
Fターム[4F204EB02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 不定長物品(連続物品)の製造方法 (181)
Fターム[4F204EB02]に分類される特許
1 - 20 / 181
光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置
【課題】シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
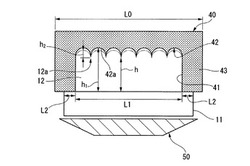
【解決手段】凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材表面に凹凸構造が付与された金型40を圧着させ、前記硬化性樹脂を介さない金型40と透光性基材との圧着部における金型40の幅方向接線長L0に対する透光性基材の幅方向接線長L2との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部42が金型40の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmとなるように製造される光学シートの製造方法を提供する。
(もっと読む)
ローラーモールド、ローラーモールド用基材及びパターン転写方法

【課題】被転写体の透光性や被転写体の形状を問わず、光を用いたインプリントを行う際、所定のパターンを被転写体に忠実且つ容易に転写するローラーモールド、ローラーモールド用基材及びパターン転写方法を提供する。
【解決手段】回転軸方向に沿う外周部の主表面に所定のパターンが形成されているインプリント用のローラーモールドであって、前記ローラーモールドの内部又は外部から照射される光を前記外周部に対して透過させることにより、前記ローラーモールドの内部から前記所定のパターンの主表面へと前記光を照射自在とする。
(もっと読む)
フィルムの製造方法
【課題】樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法の提供。
【解決手段】金型11に連続搬送されるフィルム状支持体21上に、2つ以上の樹脂供給手段12,13から活性エネルギー線硬化性樹脂組成物を順次切り替えて連続供給し、支持体21と金型11とで挟み、活性エネルギー線を照射して硬化させてフィルムを連続製造する方法であって、少なくとも2番目に供給される樹脂組成物は、活性エネルギー線が照射されないように支持体上に供給され、樹脂の切り替え時には、フィルム状支持体への供給中の樹脂組成物と、次の樹脂組成物の供給量の総量が一定またはそれ以上になるように樹脂組成物を切り替える、フィルムの製造方法。
(もっと読む)
樹脂成形体の製造方法および製造装置
【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
転写装置
【課題】微細な凹凸が形成された転写ベルトを用いてフィルムなどのシートの表面に加工を施すこと。
【解決手段】繰り出しロールから繰り出される基材フィルムにUV樹脂を塗布し、塗布された面と接してその表面に所定の微細パターンを転写する転写機構と、前記転写機構によって所定のパターンが転写された基材フィルムを巻き取る巻き取りロールと、を有する転写装置であって、前記転写機構は、前記基材フィルムと接触する外周面に前記所定のパターンが形成された帯状の転写ベルトと、前記転写ベルトを支持する回転ロールと、からなり、前記転写ベルトによる転写は、前記UV樹脂を硬化させてUV樹脂層を形成する。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置
【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
ブレード部材の製造方法及び製造装置
【課題】電子写真装置用ブレードのポリウレタン樹脂製のブレード部材を個別に間欠的に製造する方法を提供する。
【解決手段】少なくとも一つの成型溝を形成した成型ドラム、それに当接したエンドレスベルトを用いたブレード部材の製造装置を用い、該成型溝は、成型されるブレード部材の大きさ形状を有しており、かつ、成型ドラム回転方向に対して平行又は直交して設けられており、ポリウレタン樹脂原料はエンドレスベルト上にブレード部材相当量が間欠的に吐出され、成型ドラムの回転に伴い、該原料が成型溝とエンドレスベルトに挟まれ、さらにそこで加熱硬化されてブレード部材となり、さらに、成型ドラムが回転し、ブレード部材の脱型位置で脱型手段により取り出される。なお、ポリウレタン樹脂原料の吐出及びブレード部材の脱型は成型溝の位置を検出して行われる。
(もっと読む)
立体画像表示用柱状レンズシートの製造方法
【課題】裸眼立体視にレンチキュラーレンズを用いる際に、経時的にレンズの寸法が変化して左右視差画像のクロストークが生じるのを改善した立体画像表示用柱状レンズシートを製造する方法を提供する。
【解決手段】立体画像表示用柱状レンズシートは、連続帯状の延伸フィルムである基材フィルム1上に、単位柱状レンズが配列した柱状レンズ群を、型面に柱状レンズパターン31として単位柱状レンズを成形する為の多数の凹状溝32を有し回転する円筒状の成形型30で、電離放射線硬化性樹脂液の硬化物として成型して製造する。この際、基材フィルムを構成する樹脂の分子主軸の配向方向dmと、単位柱状レンズ2の稜線方向となる凹状溝32の延在方向dqとが成す角度のうちの劣角として定義される傾斜角θが、柱状レンズパターンの全域において0°≦δ≦50°になる様にして製造する。
(もっと読む)
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
レンズシートの製造装置及び製造方法
【課題】レンズシートの定長切断を確実に実現することができるレンズシートの製造装置及び製造方法を提供する。
【解決手段】本発明のレンズシート製造装置1は、回転式のレンズ金型30と、このレンズ金型の回転周期を検出する近接センサ35と、を備えた重合賦型部6と、このレンズ賦型部から送られるレンズシートの弛み量を検出する第2ダンサー部14が検出した弛み量に応じて送り速度を変化させてレンズシートを連続的に送り出す連続送り部16と、この連続送り部から送られたレンズシートを間欠的に送り出す間欠送り部20と、近接センサが検出したレンズ金型の回転周期の間に連続送り部が送り出した連続送り量と平均送り速度から求まる平均回転時間との位相差に基づいて間欠送り部の送り量を所定送り量に補正する送り量補正手段を有する送り量補正部と、間欠送り部から送られたレンズシートを切断して所定長さのレンズシートにする切断部22と、を有する。
(もっと読む)
樹脂積層体の製造方法
【課題】帯電防止性、耐擦傷性、透明性及び赤外線遮蔽性に優れた表面層を有する樹脂積層体を高生産性で、また環境負荷が少ない方法で製造する方法を提供する。
【解決手段】型上に、分子内に少なくとも2個の(メタ)アクリロイルオキシ基を有する化合物を含む光硬化性樹脂混合物を塗布し、光照射し前記混合物を硬化させて硬化塗膜層を形成する第一の工程、前記硬化塗膜層の上に機能性化合物及びアニオン系界面活性剤を含む水系塗料を塗工し、機能層を形成することによって、多膜層を形成する第二の工程、前記硬化多膜層が形成された型と他の型のそれぞれの面を、前記多膜層の形成された面が内側になるように向かい合わせて鋳型を作製する第三の工程、前記鋳型に樹脂原料を注入し前記樹脂原料の注型重合を行い樹脂基材を形成する第四の工程、及び前記樹脂基材上に前記多膜層が積層された樹脂積層体を鋳型から剥離する第五の工程、を有する樹脂積層体の製造方法。
(もっと読む)
表面凹凸パターンを有する部材の製造方法
【課題】電離放射線硬化樹脂の粘度が非常に高粘度な場合であっても、所望の微細凹凸パターンに不完全形状が生じにくい電離放射線硬化樹脂を用いた成形方法を提供する。
【解決手段】本発明は、凹凸パターンを有する成形型2,14面に電離放射線硬化樹脂を溶剤希釈した液8を塗工する工程と、該塗工した液8を乾燥する工程と、該成形型2,14上の塗工した液8が乾燥した部分に基材7を供給し、成形型2,14に対向するロール5にて成形型2,14に基材7を押し当てる工程と、電離放射線を照射して電離放射線硬化樹脂を硬化する工程と、該成形型2,14から、電離放射線硬化樹脂の層と基材とからなり凹凸パターンを有する成形品を離型する工程とからなる表面凹凸パターンを有するシート状またはフィルム状の部材の製造方法である。
(もっと読む)
硬質ポリウレタンフォームの製造装置
【課題】ポリウレタン成形体中にガラス繊維が均一に分散された分散度の高い硬質ポリウレタンフォームを製造する硬質ポリウレタンフォームの製造装置を提供する。
【解決手段】コンティニュアスストランドからなるストランドマットが巻き取られている従動ロールと、該従動ロールに巻き取られたストランドマットを下流側へ送り出す駆動手段と、従動ロールから送り出されたストランドマットを圧縮しながら通過させる解繊手段と、該解繊手段から送り出されたストランドマットに硬質ポリウレタンフォームの原液を塗布する塗布装置とを備える硬質ポリウレタンフォームの製造装置において、従動ロールの回転を制動して解繊手段を通過するストランドマットに当該ストランドマットの最大許容張力の0.15〜0.95倍の張力を付与する張力付与手段を備え、ストランドマットを構成するガラス繊維の分散度が85%以上である硬質ポリウレタンフォームを製造する硬質ポリウレタンフォームの製造装置である。
(もっと読む)
金型ロールの製造方法、金型ロール、及び光学シートの製造方法
【課題】光学シートの金型ロールに関し、広い幅の金型ロールであっても切削工具の交換をすることなく、又は交換回数を減らすことができる金型ロールの製造方法を提供する。
【解決手段】凹凸形状を有する光学シートの凹凸部分を成形する金型ロールを製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凹凸に対応する溝を形成させる工程を含み、切削工具の横逃げ角を2度以上、5度以下とすることを特徴とする。
(もっと読む)
透明樹脂板の連続的製造方法
【課題】外観が良好であり、安全な透明樹脂板の連続的製造方法を提供する。
【解決手段】移送される帯状体にメチルメタクリレートを30質量%以上含有する重合性液体を供給し、前記帯状体上に展延した前記重合性液体の上に活性エネルギー線透過性フィルムを繰り出しながら被せ、前記フィルムの上から照射強度1mW/cm2〜30mW/cm2の活性エネルギー線を照射して前記重合性液体を硬化させる透明樹脂板の連続的製造方法であって、
前記重合性液体の帯状体への供給部、および活性エネルギー線透過性フィルム繰り出し部を非密閉型クリーンブース内に配設し、前記クリーンブース上方からクリーンブース内へクリーンエアを、特定の換気回数となるように供給し、かつ排気風量に対する供給風量の比Xが特定範囲となるように供給する透明樹脂板の連続的製造方法。
(もっと読む)
防眩フィルターの製造方法
【課題】合成樹脂基材の表面に耐擦傷性皮膜が積層された防眩フィルターにおいて、耐擦傷性皮膜のヒケ欠陥が少なく、アンチグレア性と耐擦傷性を有する防眩フィルターの製造方法を提供する。
【解決手段】表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させた後に耐擦傷性皮膜形成原料を重合硬化させて耐擦傷性皮膜を形成し、次いで、合成樹脂基材の表面に凹凸形状を有する耐擦傷性皮膜が積層された積層体を鋳型から剥離する防眩フィルターの製造方法であって、表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させる際の鋳型温度及び合成樹脂基材温度が特定の条件である防眩フィルターの製造方法。
(もっと読む)
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
樹脂積層体の連続製造方法
【課題】機能層の密着性が高く、層の剥離が抑制され、外観に優れ、優れた光学特性を備えた樹脂積層体、特に、機能層としてハードコート層を有し耐擦傷性に優れる樹脂積層体を、短時間で効率よく連続して製造できる樹脂積層体の連続製造方法を提供する。
【解決手段】同一方向に同一速度で移動する下部支持シート及び上部支持シートのうち少なくとも一方に、機能層を形成した透光性樹脂シートを用い、該透光性樹脂シートを機能層側が内側になるように配置し、下部支持シート上に光重合性単量体混合物を供給しつつ、該光重合性単量体混合物上に上部支持シートを積層し、透光性樹脂シートを介して活性線を照射して光重合性単量体混合物を重合硬化させて機能層と一体化した後、下部支持シート及び上部支持シートを剥離し樹脂積層体を形成する。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
光学素子シートの同時両面形成方法、およびその光学素子シート形成装置
【課題】ベースフィルムの表面と裏面に複数の光学素子を同時に形成するに際して、形成される光学素子シートの反りを解消できる光学素子シートの同時両面形成方法、およびその光学素子シート形成装置を提供する。
【解決手段】第1ロール金型3と第2ロール金型4とを所定間隔を空けて水平方向に対向配置し、両ロール金型3,4の間にベースフィルムFを供給してそれぞれのロール金型3,4により複数の光学素子La、Lbを前記ベースフィルムFの両面に同時に成型、成形もしくは印刷するとともに、両ロール金型3,4で形成された光学素子シートを鉛直下方に搬送し、樹脂が完全に硬化するまでの距離以上の距離で鉛直方向の搬送を継続することを特徴とする光学素子シートの同時両面形成方法、およびその光学素子シート形成装置。
(もっと読む)
1 - 20 / 181
[ Back to top ]