
Fターム[4F204AL18]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | ホッパー (102) | 混合混練の特徴 (13)
Fターム[4F204AL18]に分類される特許
1 - 13 / 13
樹脂成形装置
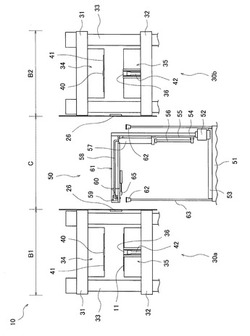
【課題】樹脂成形装置の性能を向上する。
【解決手段】樹脂成形装置10は、樹脂供給装置50と、樹脂供給装置50を中心として周囲に配置された複数のプレス装置30a、30bとを備え、樹脂供給装置50から供給された液状樹脂を成形するものである。樹脂供給装置50が、液状樹脂を滴下する滴下機構59と、滴下機構59を複数のプレス装置30a、30bのそれぞれに対する位置に移動する回転機構52と、滴下機構59をプレス装置30a、30bの内部と外部との間で進退動させる進退駆動機構とを有する。
(もっと読む)
注型材料の予熱装置

【課題】樹脂タンク内の注型材料の樹脂温度を短時間で所定温度まで上昇させる。
【解決手段】注型材料2を充填する樹脂タンク1と、樹脂タンク1内に挿入するとともに、注型材料2を予熱する複数本のヒータ3a、3bと、注型材料2の樹脂温度を測定する温度センサ12と、樹脂タンク1を載置する回転架台13と加振架台14からなるタンク載置架台とを備え、温度センサ12で樹脂温度を測定しながらヒータ3a、3bを運転するとともに、複数本のヒータ3a、3bとタンク載置架台とを相対回転させることを特徴とする。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 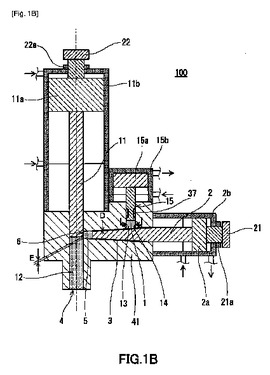 (もっと読む)
(もっと読む)
健康シート
【課題】製造が容易で、安価な健康シートの製造方法及び健康シートを提供する。
【解決手段】フェノール樹脂を除いた炭化水素を主要構成成分とする人工高分子化合物あるいはフェノール樹脂を除いた炭化水素を主要成分とする有機固形廃棄物の無酸素乾留熱分解物である一次の炭化物、あるいは当該炭化物を賦活化処理した二次の活性炭のうち少なくとも一種もしくはこれらの混合物と、シリコンゴムとを混練する工程と、成形型に入れて加圧する工程と、180℃〜200℃にて5分間の1次加熱する工程と、180℃にて3〜4時間の2次加熱する工程と、成形型から取り出し裁断する工程とからなる。
(もっと読む)
発泡性レゾール型フェノール樹脂成形材料およびその製造方法ならびにフェノール樹脂発泡体
【課題】 特に改善された外観を有し、しかも、密度35kg/m3以下においても、標準的な密度である40kg/m3程度の発泡体の有する力学的性能と比較して実用上問題のない程度の低下に抑えられ、かつpHが高く、良好な腐食防止性を有するフェノール樹脂発泡体を与え得る発泡性フェノール樹脂成形材料、および該成形材料を用いてなるフェノール樹脂発泡体を提供する。
【解決手段】 液状レゾール型フェノール樹脂、発泡剤、整泡剤、酸硬化剤および添加剤を含む発泡性レゾール型フェノール樹脂成形材料であって、前記添加剤が、平均粒子径80μm以下の含窒素架橋型環式化合物である発泡性レゾール型フェノール樹脂成形材料、および該成形材料を発泡硬化させてなるフェノール樹脂発泡体である。
(もっと読む)
合成樹脂製品の製造装置及び製造方法
【課題】成樹脂廃材からなる合成樹脂製品を効率よく製造することができる合成樹脂製品の製造装置を提供する。
【解決手段】本装置1は、チャンバ内に回転可能に設けられる羽根部材を有し、該チャンバ内に投入される合成樹脂廃材を該羽根部材により攪拌溶融してゲル状物を生成するミキシング装置3と、複数の成形部35,36を有し、該複数の成形部のそれぞれに投入されたゲル状物を同時に加圧して複数のプレス成形品40,40を成形するプレス装置4と、前記ミキシング装置3で生成され前記チャンバ内から排出されるゲル状物を前記プレス装置4まで搬送して前記複数の成形部のそれぞれに投入する搬送投入装置5と、を備える。
(もっと読む)
注入装置
【課題】型材の長辺側及び短辺側のいずれであっても1つの注入装置で材料を注入できるような注入装置を提供する。
【解決手段】上面材1と、下面材2と、これらの周縁部に配設される型材3にて構成される金型内の空間部Sに、型材3に形成された注入口3cから発泡性樹脂材料を注入するためのミキシングヘッド10であって、ミキシングヘッド10の注入先端部12に脱着可能に取り付けられるクランプ機構17を備え、このクランプ機構17により、パイプノズル18とホースノズル20を選択的に装着可能に構成した。好ましくは、注入先端部12にエアーを注入するためのエアー注入部を設け、ホースノズル20を取り付けた場合において、材料を吐出する前にエアーをホースノズル20内に送り込むように構成した。
(もっと読む)
硬化性樹脂の注入装置
【課題】硬化性樹脂に含まれる気泡を抑制することができ、かつ多くの種類の硬化性樹脂に適用可能な注入装置を提供する。
【解決手段】硬化性樹脂の原料を貯蔵するタンク2A,2Bと、タンク2内の原料を送出する吐出用ポンプ3と、タンク2内から送出された原料を混合して硬化性樹脂を生成し、生成された硬化性樹脂を注入チャンバー5内に注入するミキサー4とを備えた硬化性樹脂の注入装置において、タンク2内の雰囲気と注入チャンバー5内の雰囲気を減圧する減圧装置6を備え、タンク2内の雰囲気の圧力を注入チャンバー5内の雰囲気の圧力以下とする。さらに、タンク2内の原料を循環させるため、循環用ポンプ8と循環路82とを設けている。
(もっと読む)
サンドイッチ構造の複合材料要素を製造するためのデバイスおよび方法
【課題】表面に発泡性の反応混合物を同時的におよび均等に適用するためのアプリケーションデバイスを提供する。
【解決手段】デバイスは、基材上においてフォーム生成混合物を均等に発泡させるように、基材上にフォーム生成混合物を適用するデバイスであって、(a)混合ヘッド、(b)前記混合ヘッドに取り付けられているディストリビュータヘッド、(c)前記ディストリビュータヘッドに取り付けられている少なくとも3つのディスチャージライン、および(d)前記ディスチャージラインが取り付けられている固定フレームを有してなり、フォーム生成混合物をディスチャージする方向を横断するフレームにディスチャージラインが取り付けられていることを特徴とする。
(もっと読む)
プラスチックを含む廃棄物の成形品への成形方法
【課題】各種廃棄プラスチックと木屑や繊維屑、紙屑等の屑を破砕及び粉砕し、混合し、加熱流動化し、低コストで必要強度を有した再生プラスチック品を成形する。
【解決手段】各種のプラスチックPを破砕及び粉砕してサイロ等に貯蔵し、また木屑Wや繊維屑F、紙屑Kを破砕及び粉砕してサイロ等に貯蔵し、一時貯蔵された粉砕プラスチックP1及び粉砕屑W1〜K1を各々定量供給機10によってミキサーMに前者が70〜30重量%、後者が30〜70重量%となるように供給して撹拌混合し、該ミキサー又はこれに接続した混練り機械5において120〜300℃で加熱しながら混合し練り合わせて流動可能状態にし、この流動状態の中間生成物Nをプレス機PRに組み込まれた金型MMに押し出し注入して成形品にホットプレス加工する。各種プラスチックPから、ポリビニルクロライド等の塩素を含むプラスチックを除外する。
(もっと読む)
スタンピング可能な強化複合材の半製品を生産する方法
一つ以上のプラスチック及び細断した繊維又は連続したフィラメント(4)を含む、スタンピング可能な強化複合材の半製品を生産する方法において、前記繊維又はフィラメント(4)の軟化温度が、前記材料の軟化温度の最高の温度より高く、前記繊維又はフィラメント(4)を特に重力によってコンベヤ(1)上に堆積させるステップと、総重量の5%と90%の間の割合で前記プラスチックの粉末の粒子(6)を前記繊維又は前記フィラメント(4)上に散布するステップと、前記粒子(6)を前記繊維又は前記フィラメント(4)と混和するステップと、混和物を前記材料の軟化温度より高い温度まで加熱するステップとを含み、混和ステップが、前記混和物(4、6)に、前記コンベヤ(1)の前進方向(15)にほぼ垂直な少なくとも1つの電界をかけるステップを含む方法。 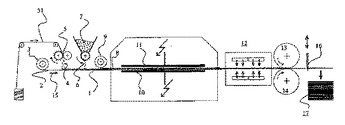 (もっと読む)
(もっと読む)
自動混合弁およびこれを備えたタンク
【課題】大掛かりな設備構成とすることなくコンパクトな構成にでき、それでいて各種成分の所定量の送給を自動化可能とし、成分配合を変更する際にも、異種成分の混入を確実に少なくできる自動混合弁およびこれを備えたタンクを提供する。
【解決手段】一端に開口部1Aを有すると共に複数の液状成分導入口1a〜1dを設けた筒状のバルブハウジング1と、このバルブハウジング1に収納されてバルブハウジング1内を摺動可能な切り換えバルブ本体2と、この切り換えバルブ本体2に接続されて、切り換えバルブ本体2を前後動可能にするエアーシリンダー3と、このエアーシリンダー3を構成する駆動軸5と接続されて、切り換えバルブ本体2を駆動軸5周りに旋回させる旋回手段6とを有する。切り換えバルブ本体2が、複数の液状成分導入口1a〜1dから導入される液状成分を個別に開口部1Aに排出可能な経路2aを形成している自動混合弁。
(もっと読む)
高強度成形品の成形方法
高強度成形品の成形方法が提供される。その方法は、成形用組成物を準備するステップから始まる。成形用組成物は、約40から60重量%の間の繊維混合物と、約15から45重量%の接着剤とを備える。成形用組成物に約435から870psiの間の圧縮圧力が適用される前に、モールドキャビティには、そのモールドキャビティの容量の約90%まで、成形用組成物が充填される。約0.1から0.5mmの間の所定の隙間が、前記モールドキャビティを定義する第1のモールド部品と第2のモールド部品との間で維持される。成形用組成物が実質的に硬化したとき、成形品はモールドキャビティから取り出される。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]