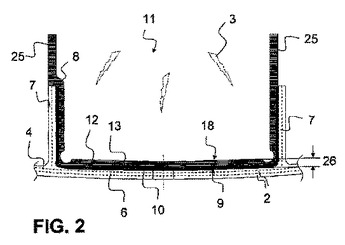 (もっと読む)
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 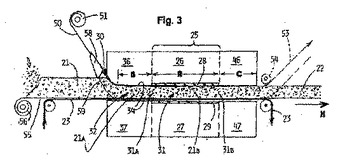 (もっと読む)
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱でき、成形型の変形を抑制できる樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型2と、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、波長が2μmを超える電磁波の透過量を減少させるガラス製フィルター52と、ガラス製フィルター52を透過した電磁波のうち、成形型2に吸収される波長領域の電磁波を吸収するゴム製フィルター51とを有している。樹脂成形装置1は、キャビティ21内に溶融状態の熱可塑性樹脂3を充填する際には、電磁波発生手段4から出射させた電磁波をガラス製フィルター52及びゴム製フィルター51を透過させ、ガラス製フィルター52及びゴム製フィルター51を透過させた後の透過電磁波を、成形型2を介して熱可塑性樹脂3に照射し、成形型2よりも高い温度に熱可塑性樹脂3を加熱する。
(もっと読む)
樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、この加熱効果を向上させるためのフィルターを、冷却機能を備えて簡単に構成することができる樹脂成形装置を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型2と、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、フィルター5とを有している。フィルター5は、透明材料からなる透明板51同士の間に形成した間隙511に、波長が2μmを超える電磁波の透過量を減少させるためのフィルター用水52を充填してなる。電磁波発生手段4は、キャビティ21内に熱可塑性樹脂3を充填する際に、当該成形型2を介して熱可塑性樹脂3にフィルター5を透過させた後の透過電磁波を照射して、熱可塑性樹脂3を加熱するよう構成してある。
(もっと読む)
合成樹脂製立体装飾片とその製造方法
【課題】裏面に凹部が無く平坦な立体模様片を製造でき、溶断刃による切断が容易で、下層材料が一体的に成形され、裏面に接着又は粘着機能を有する立体模様片を製造でき、基材の特性が限定されること無く不要部分の除去が容易な基材へ直接立体模様片を成形できる方法を提供する。
【解決手段】テーブルの上に、下層材料13、中間層材料、上層材料11をこの順に載置する。下層材料13(ホットメルトフィルム、粘着テープ等)の裏面には、離型紙が装着されている。
上方より凹型32を下降させ、材料を押圧して、高周波を発信させる。高周波の発熱によって、これら材料は溶融する。凹型の溶断刃51の内側に溶融材料が流れ込むと共に、溶断刃によって、材料は切断される。
冷却後、凹型から材料を取り外し、不要部分を除去することによって、平坦な立体的装飾片を製造することができる。
(もっと読む)
熱硬化性プラスチック材料の誘電加熱装置
【課題】マイクロ波による誘電加熱効果によって熱硬化性プラスチック材料を硬化させた後に、好適な条件で冷却制御することが可能な熱硬化性プラスチック材料の誘電加熱装置を提供すること。
【解決手段】熱硬化性プラスチック材料の誘電加熱装置のキャビティ2内に熱硬化性プラスチック材料が注入された複数の母型が収容される。熱硬化性プラスチック材料はマイクロ波発振器15からのマイクロ波によって誘電加熱されて硬化する。一方、熱風発生器22から発生した熱風がキャビティ2内に供給されて外方からも熱硬化性プラスチック材料は加熱される。熱風の循環経路を構成する第2のダクト25には吸気口26と同吸気口26の上流側に配置された排気口29が形成されるとともに吸気口26及び排気口29に面してそれぞれ第1及び第2の絞り弁が設けられ、吸気口26及び排気口29の間には第3の絞り弁が設けられている。
(もっと読む)
熱硬化性プラスチック材料の成形方法
【課題】マイクロ波による誘電加熱効果によって熱硬化性プラスチック材料を硬化させる際に、正確に温度を計測しマイクロ波の照射量を調節するとともに加熱雰囲気を制御して高品質の熱硬化性プラスチック材料を成形する成形方法を提供すること。
【解決手段】複数用意された母型11A内に調合した熱硬化性プラスチック材料を注入し、同複数の母型11Aに対してキャビティ2内においてマイクロ波を照射し誘電加熱する。その際に1つの母型11Bをダミーとして内部に温度センサ20を配設し、この温度センサ20の検出した温度情報に基づいてマイクロ波の照射量を経時的に制御する。この時キャビティ2内の加熱雰囲気中の温度を温度センサ20によって検出される温度に基づいて同温度に同期させ、かつ同温度以下となるように制御する。
(もっと読む)
高周波誘電加熱装置
【課題】 加熱装置における加熱時間の短縮化および表面から内部までの均一な加熱を実現する。
【解決手段】 高周波誘電加熱装置10は金型30、金属ベルト31、第1のローラ32、32、第2のローラ33、および高周波電圧源36を有する。金型30を導電部材により形成する。金型30、第1のローラ32、32、および第2のローラ33を平行に配置する。金属ベルト31を第1のローラ32、32と第2のローラ33とに掛け渡す。金型30を金属ベルト31に付勢する。高周波電圧源36を金型30と金属ベルト31とに接続する。交流電圧源は金型30と金属ベルト31とに高周波電圧を印加する。
(もっと読む)
高周波誘電加熱用の電極材
【課題】 被加熱材の周面に沿うように電極材を配設することができる。
【解決手段】 電極材60は、被加熱材に高周波電圧を印加し、高周波誘電加熱をするための電極材である。電極材60は、略円筒状の加熱材の外周面を取り巻く円筒状の電極部65を有する。電極部65は、複数の軸方向に延びるスリット75を有する。このスリットにより分割された電極部65の各薄板部76はその厚さが非常に薄く可撓性を有する。各薄板部76は、径方向に押圧されると、その押圧される方向に撓みつつ、被加熱材の外周面に沿うように変形可能である。
(もっと読む)
熱硬化性プラスチック材料の成形方法
【課題】マイクロ波による誘電加熱効果によって熱硬化性プラスチック材料を硬化させる際に、正確に温度を測定しマイクロ波の照射量を調節することが可能な熱硬化性プラスチック材料の成形方法を提供すること。
【解決手段】熱硬化性プラスチック材料をマイクロ波によって誘電加熱することで硬化させて所定の形状に成形する成形方法であって、複数用意された母型11A内に調合した熱硬化性プラスチック材料を注入し、同複数の母型11Aに対してマイクロ波を照射し誘電加熱する。その際に1つの母型11Bをダミーとして内部に温度センサ20を配設し、この温度センサ20の検出した温度情報に基づいてマイクロ波の照射量を経時的に制御する。
(もっと読む)
澱粉製生分解性成形物の製造方法
【課題】通電加熱や誘電加熱による成形焼き菓子の加熱成形中に、原料から多量の蒸気が発生して結露することによる絶縁破壊を防止する。
【解決手段】澱粉を含有し、生分解性を有する成形用原料9を、導電性の金型片8aおよび金型片8bと上記両金型片8a・8b間の絶縁体8cとを有する金型8で覆い、交流電源(2)から上記両金型片8a・8b間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる。成形用原料9中の水分残量が少ない加熱後期の交流電源(2)の出力が、成形用原料9中の水分残量が多い加熱初期の交流電源(2)の出力よりも低くなるように切り替える。
(もっと読む)
摩擦材の製造方法
【課題】 摩擦材の品質を維持することが出来、かつ導入設備のコストを抑えつつ、予熱工程及び加熱加圧成形工程の時間短縮が実現可能な摩擦材の製造方法を提供する。
【解決手段】 繊維基材、結合材、充填材を主成分とする摩擦材の製造方法において、成形型への投入物を高周波誘電加熱により予備加熱し、その後、加熱加圧成形をおこなうことを特徴とする摩擦材の製造方法。
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]