
Fターム[4F204AR13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 形状(←表面粗さ、光沢等) (17)
Fターム[4F204AR13]に分類される特許
1 - 17 / 17
成形構造体の製造方法及び成形型
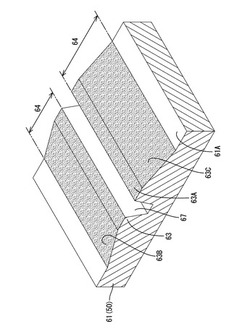
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
フェノール樹脂発泡体積層板及びその製造方法

【課題】 低価格でシワ、剥離といった発泡体の表面欠陥を覆い隠す効果が発揮されると共に、そり等の変形がなく、意匠、美観効果が加味され、更に前記積層板上を歩いて施工する時に滑りにくく、安全で作業性が向上した、エンボス加工表面材を用いたフェノール樹脂発泡体積層板及びその製造方法の提供。
【解決手段】 フェノール樹脂発泡体の少なくとも一方の面に表面材を配してなるフェノール樹脂発泡体積層板であって、該表面材は、セルロール成分単一物又はそれを主成分とし、その他無機成分及び有機成分の中から選ばれる少なくとも1種を混合して得られたものであり、かつ、エンボス加工が施されていることを特徴とするフェノール樹脂発泡体積層板による。
(もっと読む)
繊維強化樹脂成形品の製造方法、および繊維強化樹脂成形品
【課題】好適な外観を有する繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維強化樹脂成形品の製造方法は、配置工程と、加熱成形工程と、剥離工程とからなり、離型フィルム100は離型層110を有する。離型層110は、主にポリメチルペンテン系樹脂、シンジオタクチックポリスチレン系樹脂、またはポリブチレンテレフタレート系樹脂からなる。配置工程では、離型フィルム100を金型200上に配置する。このとき、離型フィルム100は、金型200と接する側と反対側に離型層110が位置するようにして配置する。加熱成形工程で、樹脂前駆体が含浸される布帛300を金型200によって加熱成形して繊維強化樹脂成形品を作製した後、繊維強化樹脂成形品から離型フィルム100を剥離する。
(もっと読む)
免震装置用の免震プラグの製造方法及び免震プラグ、並びに、その製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグ、その製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】粉体材料2を一対のスタンパ5で挟み込んで加圧成形する免震プラグ9の製造方法において、少なくとも2回の加圧成形を、スタンパ5の軸線方向Xにて垂直断面視したときに、スタンパの中央部12が加圧方向に突出したV字型の加圧面を有する凸状スタンパ6、及び、スタンパの中央部12が加圧方向とは反対の方向に陥没したV字型の加圧面を有する凹状スタンパ7を用いて行うにあたり、それらスタンパ6、7により加圧成形した後に、スタンパ6、7を、その軸線中心に回転させてから再度加圧成形を行なう免震プラグの製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
成形品
【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
免震プラグの製造方法および製造装置並びに免震プラグ
【課題】成形不良の発生を抑制しつつ空気含有率の低い免震プラグを製造することができる免震プラグの製造方法および製造装置を提供する。また、端面が平坦で空気含有率が低い、減衰性能や変位追従性に優れる免震プラグを提供する。
【解決手段】塑性流動材および硬質充填材を含有する粉体材料を金型内で加圧成形して免震構造体用の免震プラグを製造する方法であって、金型内に充填された粉体材料の少なくとも一方側を、加圧方向側に位置する頂辺で交差する二つの平面を加圧面として有する楔形プッシャーを用いて加圧する予備加圧成形工程と、予備加圧成形工程において楔形プッシャーで加圧した粉体材料を、加圧方向に直交する平面を加圧面として有する平面プッシャーを用いて加圧して免震プラグとする最終加圧成形工程とを含む免震プラグの製造方法である。また、その製造方法に適した製造装置および該製造方法で作製した免震プラグである。
(もっと読む)
液体現像電子写真装置用転写ローラー、及び、液体現像電子写真装置用転写ローラーの製造方法
【課題】樹脂フィルムを被印刷物としながらも印刷精度に優れた液体現像電子写真装置を提供すること。
【解決手段】感光体に接する外周面がポリウレタン弾性体で形成されている液体現像電子写真装置用転写ローラーであって、前記感光体の画像を転写させる被印刷物が樹脂フィルムであり、前記外周面が、ポリエステルポリオールと二官能イソシアネートとを反応させてなるポリウレタン弾性体で形成されており、且つ、イソシアネートによって硬化処理されていることを特徴とする液体現像電子写真装置用転写ローラーなどを提供する。
(もっと読む)
複層断熱パネルの製造方法
【課題】複層断熱パネルを構成する硬質ポリウレタンフォーム層内部におけるクラックの発生を抑制可能な複層断熱パネルの製造方法を提供する。
【解決手段】フェノールフォーム層1、金網2、硬質ポリウレタンフォーム層3、アルペットシート4の順に積層され、かつ硬質ポリウレタンフォーム3が水発泡により製造される、複層断熱パネルの製造方法であって、すでに形成されているフェノールフォーム層1と金網2の表面に、硬質ポリウレタンフォーム層3を形成するために発泡原液が注入される閉じた注入空間10を形成し、この注入空間10の側面から発泡原液吐出用の高圧発泡機11のノズル12を水平状態に挿入し、発泡原液の吐出圧力を9〜12MPaとし、かつ、吐出量を40kg/分以下になるように設定したことを特徴とする。
(もっと読む)
フッ素樹脂成形品の製造方法、分析用樹脂容器及び元素分析方法
【課題】試料等への汚染がほとんど無く、高精密な元素分析に用いるのに好適なフッ素樹脂成形品を製造する方法、その製造方法により製造された分析用樹脂容器、及びそれを用いた元素分析方法を提供することを目的とする。
【解決手段】加圧して焼成することによりフッ素樹脂を成形する成形工程の後、該成形されたフッ素樹脂の表面を溶融する表面溶融工程を有するフッ素樹脂成形品の製造方法、当該製造方法により製造された分析用樹脂容器、及び当該分析用樹脂容器を用いた元素分析方法。
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
免震構造体用単位積層ゴムの製造方法
【課題】成形されたゴムシートを打抜いて未加硫の単位積層ゴムを形成する場合のような、材料歩留り等の問題を生じることがなく、射出成形によって、未加硫単位積層ゴムを形成する場合のような、寸法精度の低下、設備コストの増加、スコーチの発生のおそれ等のない免震構造体用単位積層ゴムの製造方法を提供する。
【解決手段】成形型3内で、一枚の金属板1上に一枚の未加硫ゴム層9を積層形成してなる単位積層ゴム10を製造するに当って、成形型3の開放姿勢で、その成形型3内に予め配設した金属板1上に、所定量のゴム材料5を注入し、次いで、ゴム材料5それ自体を、金属板1の厚みのばらつきのいかんにかかわらず、成形型3の開放量の低減下で、一定のゴム厚みとなるまで押込み変形させて、金属板1上に、所要の外輪郭寸法のゴム層9を一体形成する。
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
発泡成形品およびその成形方法
【課題】主に、ソフト感の不足を解消すると共に、表面形状を自在にコントロールできる発泡成形品及びその成形方法を提供する。
【解決手段】表皮材4と、芯材5と、発泡材6とを有し、表皮材4が、製品形状に賦形され、発泡材6が、発泡成形によって表皮材4と芯材5との間に設けられた発泡成形品3であって、表皮材4と発泡材6との層間に、発泡材6よりも弱い力で弾性変形および復帰が可能なクッション材8が埋設され、クッション材8が、表皮材4の賦形時に、加熱された表皮材4の熱を利用して、予め表皮材4の内面部分に熱融着されると共に、発泡材6の発泡成形時に、表皮材4と一緒に発泡材6に一体化されたものとしている。
(もっと読む)
有用な面微細構造を含む眼鏡レンズおよびその製法
【課題】有用な面微細構造、特には減光作用を持つ面微細構造を含む眼鏡レンズを得る方法を提供すること。
【解決手段】有機ガラス製の眼鏡レンズは、固定要素5と接続されているモールド1の2つの構成要素2および4の間でのモールディングにより製造される。光学用物質または組成物は、穴6からキャスティングまたは射出することによりモールドアセンブリ内に導入され、アセンブリ内で硬化され、または重合され、モールドを解体することにより、光学レンズが得られる。モールド構成要素2および4のうちの少なくとも1つは、視野補正形状を有する内面3を含む。モールド構成要素2の内面3は、有用な微細構造、すなわち、減光作用を持つ微細構造が与えられている。該微細構造は、干渉プロセスより決定される。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】
樹脂の無駄や廃棄物の量を増加させずに、バッグフィルムによるパスメディアの拡散効率の低下を防止する。
【解決手段】
成形型上に強化繊維基材を配置し、前記強化繊維基材の全体をバッグフィルムで覆い、前記成形型との間をシールしてキャビティを形成し、前記キャビティ内を減圧するとともに液状樹脂を注入し、前記強化繊維基材に樹脂を含浸させる繊維強化プラスチックの製造方法において、前記強化繊維基材の上に、パスメディアを配置し、前記バッグフィルムのヤング率をEb、厚さをTbとしたとき下記式(I)を満たすヤング率ESおよび厚さTSを有する補助シートを、前記パスメディアと前記バッグフィルムとの間に配置することを特徴とする繊維強化プラスチックの製造方法。
ESTS3>EbTb3 (I)
(もっと読む)
1 - 17 / 17
[ Back to top ]