
Fターム[4F204AM01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 圧力媒体の特徴 (9)
Fターム[4F204AM01]に分類される特許
1 - 9 / 9
樹脂成形品
【課題】 容易に得ることができ、かつ、種々の用途に使用できる高品質な樹脂成形品を提供する。
【解決手段】 樹脂成形品1は、シリコンウエハなどの半導体ウエハを薬液洗浄するための角槽からなる薬液処理槽である。樹脂成形品1は、2層構造からなり、内側の層2は、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)によって形成されている。また、樹脂成形品1は、外側の層3が導電性PTFEによって形成されている。導電性PTFEは、例えば、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)にカーボンブラックを5%混合することによって得られる。
(もっと読む)
圧縮成形機の制御方法

【課題】 オーバロードの防止による油圧ポンプの無用な停止の回避,油圧ポンプの耐久性向上及び制御の安定化を図るとともに、油圧ポンプの小型化,コストダウン,設置スペースの縮小及び消費電力の低下を実現する。
【解決手段】 油圧ポンプ3に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプを使用し、予め、加圧工程Spにおける目標圧力Psを設定するとともに、加圧工程Spにおける加圧圧力Ppに対して固定吐出流量Qm又はQsを切換えるための切換条件を設定し、加圧工程Sp中に、加圧圧力Ppを監視し、当該加圧圧力Ppが切換条件を満たさないときは、大流量の固定吐出流量Qmに切換えて加圧圧力Ppに対する圧力制御を行い、かつ当該加圧圧力Ppが切換条件を満たしたときは、小流量の固定吐出流量Qsに切換えて加圧圧力Ppに対する圧力制御を行う。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
液状物質の計量供給方法及び装置
【課題】液状物質200 の定量計測を高精度に行うと共に、この定量液状物質を所定の供給個所へ効率良く且つ確実に供給する。
【解決手段】液状物質の貯溜部100 と、液状物質の計量部300 と、計量した定量液状物質の吐出部400 と、液状物質の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状物質の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状物質200 を計量部300 に移送して計量し、次に、計量した定量の液状物質201 を吐出部400 を経て所定の個所へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エア502 を給気して当該部位に定量液状物質201 の一部が滞溜するのを効率良く防止する。
(もっと読む)
繊維強化プラスチックの脱型方法、製造方法
【課題】FRPの成形において脱型時間を短縮して成形全体にかかる時間の短縮を図るほか、成形体が薄いものであったり、サンドイッチ構造を含むものであったりしても成形体の意匠面を傷つけずに、脱型装置およびFRPの成形方法を提供すること。
【解決手段】成形された繊維強化プラスチックを成形型から取り出す脱型方法であって、前記成形型もしくは該成形型に設置されたシリンダーに収納された稼動可能なエジェクターピンによって、前記繊維強化プラスチックを押し出して、該繊維強化プラスチックと成形型の間に隙間を設けながら、該隙間に気体を送りこんで、前記繊維強化プラスチックを前記成形型から取り出すことを特徴とする繊維強化プラスチックの脱型方法。
(もっと読む)
繊維強化樹脂構造体の内圧成形方法
【課題】繊維強化樹脂構造体の内部に置いて熱媒体を導入するバッグ内の温度を均一化しつつ、バッグを繊維強化樹脂構造体の内部に密着させることにより、均一な物性の繊維強化樹脂構造体を成形すること。
【解決手段】金型内に配置された中空の繊維強化樹脂構造体2内部に置かれたバッグ1内に所定温度に加熱された加熱媒体を導入する成形方法において、加熱媒体を、前記バッグの導入口5を通じて内部に導入し、導入された前記加熱媒体を、前記バッグ1の前記導入口より断面積の小さい排出口6を通じて外部に排出すること。
(もっと読む)
真空ラミネート装置および真空ラミネート方法
【課題】真空ラミネート装置と真空ポンプとの位置合わせずれを緩和しつつ、真空ラミネート装置を真空ポンプに接続することが可能な真空ラミネート装置、真空ラミネート方法の提供。
【解決手段】真空ラミネート装置の排気口1bには、排気口1bを介して通気口に空気が流れ込むのを防止する逆止弁1dを取り付けるとともに、排気口1bの先端を球面状に構成する。特に、太陽電池モジュールの真空ラミネート方法に適用して好適なものである。
(もっと読む)
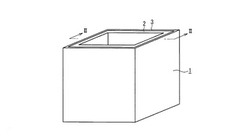
角を固化する膨張式の装置および複合構造を製造するための方法
弾性材料でできた複合部品のための切子面の中空または管状の型の内部において複合材料を固化するための膨張式の圧縮工具を提供する。当該圧縮工具は、封止されたチャンバを規定する角部分によって結合される比較的平坦な壁部分を含む。当該壁部分は、各々の壁部分の中間点に向かって型の表面から離れるように湾曲しており、このため、加圧流体が圧縮工具に注入されると、工具の内面に加えられる力の成分が壁部分を通り角部分に向かって伝達される。こうして、最初の膨張中に、壁部分が複合材料に接触する前に角部分が型の角領域へと押し進められて、複合材料に対する壁部分の摩擦が発生する前に複合材料をしっかりと圧縮して当該型の角領域に押込むことにより、型の角領域への角部分の拡張が抑制される。 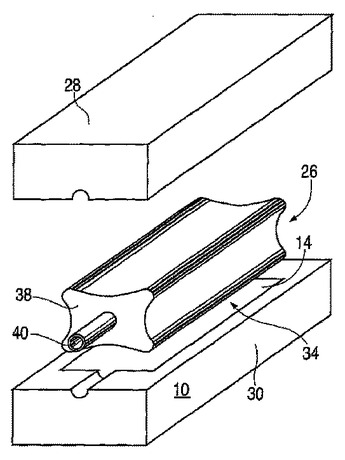 (もっと読む)
(もっと読む)
フィルムまたは塗膜の成膜またはラミネート処理用の膨張膜式押圧装置
フィルムまたは塗膜の成膜もしくはラミネート処理のための膨張膜式押圧装置(1)で次のものから構成される:
− 物品を支えるための支持装置(20);
− 圧縮流体のアキュムレータ(35,36)を含みその面の一部が膨張膜(35)で できている膨張膜装置(30);
− 支持装置および膨張膜装置を膨張膜装置が支持装置と距離をおいて向き合う様に支 える保持枠(10);および
− 圧縮流体を流体アキュムレータ内へ導入および放出して膜を膨張および収縮するた めの圧縮流体の給気/排気装置(40)で、ここに圧縮流体の給気/排気装置はア キュムレータ内の圧力を調節するための圧力放出弁(42)を含む。
(もっと読む)
1 - 9 / 9
[ Back to top ]